机械制造基础CA6140杠杆工艺过程卡与工序卡
- 格式:doc
- 大小:384.50 KB
- 文档页数:8

湖南工业大学课程设计资料袋机械工程学院(系、部)2009 ~ 2010 学年第 1 学期课程名称机械制造技术基础指导教师何国旗职称学生姓名彭发品专业班级机工071班学号07405600134题目CA6140车床杠杆机械加工工艺规程设计成绩起止日期2010 年01月9日~2010 年01 月15 日目录清单设计说明书CA6140车床杠杆机械加工工艺规程设计起止日期: 2010 年 01月 09 日至 2010 年01 月15日学生姓名彭发品班级机械工程及自动化071班学号07405600134成绩指导教师(签字)机械工程学院年月日《机械制造技术基础》课程设计说明书(机械制造及其自动化专业)(工艺/夹具/刀具/机床部分)设计题目:设计杠杆(CA6140车床)机械加工工艺规程及工艺设备设计者:彭发品学号: 07405600134指导教师:何国旗湖南工业大学工程学院2010年 01月 15日目录第一章零件的分析 (4)1.1零件的作用 (4)1.2零件的工艺分析 (4)第二章工艺规程的设计 (6)2.1确定毛坯的制造成形式 (6)2.2选择定位基准和确定工件装夹方式 (6)2.3拟定工艺路线 (6)2.4确定加工方法 (7)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (8)2.6确定切削用量和基本工时 (9)第三章夹具设计 (14)3.1问题的提出 (14)3.2夹具设计 (14)3.3夹具设计及操作的简要说明 (15)设计小结 (16)参考文献 (17)附图工艺卡、工序卡第一章 零件的分析1.1零件的作用零件CA6140车床的杠杆。
它位于厢体内部:主要作用是传递扭距,帮助改变机床工作台的运动方向。
零件主体成36º角,在主视和右视两方向均有8mm 的筋板支撑,两件中部有25Φ的孔,上端面和左视平面分别有M6和φ12.7 的螺纹孔和沉头孔。
中间孔上方A 视图方向有M8螺纹孔,所有技术要求都是为了机床总体装配。

机械制造工艺学课程设计--CA6140杠杆加工工艺及卡具设计————————————————————————————————作者:————————————————————————————————日期:2 杠杆加工工艺规程设计2.1零件的分析2。
1。
1零件的作用题目给出的零件是CA6140的杠杆。
它的主要的作用是用来支承、固定的。
要求零件的配合要符合要求.2.1。
2零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,为此以下是杠杆需要加工表面以及加工表面的位置要求。
现分析如下: (1)主要加工面:1)小头钻Φ0.023025+以及与此孔相通的Φ14阶梯孔、M8螺纹孔; 2)钻Φ0.1012.7+锥孔及铣Φ0.1012.7+锥孔平台;3)钻2—M6螺纹孔;4)铣杠杆底面及2—M6螺纹孔端面。
(2)主要基准面:1)以Φ45外圆面为基准的加工表面这一组加工表面包括:Φ0.023025+的孔、杠杆下表面 2)以Φ0.023025+的孔为中心的加工表面这一组加工表面包括:Φ14阶梯孔、M8螺纹孔、Φ0.1012.7+锥孔及Φ0.112.7+锥孔平台、2—M6螺纹孔及其倒角。
其中主要加工面是M8螺纹孔和Φ0.1012.7+锥孔平台。
零件分析表如下图表2-1所示:表2—1加工 表面质量要求设计基准表面功用结构工艺性分析 加工方法初步设想表面质量 尺寸精度 位置精度 平面1 Ra3。
2 —- -— 平面4加工基准面 用于定位 粗、精铣端面平面2 Ra3。
2 —— -— 孔1 中心线 连接 与水平面成126度夹角粗、精铣 平面4 -- —— —— 与面1互为基准 作基准 —- 粗铣 平面5Ra3.2———-孔1中心线——与垂直方向夹角80度粗铣平面6Ra6。
3-———孔1轴线垂直面—— -- 粗铣 精铣孔1Ra1。
6——中心线 肋板底面1支撑孔1用于加工定位及加工基准 钻 扩 细镗 精镗孔2Ra6。

工序卡片机械加工工艺过程卡片产品名称及型号CA6140车床零件名称CA6140杠杆零件图号00001材料名称灰铸铁毛坯种类铸造零件质量Kg毛量第 1 页编号HT200 尺寸160×95×30 净重共 1 页性能163-229HB 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min 夹具刀具量具单件准备-终结铸造铸造车间时效热处理涂底漆涂漆室001 加工Φ25孔下表面机加工X52k 专用夹具硬质合金三面刃圆盘铣刀 2.58 30002 加工Φ25孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀6.15 26003 加工宽度为30mm的下平台机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 5.24 30τ004 加工Φ12.7的锥孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀4.7 26005 加工\M+000D414阶梯孔及M8底孔机加工Z535 专用夹具高速钢麻花钻、小直径端面锪钻5.62 26006 加工2-M6螺纹孔机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 3.7 30 007 加工2-M6上端面机加工Z535 专用夹具高速钢麻花钻、细柄丝锥 2.04 26 008 检查更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 1 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣Φ25通孔下表面001 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.58 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.41 2 精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 0.1 108 1 1.42 0.41更改内容编制抄写核对审核批准工序卡片2 CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 17 30 0.43 1 0.41 1.77 2 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 23.1 30 0.57 1 0.22 1.77 3 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.41 2 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 11.22 5 0.43 1 0.58 1.77 2 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.77 2 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.77 3 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.7 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.41 2 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔007 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.04 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ5的孔专用钻夹具、高速钢麻花钻Φ5900 14.4 15 0.25 1 0.16 1.77 2 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480 8.88 15 1.5 1 0.05 1.77 更改内容编制抄写核对审核批准CA6140车床杠杆加工工艺及夹具设计设计内容:1、课程设计说明书1份2、零件加工工艺设计表1张3、机械加工工艺过程卡1张4、机械加工工序图 1 张5、夹具体零件图1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)2.1零件的分析 (6)2.11零件的作用 (6)2.12零件的工艺分析 (6)2.2杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.21确定毛坯的制造形式 (7)2.22基面的选择 (7)2.23确定工艺路线 (8)2.24机械加工余量、工序尺寸及毛坯尺寸的确定 (9)2.25确定切削用量 (10)2.26确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。

南昌航空大学科技学院 机械与材料工程系机械加工工序卡片产品型号 零件图号 产品名称车床 零件名称 手柄轴共9 页 第 1 页车间工序号工序名称材 料 牌 号1 粗车 45钢 毛 坯 种 类 毛坯外形尺寸每毛坯可制件数每 台 件 数锻件 mm mm 12644⨯φ 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床CA61401 夹具编号 夹具名称切削液 三爪自定心卡盘工位器具编号工位器具名称 工序工时 (分) 准终 单件可转位车刀工步号 工 步 内容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 粗车车端面 CA6140 200 16 0.5 12 1 17.7 2 钻中心孔CA6140200 1 4 3 粗车mm 8.21033.0-φ外圆 CA6140 200 16 0.5 1.1 1 64.2 4 粗车φmm 8.17033.0-外圆CA6140200 16 0.5 2 1 30 51 6 1 71南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第 2 页车间工序号工序名称材料牌号2 切槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件高速钢工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车槽1 15.2X1.5CA6140200 0.082 1 1.52 粗车槽2 15X3CA6140200 0.08 2 1 1.873 粗车槽3 15.7X3 CA6140200 0.08 2 1 1.874 粗车槽4 19X3CA6140200 0.08 2 1 8.06南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第 3 页车间工序号工序名称材料牌号3 粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻铁 1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件可转位车刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆mm44CA6140200 25.1 0.5 22 1 16.2 2 粗车端面2CA6140200 0.5 2 1 15 3南昌航空大学科技学院 机械与材料工程系机械加工工序卡片产品型号 零件图号产品名称车床 零件名称 手柄轴共 9 页 第 4 页车间 工序号 工序名称材 料 牌 号4 精车45钢 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数 每 台 件 数锻件1 设备名称设备型号 设备编号同时加工件数C616A夹具编号 夹具名称 切削液三爪卡盘工位器具编号工位器具名称 工序工时 (分) 准终 单件可转位车刀工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/min m/min mm/r mm 机动 辅助 1 半精车mm 8.160043.0-φ外圆C616A 400 27.4 0.3 1 2 22 2 精车mm 16055.0055.0+-φ外圆 C616A 1400 91.5 0.2 0.8 2 9.4 3 半精车mm 8.20052.0-φ外圆 C616A 400 27.4 0.3 1 2 80 4 精车mm 200007.0-φ外圆 C616A 1400 91.5 0.2 0.8 2 18 5 精车mm 20065.0065.0φ外圆 C616A 1400 91.5 0.2 0.8 2 18 6倒角C616A40091.50.20.815南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第 5 页车间工序号工序名称材料牌号5 半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数C616A夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件两把刀如下工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 确定半精车外圆mm8.41φC616A YT15硬质合金可转位刀400 71.54 0.14 0.5 8 128 2 半精车外圆mm8.21φC616A YT15硬质合金车刀400 71.54 0.15 0.5 1 13 345南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第 6 页车间工序号工序名称材料牌号6 镗削45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数磨床MQ1350夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件砂轮PSA400⨯100⨯127A80M5B35工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削右端面及圆锥面砂轮900 94.3 0.2 1.8 1 31.2 234南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第7 页车间工序号工序名称材料牌号7 铣键槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数X62卧式铣床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件直柄立铣刀工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精铣槽1直柄立铣刀200 90 0.3 3 1 222 半精铣槽2直柄立铣刀200 90 0.3 3 1 22南昌航空大学科技学院机械与材料工程系机械加工工序卡片产品型号零件图号产品名称车床零件名称手柄轴共9 页第8 页车间工序号工序名称材料牌号8 钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数Z3025摇臂钻床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件直柄麻花钻工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻mm8φ孔直柄麻花钻d=14 1082 0.16 22 9 15.6 2 钻mm14φ孔直柄麻花钻d=8 1082 17 手动 3.5 1 2。

机械加工工艺过程卡片文件编号蚌埠学院机械加工工艺过程卡片产品型号CA6140 零(部)件图号共1 页产品名称法兰盘零(部)件名称法兰盘第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸备注工序号工序名称工序内容车间工段设备工艺装备工序时间(s)准终单件1 车削Φ100粗车左端面、粗车Φ90左侧面、粗车Φ100外圆、粗车左Φ45外圆、Φ100粗车右端面机加工车床CA6140车刀63.862 车削粗车右Φ45右端面,粗车Φ90右侧面、粗车右Φ45外圆、粗车Φ90外圆机加工车床CA6140车刀37.453 钻铰钻中心孔Φ18孔、扩孔Φ19.8机加工钻床Z525高速钢钻头铰刀76.84 车削半精车Φ100左端面、半精车Φ90左侧面、半精车Φ100外圆、半精车Φ45外圆、半精车Φ90外圆并倒角C1.5、车过渡圆角R5、半精车Φ100右侧面、倒角C1.5机加工车床CA6140车刀100.75 车削半精车右Φ45右端面、半精车Φ90右侧面、半精车右Φ45外圆、倒角C7、切槽3×2机加工车床CA6140车刀30.76 钻孔粗铰Φ19.94、精铰Φ20机加工钻床Z525高速钢钻头2077 车削精车Φ100左端面、倒角1×1.5(Φ20)、精车Φ90右侧面机加工车床CA6140车刀107.88 铣削粗铣Φ90两端面、精铣两端面机加工X61W卧式铣床硬质合金盘铣刀79.699 精铰钻Ф 4mm孔、铰Ф6mm孔机加工钻床Z525铰刀7.210 钻孔钻4-Ф9孔机加工Z525型摇臂钻床高速钢钻头1211 磨削磨外圆Φ100,右Φ45外圆,外圆Φ90。
磨B面,即左Φ45外圆面、Φ100右端面、Φ90左端面机加工M131W万能磨床砂轮166.312 磨削磨Φ90上距轴心24mm平面机加工磨床M7112砂轮9.613 抛光抛光B面机加工14 刻字刻线在Φ100端面上刻字刻线机加工15 镀铬Φ100外圆无光镀铬机加工16 检验入库描图描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期。
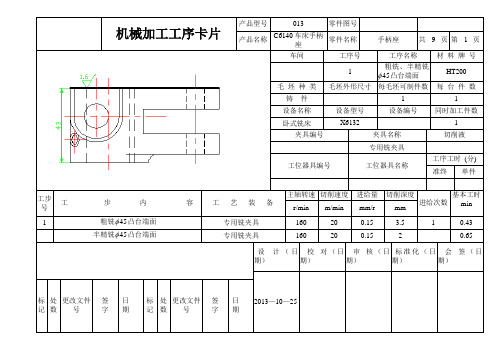
CA6140车床手柄座工序过程卡
一、工件识别:车床手柄座
二、(1)加工工艺:靠夹夹件滑动压装、紧固手柄座
(2)产品标准:根据图纸或样本要求
三、设备准备
1.准备CA6140系列车床,清扫车床,调整车床螺丝,检查各个加工部位对中是否准确;
2.准备用于车削加工的刀具,检查刀片的硬度、刀具的准度;
3.准备加工车床紧固件,确保紧固座与紧固件之间能正确匹配;
4.准备必要的润滑油,并给予必要的润滑。
四、加工实施
1.将靠夹夹件滑动至车床上指定位置,手动拧紧靠夹夹件的螺丝;
2.去除夹件表面残留物,让夹件滑动更顺畅;
3.安装刀具,并使用精密调整,确保刀具与夹件滑动部位对中;
4.根据图纸或样本要求进行加工,并使用0.2mm的精度进行加工;
5.加工完毕后,检查夹件滑动部位的准度,并给予必要的润滑;
6.安装紧固件,将夹件紧固在位;
7.检查手柄座的最终外观,确保符合图纸或样本要求,并移除夹件;
8.所有加工工件完毕,完成本道工序。
五、检验
1.按照产品标准,检查夹件表面的偏差和尺寸精度;
2.检查紧固件的准确安装;
3.检查手柄座的外观尺寸,确保符合图纸或样本要求;。
C A车床杠杆工艺设计说明书完全版附毛坯图工序卡片公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]车间工序名称 工序号 材料牌号机加工 粗、精铣Φ25通孔下表面 001 HT200 同时加工件数每料件数技术等级力学性能 1 1 163-229HB 设备名称 设备型号 设备编号工作液立式铣床 X52K夹具名称夹具编号单件时间 min准备—终结 时间/min专用夹具v30 工步号 工步内容工艺 装备主轴转速 r/min切削速度 m/mim背吃刀量mm进给量 mm/r进给 次数时间定额 机动辅助1 粗铣Φ25通孔下表面 专用铣夹具、硬质合金三面刃圆盘铣刀 3001 2精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75241081更改内容编 制抄写核对审核批准机械加工 工序卡片产品名称及型号 零件名称零件图号 第 2 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能11163-229HB 设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195173012扩孔至Φ高速钻夹具、标准高速钢扩孔钻Φ2753013铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100301更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页工序卡片CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能11163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀30021 2精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀752411081更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ004 HT200同时加工件数每料件数技术等级力学性能11163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195512扩孔至Φ专用钻夹具、标准高速钢扩孔钻Φ27551更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能11163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1钻Φ7的孔专用钻夹具、高速钢麻花钻Φ79001012攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥3601013锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ1419531更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能11163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300212精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀752411081更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔007 HT200同时加工件数每料件数技术等级力学性能11163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1钻Φ5的孔专用钻夹具、高速钢麻花钻Φ59001512攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480151更改内容编制抄写核对审核批准CA6140车床杠杆加工工艺及夹具设计设计内容:1、课程设计说明书 1份2、零件加工工艺设计表 1张3、机械加工工艺过程卡 1张4、机械加工工序图 1 张5、夹具体零件图 1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)零件的分析 (6)零件的作用 (6)零件的工艺分析 (6)杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)确定毛坯的制造形式 (7)基面的选择 (7)确定工艺路线 (8)机械加工余量、工序尺寸及毛坯尺寸的确定 (9)确定切削用量 (10)确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。