不良品标识卡
- 格式:xls
- 大小:10.50 KB
- 文档页数:1


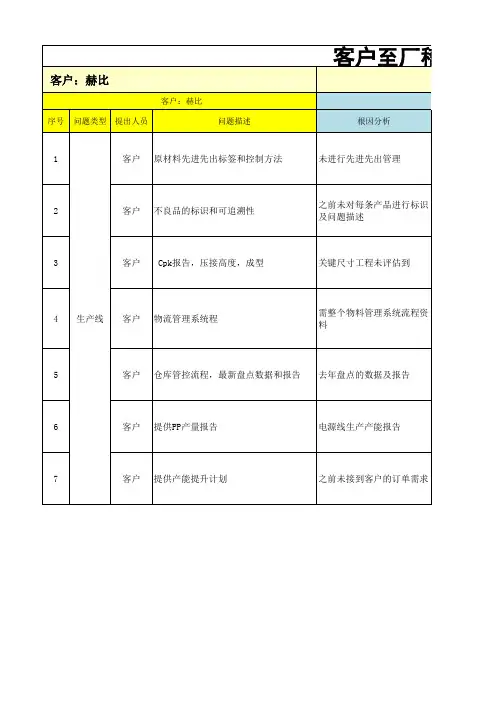
不合格品控制程序及处理流程文件编号:1.目的:对不合格品加以标识、隔离、风险评估、重新处理,以防止非预期的使用或流入客户手中。
为对品质异常能及时反应处理、预防消除异常原因,以维持品质系统正常运作。
2.范围:针对来料、在制品及包装出货等各个阶段的不合格品。
3.定义:不合格品:不符合产品标准、技术规范或合同要求的产品。
返工:为使不合格品符合要求而对其采取的措施。
返修:为使不合格品满足预期用途而对其采取的措施。
挑选:对不合格品加以挑选,以区别等级。
报废:无法挑选处理并不可能进行返工或返修的不良品及维修成本高于制作制作成本的不良品。
退货:质量部检验材料、半成品、成品等有品质异常不满足需求状况时,将产品整批退还给供应商或制造单位,并要求处理的情形。
特采:于进检、生产过程或最终成品发现不合格品,因客户生产需求急迫,客户担当或业务部代表征得客户同意,或投入后不影响产品功能、构造能力、特殊外观要求及应用功能性,不造成人身安全,可满足最终客户使用品质的不合格品,做特殊接收标识,等同让步接收。
降级降档:因产品检验不符合标注定义要求,而采取更低标准确认接收、降级处理的状况。
4.职责:4.1生产部4.1.1负责对生产过程不合格品隔离作业及相应的标识。
4.1.2执行对品质异常发生时不合格品的应急处理要求。
4.1.3按照技术及质量提供的方案执行不合格品的返工、返修、挑选等作业。
4.1.4负责生产原因及品质异常之分析改善。
4.2质量部4.2.1负责对不合格品处置的协调,包含来料不合格、制程不合格、客户反馈不合格等。
4.2.2定义不合格品的区分、隔离及标识方式。
4.2.3评估定义不合格品的挑选方式及标准。
4.2.4品质异常发生时,不合格品紧急处理方式要求。
4.2.5对品质异常的分析与改善要求。
4.3技术部4.3.1品质异常发生时的应急处理方案拟定。
4.3.2对品质异常的分析与改善要求。
4.3.3对返工、返修作业方式的定义。
4.4其他部门4.4.1其他部门负责履行本部门的职责予以协助。

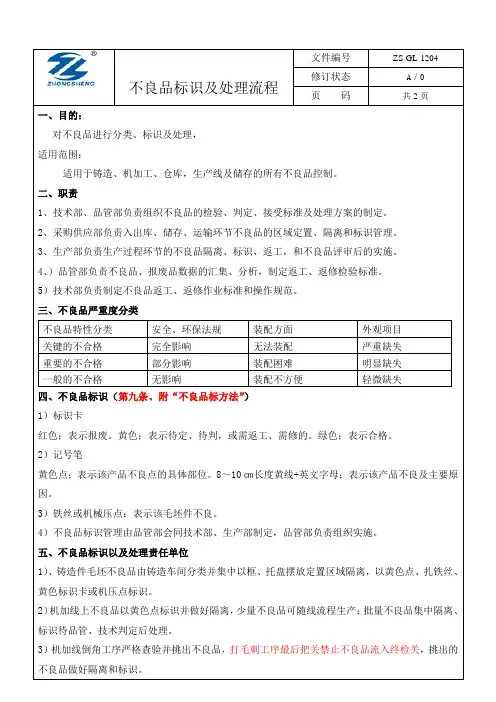
不良品标识及处理流程文件编号ZS-GL-1204 修订状态A/0页码共2页一、目的:对不良品进行分类、标识及处理,适用范围:适用于铸造、机加工、仓库,生产线及储存的所有不良品控制。
二、职责1、技术部、品管部负责组织不良品的检验、判定、接受标准及处理方案的制定。
2、采购供应部负责入出库、储存、运输环节不良品的区域定置、隔离和标识管理。
3、生产部负责生产过程环节的不良品隔离、标识、返工,和不良品评审后的实施。
4、)品管部负责不良品、报废品数据的汇集、分析,制定返工、返修检验标准。
5)技术部负责制定不良品返工、返修作业标准和操作规范。
三、不良品严重度分类不良品特性分类安全、环保法规装配方面外观项目关键的不合格完全影响无法装配严重缺失重要的不合格部分影响装配困难明显缺失一般的不合格无影响装配不方便轻微缺失四、不良品标识(第九条、附“不良品标方法”)1)标识卡红色;表示报废。
黄色;表示待定、待判,或需返工、需修的。
绿色;表示合格。
2)记号笔黄色点;表示该产品不良点的具体部位。
8~10㎝长度黄线+英文字母;表示该产品不良及主要原因。
3)铁丝或机械压点;表示该毛坯件不良。
4)不良品标识管理由品管部会同技术部、生产部制定,品管部负责组织实施。
五、不良品标识以及处理责任单位1)、铸造件毛坯不良品由铸造车间分类并集中以框、托盘摆放定置区域隔离,以黄色点、扎铁丝、黄色标识卡或机压点标识。
2)机加线上不良品以黄色点标识并做好隔离,少量不良品可随线流程生产;批量不良品集中隔离、标识待品管、技术判定后处理。
3)机加线倒角工序严格查验并挑出不良品,打毛刺工序最后把关禁止不良品流入终检关,挑出的不良品做好隔离和标识。