梅钢冷轧轧机卷取张力控制及带尾定位
- 格式:pdf
- 大小:118.94 KB
- 文档页数:2
分类号密 级U D C学位论文梅钢1420冷连轧AGC控制系统研究作者姓名:缪明华指导教师:石海彬副教授东北大学信息科学与工程学院申请学位级别:硕士学科类别:专业学位学科专业名称:控制工程论文提交日期: 2006年12月24日论文答辩日期:2007年1月27日学位授予日期:答辩委员会主席:井元伟教授评阅人:王珂高立群东北大学2006年12月A Thesis for the Degree of Master in Control EngineeringThe Research of Meisteel 1420 Tandem Cold Mill AGCControl Systemby Miao MinghuaSupervisor:Associate Professor Shi HaibinNortheastern UniversityDecember 2006独创性声明本人声明所呈交的学位论文是在导师的指导下完成的。
论文中取得的研究成果除加以标注和致谢的地方外,不包含其他人已经发表或撰写过的研究成果,也不包括本人为获得其他学位而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示诚挚的谢意。
学位论文作者签名:签字日期:学位论文版权使用授权书本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅。
本人同意东北大学可以将学位论文的全部或部分内容编入有关数据库进行检索、交流。
(如作者和导师同意网上交流,请在下方签名:否则视为不同意)学位论文作者签名:导师签名:签字日期:签字日期:东北大学硕士学位论文 摘 要 梅钢1420冷连轧AGC控制系统研究摘要冷轧带钢属于高附加值钢材品种,是汽车、机械、建筑、电工电子、食品等行业必不可少的原材料。
冷连轧是一种高效、优质的冷轧生产工艺,其设备众多、控制过程复杂。
冷轧后带钢处理线卷取张力控制杨光(迁安市思文科德薄板科技有限公司,河北064400)内容摘要:主要介绍了在冷轧后带钢处理线卷取作业中张力控制系统的原理及应用,适用于脱脂、连续退火线、重卷、镀锌、镀锡等机组。
关键字:张力控制、带钢处理线Coiling tension control of strip steel after cold rollingYang guang(Qian'an City SWKD Co. Ltd. cod sheet,hebei 064400,China)Content summary: mainly introduces the principle and application of tension control system in coiling process of cold rolledstrip,Apply to degreasing, continuous annealing line, heavy coil,zinc plating, tin plating and other units.Keywords: tension control, strip processing line引言:目前就轧后带钢处理线卷取方式多采用张力控制,较之速度控制系统,张力控制系统能保证产品质量及工艺的连贯性,所以张力控制系统开发的是否完善,不仅会影响到机组工艺的连贯性,还会导致产线产品质量出现问题,因此张力控制系统是否完善也成为了机组自动化开发维护人员值得研究的课题。
我公司现阶段除已建成一条80万吨酸连轧机组外,还有电解脱脂、罩式退火炉、平整机组及电镀锡机组,近期的产品升级改造项目——连续热镀铝锌项目也将于年底投入生产,这其中除了罩式退火炉外,其他机组卷取均采用间接张力控制系统。
而对于因卷取张力控制不完善造成的问题也是本文研究的主要课题。
一、张力控制系统概述张力控制系统在控制方式上分为直接张力控制和间接张力控制,在工艺控制上分为恒张力控制和非恒张力控制。
恒张力控制冷轧卷取机的调试恒张力控制冷轧卷取机的调试哈昌频1,曹国胜2(1.上海市安装工程有限公司,上海200080;2.陕西省设备安装工程公司,陕西西安710068)摘要:在冷轧机带材轧制过程中成品质量很大程度上取决于对轧制张力的控制,文章介绍了调试方法和经验公式。
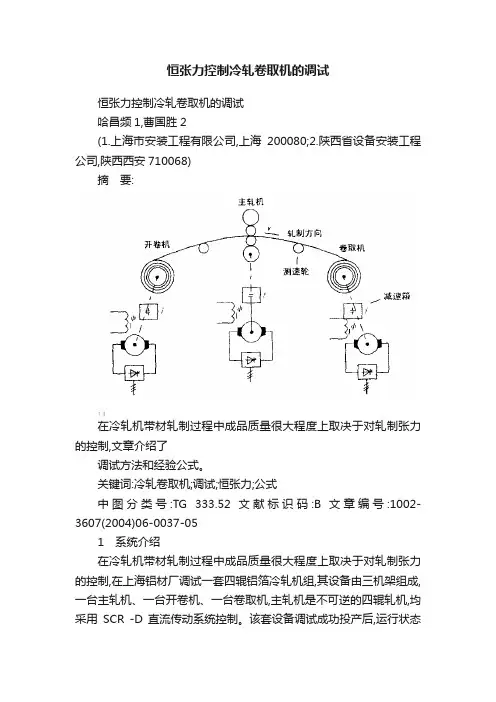
关键词:冷轧卷取机;调试;恒张力;公式中图分类号:TG 333.52 文献标识码:B 文章编号:1002-3607(2004)06-0037-051 系统介绍在冷轧机带材轧制过程中成品质量很大程度上取决于对轧制张力的控制,在上海铝材厂调试一套四辊铝箔冷轧机组,其设备由三机架组成,一台主轧机、一台开卷机、一台卷取机,主轧机是不可逆的四辊轧机,均采用SCR -D 直流传动系统控制。
该套设备调试成功投产后,运行状态良好。
在此将卷取机的运行原理和调试总结如下。
图1 冷轧机组工作示意图冷轧机组主要参数(1)主轧机最大轧制力:100t ;轧制速度:1~5m/s ;坯料最大厚度:0.1mm ,成品最小厚度:0.028mm 。
(2)卷取机张力范围:30~200kg ;卷筒直径:<300mm ;带卷最大外径:<740mm ;减速箱传动比:i =3.15电动机规格:输出功率13kW ,额定电压220V ,额定电流85A ,转速400/1200r.p.m 。
2 轧机张力控制原理按照铝箔卷带材料的轧制工艺要求,保持恒定的轧制张力使铝带在开卷机和卷取机上张紧,才能保证轧出的成品厚度均匀,板形平整,表面光滑,卷取机(或开卷机)与轧机之间带材的张力是由卷取机(或开卷机)来建立的。
见图2。
图2 卷取机建立张力示意图T —轧制张力(kg );M —卷取机作用到卷筒上的转矩;M F —负载转矩;V —轧制线速度;D —卷筒直径;i —减速箱传动比。
根据直流传动原理,电动机发出的转矩:M D =C M(1)卷筒上的转矩:M =M D ?i =C M(2)2004年12月总137期第6期安装I NST A LLATI ON Dec.2004T otal №.137№.6负载的转矩:M F=D/2?T(3)当系统稳定运行时:M=M F(4)即:C M 由此得到张力:T=2C M从张力公式分析,只要保持电动机电枢电流I D 恒定,并使电动机的磁场<跟随卷径D变化,且使。
钳口式卷取机卸卷抽芯问题探讨
陈绍林;史素红
【期刊名称】《梅山科技》
【年(卷),期】2017(000)003
【摘要】梅钢冷轧C101酸洗机组钳口式卷取机在卸卷过程中频繁发生钢卷内圈抽芯事故,影响到产品合格率及产线产能提升。
在现场深入研究后,提出了在控制卷取甩尾时带尾停止位置的同时,实现对卷筒钳口的准确定位是解决卸卷抽芯问题的关键。
并根据该控制思想完善了卷取机控制逻辑,使现场卸卷抽芯问题得到有效控制与减少。
【总页数】4页(P56-59)
【作者】陈绍林;史素红
【作者单位】梅山钢铁公司冷轧厂南京210039
【正文语种】中文
【中图分类】TG333.24
【相关文献】
1.热轧1580卷取机卷筒抽芯原因探究 [J], 叶烨;吴超
2.冷轧卷取卸卷抽芯原因分析 [J], 金占河;傅海;田兆海;郭宝堃;张弛;张贤达
3.热轧卷取机卸卷困难故障分析及排除 [J], 刘海涛
4.卡罗塞尔卷取机卸卷故障研究 [J], 李子俊;乔东博
5.冷轧卷取机扭杆弹簧式钳口结构及参数确定 [J], 于涛;宋智良
因版权原因,仅展示原文概要,查看原文内容请购买。
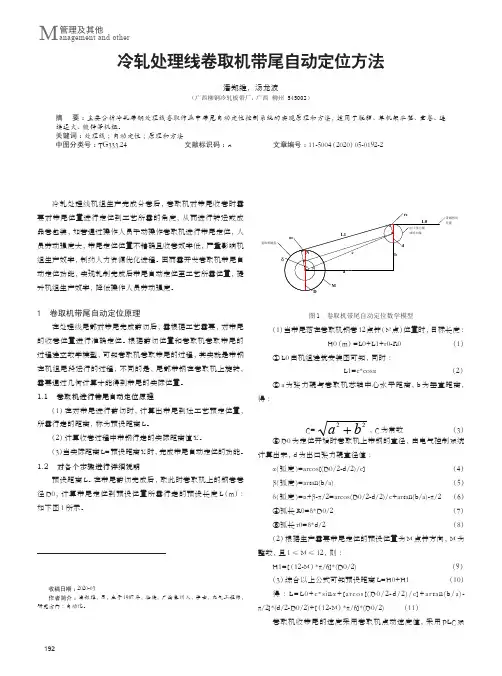
关于热轧卷取机张力控制的策略研究发布时间:2022-01-04T07:24:54.381Z 来源:《中国科技人才》2021年第24期作者:刘志浩[导读] 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
广西钢铁集团有限公司广西防城港市 538000摘要: 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
关键词: 热轧卷取;张力控制;策略研究热轧带钢生产过程中,热轧带钢卷取机是非常重要的设备之一,带钢的卷取是热轧工艺中最后一道关键工序。
随着国内钢铁产品结构调整,高强规格的品种钢需求量越来越大,但高强规格带钢的卷取难度也很大,容易出现塔形、层错等卷形缺陷。
为了满足高强度带钢的正常卷取,保证高强度带钢的卷形要求,在卷取机设备不变的情况下,卷取的张力控制策略也需要不断变化以适应生产的需要。
1热轧卷取张力控制原理卷取张力控制的好坏,直接影响到卷取的质量。
卷取张力控制不好会导致钢卷层错,钢卷尾部塔形。
卷取张力是通过卷取机芯轴电机提供转矩,转换到带钢卷取过程中带钢的表面张力。
芯轴电机的转矩计算如式 ( 1) : MD = MT + MF + MB + ML ( 1) 式中: MD 为芯轴电机输出总力矩; MT 为带钢张力力矩; MF 为加减速力矩; MB 为带钢弯曲力矩; ML 为机械损失力矩。
为保证带钢张力控制的稳定性,必须考虑带钢加减速,带钢弯曲所需要的力以及卷筒和减速机等机械设备在卷取过程中损耗的力,通过芯轴电机的变频器,控制电机输出需要的转矩达到控制作用在卷取带钢上的张力。
2. 1带钢张力力矩计算根据不同带钢的特性,在控制系统中可针对不同钢种设置一个带钢卷取需要的单位张力。