数控机床第三章自动换刀装置 PPT课件
- 格式:ppt
- 大小:3.85 MB
- 文档页数:39
第六章数控机床的自动换刀装置第一节自动换刀装置的形式数控机床为了能在工件一次装夹中完成多种甚至所有加工工序,以缩短辅助时间和减少多次安装工件所引起的误差,必须带有自动换刀装置。
数控车床上的回转刀架就是一种简单的自动换刀装置,所不同的是在多工序数控机床出现之后,逐步发展和完善了各类回转刀具的自动换刀装置,扩大了换刀数量,从而能实现更为复杂的换刀操作。
在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高,有足够的刀具存储量,刀库占地面积小及安全可靠等。
各类数控机床的自动换刀装置的结构取决于机床的形式、工艺范围及其刀具的种类和数量。
其基本类型有以下几种。
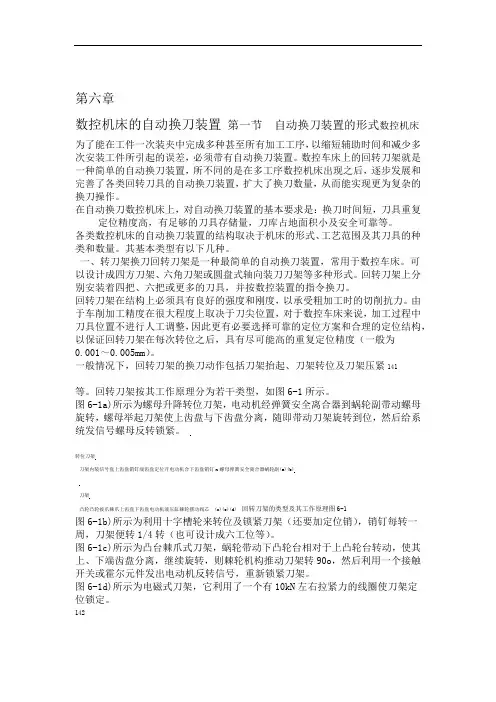
一、转刀架换刀回转刀架是一种最简单的自动换刀装置,常用于数控车床。
可以设计成四方刀架、六角刀架或圆盘式轴向装刀刀架等多种形式。
回转刀架上分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀。
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削抗力。
由于车削加工精度在很大程度上取决于刀尖位置,对于数控车床来说,加工过程中刀具位置不进行人工调整,因此更有必要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位之后,具有尽可能高的重复定位精度(一般为0.001~0.005mm)。
一般情况下,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架压紧141等。
回转刀架按其工作原理分为若干类型,如图6-1所示。
图6-1a)所示为螺母升降转位刀架,电动机经弹簧安全离合器到蜗轮副带动螺母旋转,螺母举起刀架使上齿盘与下齿盘分离,随即带动刀架旋转到位,然后给系统发信号螺母反转锁紧。
转位刀架刀架内装信号盘上齿盘销钉端齿盘定位开电动机合下齿盘销钉n螺母弹簧安全离合器蜗轮副(a)(b)刀架凸轮凸轮拔爪棘爪上齿盘下齿盘电动机液压缸棘轮摆动阀芯(c)(e)(d)回转刀架的类型及其工作原理图6-1图6-1b)所示为利用十字槽轮来转位及锁紧刀架(还要加定位销),销钉每转一周,刀架便转1/4转(也可设计成六工位等)。
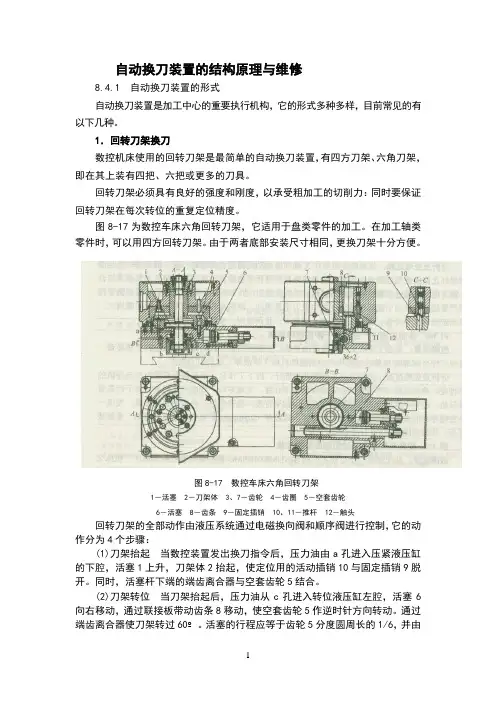
自动换刀装置的结构原理与维修8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。
在加工轴类零件时,可以用四方回转刀架。
由于两者底部安装尺寸相同,更换刀架十分方便。
图8-17 数控车床六角回转刀架1-活塞 2-刀架体 3、7-齿轮 4-齿圈 5-空套齿轮6-活塞 8-齿条 9-固定插销 10、11-推杆 12-触头回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤:(1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。
同时,活塞杆下端的端齿离合器与空套齿轮5结合。
(2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。
通过端齿离合器使刀架转过60º。
活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
(3)刀架压紧刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体2下降。
齿轮3的底盘上精确地安装有6个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。
刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。
这时,端齿离合器与空套齿轮5脱开。
(4)转位液压缸复位刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。

数控机床的自动换刀装置摘要数控机床集中应用了计算机技术,电子技术,自动控制技术,传感测量,机械制造,等先进技术,是典型的机电一体化产品。
它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理形式,使世界制造业的格局发生了巨大的变化,促进了其他行业的生成和飞速发展。
刀具及自动换刀装置对加工时间有着重要的影响,自动换刀的快慢又影响了加工的时间,刀库的容量决定了刀具的数量,进而影响换刀时间和加工时间。
本文主要讲述数控机床的自动换刀机构。
关键词:发展趋势机构自动换刀刀库目录1、刀库 (1)1.1刀库的类型 (1)1.2刀库的容量 (1)1.3刀库的转位 (1)2、机械手 (2)2.1机械手的形式 (2)2.2机械手手爪形式与结构原理 (2)2.2.1机械手手爪形式 (2)2.2.2机械手结构原理及驱动机构 (2)3、自动换刀装置 (2)3.1刀具选择方式 (3)3.1.1顺序选刀 (3)3.1.2任选刀具 (3)3.2数控车床刀架 (3)参考文献 (5)1、刀库刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大影响。
刀库的刀具定位机构是用来保证要更换的每一把刀具准确的停在换到位置上。
采用电动机或液压系统为刀库提供动力。
根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。
1.1刀库的类型刀库的功能是储存加工工序所需要的各种刀具,并按指令将要用的刀具准确的送到换刀位置,并接受从主轴送来的已用刀具。
根据需求,刀库类型有多种(1)盘式刀具在盘式刀库结构中,刀具可以沿主轴轴向、径向、斜向安放,刀具轴向安装的结构最为紧凑。
在刀库容量较大时,可采用弹仓式结构,目前大量的刀库安装在机床立柱的顶面或侧面,也可安装在单独的基地上。
盘式刀库分径向、轴向两种取刀方式,其刀座结构不同。
此种刀库结构简单,适用于刀库容量较少的情况。
(2)链式刀库刀具容量比盘式的大,结构也比较灵活和紧凑,常为轴向换刀。