铝型材挤压模具设计实践
- 格式:pdf
- 大小:288.00 KB
- 文档页数:8
扁方管挤压铝型材模具设计方法LT-05扁方管挤压型材的截面图,要求型材挤出后成形尺寸长为176mm,宽为40.5mm,壁厚为1.8mm.此型材的长宽比为4.35,长宽比值较大。
挤压此型材设计给定的挤压筒内径仅为<217mm,而挤压型材的外接圆直径为的使用面积,两支撑的间距为750mm,载荷为<180.6mm.由此可知,要想实现型材由此挤压筒挤压成形,不从模具的结构设计上加以创新,是绝对不可能的。
从截面图的技术要求中得知,此型材的长边与短边的垂直度要求为0.05mm,即此型材挤出后,不允许呈平行四边形形状。
这种较大外形且长宽比值较大的型材,要实现垂直度0.05mm的挤压,在模具设计上存在着相当大的难度。
2分流口设计方案的确定LT-05扁方管型材挤压模套的内径尺寸,需方给定为<281mm×179mm,因此,将此副模具的外形设计为<280mm×180mm.由于挤压型材用的挤压筒内径仅为<217mm,要想实现正常挤压,必须在设计时将各流口进行一定程度的扩展,以增大挤压筒内径,从而增大挤压面积,减小正面压力,使模具在挤压时模孔能够充分填充,保证型材挤出成形。
为了防止挤压时"大帽"的产生,流口的直径必须设计在<200mm 内。
考虑到此挤压型材的外接圆直径为<180.6mm,为了使之能够充分焊合,将扩展后的流口设计在<220mm内,即扩展角度为10.3?。
将流口的设计直径范围确定下来之后,下一步最关键的是流口的布置。
由于此挤压型材的截面外形较大,长宽比值也较大,如果将流口设计成如图2所示,很显然,由于上下两对称流口远大于左右两对称流口,且上下流口的位置更靠近模具的中心(即挤压中心),将会导致型材挤出时,上下两长边的挤出速度过快,远远大于左右两短边的挤出速度,使型材上下两面鼓起,严重时则会产生波浪,使挤压失败。
如果将左右流口相应扩大,上下流口相应减小,虽然能使流速得到一定的改善,但由于上模型芯在左右两侧探出流口的部分较大,直接受到正面挤压力的作用。
1挤压模具介绍挤压模具结构设计和制造环节较多,包括选材、设计、制造、修模等环节,其成本占到型材挤压生产成本的35%左右。
在型材加工生产中,一般有两种主要挤压方法:分流组合模挤压法和穿孔针挤压法。
前者加工起来简单且成本较低,后者成本高且应用范围较小,在实际型材加工生产中,分流组合模应用更为广泛。
1.1挤压模具的工作条件。
对于大截面复杂型材的挤压成形,挤压难度比较大,对挤压模具的结构与形状要求也很高,特别是对于这种断面形状较复杂,壁厚相差悬殊,断面面积及外接圆大,多腔空心等型材,挤压模具的工作条件变得更加恶劣。
因此,对挤压模具要求较高,主要有如下几个方面:一是高温高压条件下工作;二是要具有较好的抗磨损能力;三是具有很高的强度和韧性,避免在工作中出现应力集中而使模具破坏。
1.2挤压模具的分类。
挤压模具种类很多,根据不同的分类条件可以进行归类。
分类的主要依据有模具结构和模孔压缩区断面外形。
分流组合模在目前是应用最为广泛的一种模具形式,平面分流组合模的组成结构主要包括上模、下模、定位销和联结螺钉四个部分,其工作原理是在一定的挤压力作用下,锅淀通过分流孔被分流成金属流,流经焊合室进行汇集和傅合,最终由模芯和模孔流出,形成具有所要求几何形状的型材产品。
1.3模具的设计步骤。
实际生产中,产品类型、工艺方法、设备和模具结构都是影响模具设计过程的重要因素。
但是在设计过程中,挤压模具模腔的设计一般按照以下步骤进行:1.3.1模腔参数确定和模孔布置。
模腔参数的确定主要根据挤压机、工艺规程和现场工具设备来确定。
模孔布置合理与否直接影响着模具强度,同时影响金属流动的均匀性。
一般在设计过程中,即使非对称的型材也要尽量保证模孔的对称性,同时使其尽量接近中心紧凑一些。
通常情况下,模孔多设置在同心圆上(模孔之间的间距大于30-50mm,模孔距离模具边缘大于25-50mm,模孔与挤压筒边缘的距离大于20-40mm)。
1.3.2设计模孔尺寸。
目录摘要 (3)ABSTRACT (4)1、绪论 (6)1.1、引言 (6)1.2、挤压模具在铝型材挤压生产中的重要性 (6)1.3、铝型材挤压模具技术发展概况 (9)1.4、论文的主要研究内容 (11)2、型材挤压模具设计技术 (11)2.1、型材模具的设计原则及步骤: (11)2.1.1、挤压模具设计时应考虑的因素: (11)2.1.2、模具设计的原则与步骤: (12)2.1.3、模具设计的技术条件及基本要求: (15)2.2、挤压模典型结构要素的设计: (16)2.2.1、模角: (16)2.2.2、定径带长度和直径: (17)2.2.3、出口直径或出口喇叭锥: (17)2.2.4、入口圆角: (18)2.3、确定采用平面和分流模的原则: (18)2.4、平面分流组合模的特点与结构: (19)2.4.1、工作原理与特点: (19)2.4.2、分流组合模的结构: (21)2.5、模具外形尺寸的确定原则: (22)3、铝合金边封型材挤压模具设计技术 (23)3.1、封边铝型材的模具设计: (24)3.1.1、封边铝型材产品结构分析: (24)3.1.2、铝合金封边型材挤压模具整体结构设计方案: (24)3.1.3、铝合金封边型材模具结构设计: (25)3.1.4、铝合金封边型材模具结构设计详图: (35)4、模具的选材与热处理及维护与保养 (37)4.1、模具材料的选择: (37)4.1.1、模具材料的使用条件: (37)4.1.2、模具材料的性能要求: (38)4.1.3、挤压工模具选材的特点: (39)4.1.4、模具材料的选择: (41)摘要铝合金因质轻、美观、良好的导热性和易加工成复杂的形状,而被广泛地用于工业生产的各种环节,尤其是散热,装饰门窗等方面。
铝合金型材涉及多种样式,多种功能。
与其他铝型材比,铝合金封边型材有其自身的特点:卡位之间距离长,深宽比很大,中间部分为保证材料壁厚的均匀通常挖空处理,截面拐点多,且多呈直角分布并有受力需求。
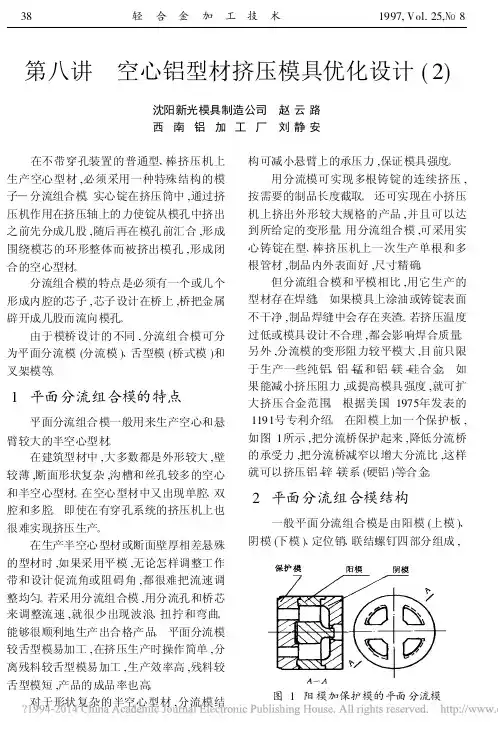
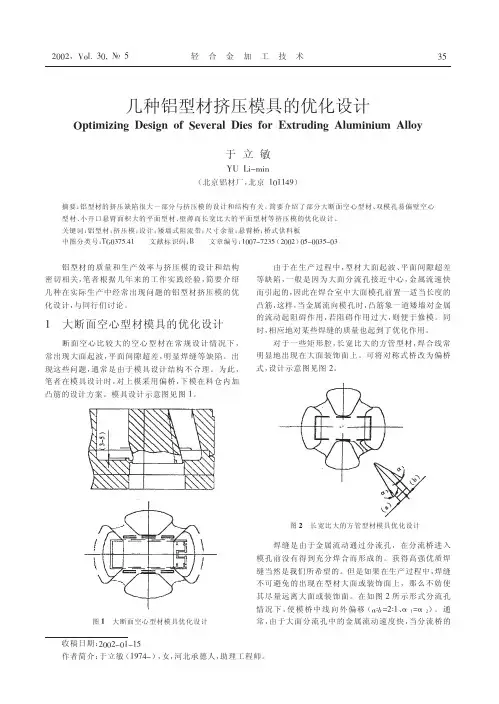
第八讲 空心铝型材挤压模具优化设计(2)沈阳新光模具制造公司 赵云路西南铝加工厂 刘静安 在不带穿孔装置的普通型、棒挤压机上生产空心型材,必须采用一种特殊结构的模子—分流组合模。
实心锭在挤压筒中,通过挤压机作用在挤压轴上的力使锭从模孔中挤出之前先分成几股,随后再在模孔前汇合,形成围绕模芯的环形整体而被挤出模孔,形成闭合的空心型材。
分流组合模的特点是必须有一个或几个形成内腔的芯子,芯子设计在桥上,桥把金属辟开成几股而流向模孔。
由于模桥设计的不同,分流组合模可分为平面分流模(分流模)、舌型模(桥式模)和叉架模等。
1 平面分流组合模的特点平面分流组合模一般用来生产空心和悬臂较大的半空心型材。
在建筑型材中,大多数都是外形较大,壁较薄,断面形状复杂,沟槽和丝孔较多的空心和半空心型材。
在空心型材中又出现单腔、双腔和多腔。
即使在有穿孔系统的挤压机上也很难实现挤压生产。
在生产半空心型材或断面壁厚相差悬殊的型材时,如果采用平模,无论怎样调整工作带和设计促流角或阻碍角,都很难把流速调整均匀。
若采用分流组合模,用分流孔和桥芯来调整流速,就很少出现波浪、扭拧和弯曲。
能够很顺利地生产出合格产品。
平面分流模较舌型模易加工,在挤压生产时操作简单,分离残料较舌型模易加工,生产效率高,残料较舌型模短,产品的成品率也高。
对于形状复杂的半空心型材,分流模结构可减小悬臂上的承压力,保证模具强度。
用分流模可实现多根铸锭的连续挤压,按需要的制品长度截取。
还可实现在小挤压机上挤出外形较大规格的产品,并且可以达到所给定的变形量。
用分流组合模,可采用实心铸锭在型、棒挤压机上一次生产单根和多根管材,制品内外表面好,尺寸精确。
但分流组合模和平模相比,用它生产的型材存在焊缝。
如果模具上涂油或铸锭表面不干净,制品焊缝中会存在夹渣。
若挤压温度过低或模具设计不合理,都会影响焊合质量。
另外,分流模的变形阻力较平模大,目前只限于生产一些纯铝、铝-锰和铝-镁-硅合金。
挤压铝型材模具课程设计一、课程目标知识目标:1. 学生能够掌握铝型材挤压模具的基本结构及其工作原理;2. 学生能够理解并描述挤压过程中金属流动特性及对模具设计的影响;3. 学生能够了解并运用模具设计的相关技术参数和标准。
技能目标:1. 学生能够运用CAD软件进行铝型材模具的基本设计;2. 学生能够分析实际工程问题,提出合理的模具设计方案;3. 学生能够通过实验和模拟,对模具设计进行优化和改进。
情感态度价值观目标:1. 学生能够培养对模具设计及制造工作的兴趣,增强工程意识;2. 学生能够认识到模具设计在制造业中的重要性,树立质量意识;3. 学生能够通过团队协作,培养沟通、交流和解决问题的能力。
本课程针对高中年级学生,结合学科知识深度,注重理论联系实际,培养学生实际操作能力。
课程性质为实践性较强的设计课程,要求学生在掌握基础知识的基础上,运用所学技能解决实际问题。
通过本课程的学习,使学生能够达到以上所述的具体学习成果,为后续相关专业课程的学习打下坚实基础。
二、教学内容1. 铝型材挤压模具基础知识- 模具的分类、结构及其工作原理;- 铝型材挤压工艺流程及其对模具的影响;- 模具设计的相关技术参数和标准。
2. 铝型材模具设计方法- CAD软件在模具设计中的应用;- 模具设计的基本原则和步骤;- 模具设计中金属流动分析及优化。
3. 模具设计实例分析- 分析实际工程中的铝型材模具设计案例;- 针对不同类型的铝型材,讨论模具设计的要点和注意事项;- 通过实例,引导学生运用所学知识解决实际问题。
4. 模具设计的实验与模拟- 实验室进行铝型材挤压实验,观察金属流动现象;- 利用模拟软件进行模具设计验证,优化设计方案;- 分析实验与模拟结果,提出改进措施。
教学内容依据课程目标,结合教材相关章节进行组织。
教学进度安排如下:第1周:铝型材挤压模具基础知识学习;第2周:铝型材模具设计方法及CAD软件应用;第3周:模具设计实例分析;第4周:模具设计的实验与模拟。
推拉窗铝合金型材热挤压模设计摘要模具工业在美国被认为是“工业的基石”,在日本更被推崇到“进入富裕社会的原始动力”,在我国,国务院通过的《装备制造业调整和振兴计划》中也把模具及其制造的装备的技术水平作为重点内容。
模具由于其具有工序少、材料利用率高、低耗能、易生产等特点,在汽车、能源、机械、电子、信息、航空航天工业和日常生活中被广泛应用。
本次设计的型材属于典型的民用建筑空心型材,采用平面分流组合模,根据型材断面积551m2和外接圆直径115mm选取16.3MN挤压机,确定挤压筒直径是140mm。
挤压轴总长1020mm,外径尺寸136mm。
选用实心挤压垫外径是139mm,厚度是50mm。
计算出模心、模孔等工模具的尺寸,然后通过强度校核和实际分析,得到合理可用的工模具。
通过对铝合金推拉窗热挤压模具的设计,对模具的结构以及设计过程有了初步的认识。
这次毕业设计是理论与实践的又一次结合,锻炼了设计者对参考文献的查阅能力、独立思考能力和创新能力。
关键词:热挤压模具;铝合金空心型材;平面分流组合模Sliding 88822 aluminum alloy hot extrusion die designAbstractMold industry in the United States is considered to be "the cornerstone of industry", in Japan even been respected to the "raw power into the affluent society", in China, the State Council passed the "equipment manufacturing restructuring and revitalization plan," also the mold and manufacturing the technical level of equipment as the main focus. Because of its small mold processes, material utilization, low energy consumption, easy to produce, etc., in the automotive, energy, machinery, electronics, information, aerospace industry and are widely used in daily life.The design of the profile is typical of civil hollow profiles, using the plane porthole die, according to the profiles basal area 551m2 and circumcircle diameter 115mm Select 16.3MN extruder, extrusion cylinder diameter is determined 140mm. Extrusion axis length 1020mm, diameter size 136mm. Extruded solid selection pad diameter is 139mm, thickness 50mm. Calculate the mold core, mold tooling holes and other dimensions, and then through the strength check and the actual analysis, reasonably available tooling.By hot extrusion aluminum sliding mold design, mold structure and the design process have a preliminary understanding. The graduation project is yet another combination of theory and practice, exercise designers references inspection, independent thinking and innovative ability.Keywords:hot extrusion dies; aluminum hollow profiles; plane Porthole Die目录摘要Abstract第一章概述 (1)1.1铝合金挤压技术的概况及发展趋势 (1)1.1.1铝合金挤压技术的概况 (1)1.1.2铝挤压技术的发展趋势 (1)1.2铝合金门窗的特点和发展趋势 (1)1.2.1铝合金门窗的特点 (1)1.2.2铝合金门窗的发展趋势 (2)1.3挤压模具种类和特点 (2)1.4 研究的目的和意义 (3)第二章挤压产品的工艺分析 (4)2.1产品代号及设计要求 (4)2.2产品形状及结构分析 (4)2.2.1形状和尺寸分析 (4)2.2.2 尺寸偏差的选择 (5)2.2.3产品材料分析 (7)2.3成形工艺分析与选择 (7)2.3.1挤压方法的确定 (7)2.3.2挤压工艺制度的确定 (8)2.4 模具总体结构分析 (9)第三章工艺计算 (11)3.1坯料尺寸的计算 (11)3.1.1 坯料直径的计算 (11)3.1.2坯料长度的计算 (12)3.2挤压力的计算 (12)3.3挤压机的选择 (15)3.4压力中心的计算 (16)第四章挤压工模具结构设计 (17)4.1模具结构设计 (17)4.1.1分流孔的设计 (17)4.1.2分流桥的选择 (19)4.1.3模芯的设计 (19)4.1.4 焊合室的选择 (20)4.1.5模孔尺寸的确定 (20)4.1.6 模孔工作带长度的确定 (21)4.1.7 模孔空刀结构设计 (22)4.18 模具外径及厚度的确定 (22)4.2模具的强度校核 (23)4.2.1 抗弯强度校核 (23)4.2.2 抗剪强度校核 (23)4.3挤压筒的设计 (24)4.3.1挤压筒的结构形式 (24)4.3.2挤压筒的加热方式 (24)4.3.3 挤压筒工作内套的结构 (24)4.3.4 挤压筒与模具的配合方式 (24)4.3.5 挤压筒结构尺寸的设计与强度校核 (25)4.4挤压轴的设计 (27)4.4.1挤压轴的结构形式 (27)4.4.2挤压轴的尺寸确定 (27)4.4.3挤压轴的强度校核 (28)4.5挤压垫的结构设计 (29)4.5.1 挤压垫片尺寸的确定 (29)4.5.2 挤压垫的强度校核 (29)4.6模具实体图 (30)总结 (32)参考文献 (33)致谢 (34)第一章概述1.1铝合金挤压技术的概况及发展趋势1.1.1铝合金挤压技术的概况随着科技和国民经济的不断发展,铝合金型材挤压所使用的工模具产业技术有了非常的进步过程。
建筑铝合金型材(窗用)的模具设计摘要为了适应不同的地区、不同系列、不同用途的门窗结构以及其他的建筑结构需要,建筑铝合金型材的品种繁多,规格的范围也是十分的宽广。
据不完全的统计,世界上已经出现了上万种建筑型材。
建筑铝合金型材一般采用挤压的方法得到,而挤压工模具对于实现整个的挤压过程是有着十分重要意义的。
工具和模具结构的合理性是实现任何挤压的工艺过程的基础。
因为工模具结构是传递挤压力以及使金属产生挤压变形的关键部件;模具是使产品成形,并保证正确的形状、尺寸以及精度的基本部分;同时模具是保证挤压产品的内外表面质量中最重要因素之一;并且在一定程度上,模具可以控制产品的力学性能和内部组织。
因此,合理的挤压模具设计可以说是实现挤压生产中高产、低耗、优质的最重要保证之一。
本文论述了铝合金挤压模具设计的现状与发展趋势,介绍了挤压模具设计的步骤和关键点。
结合型材的特点设计了模具的分流孔、分流桥、模芯、焊合室、模孔、工作带和空刀的结构与尺寸。
关键词:建筑铝合金型材;挤压模具设计;平面分流模Design of extrusion die for aluminum alloy section forwindows of buildingsAbstractIn order to adapt to different regions, different series and different uses of doors ,windows and other architectural structures’ needs, architectural aluminum profiles and the range of specifications is very wide. According to incomplete statistics, the world has been out of the tens of thousands kind of building profiles. Architectural aluminum profiles generally are used by extrusion, and extrusion tooling is great significance to the whole of extrusion process.The consistency of tool and die structure is the basis of achieving any foundation extrusion process. Because the die structure is the key components of passing extrusion pressure and producing metal extrusion; Mold is the essential part of ensuring product’s correct shape, size and precision; The same time, mold is the most important factors to ensure the surface quality of the inner and outer of extrusion product ; The mold can control the mechanical properties and internal organization. Therefore, reasonable extrusion die design is one of the most important assurance of achieving extrusion production high yield, low cost and high quality.This paper discusses the situation and development trend of aluminum extrusion die design, and introduces the steps and key points of extrusion die design. The paper design the structure and size of mold sections’ diversion hole, split bridge, mold cores, welding chamber, the die hole, working part and empty knife.Key Words: Architectural aluminum profile;Design of extrusion die;Planar porthole die目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 概述 (1)1.2 模具在铝合金挤压生产中的重要作用与特殊地位 (1)1.3 国内外铝合金挤压模具技术的现状与发展趋势 (2)1.3.1铝合金挤压模具设计的现状 (2)1.3.2铝合金挤压模具技术的发展与趋势 ............................... 错误!未定义书签。
挤压模具制作与设计实验报告实验目的本实验旨在探究挤压模具的制作与设计,并通过实际操作来了解挤压模具的使用方法和注意事项。
实验设备与材料- 挤压机- 铝合金材料- 挤压模具- 计算机辅助设计软件实验步骤步骤一:挤压模具设计1. 根据需要制作的铝合金产品的形状和尺寸,在计算机辅助设计软件上进行三维模型设计。
2. 根据设计好的三维模型,进行模具设计。
考虑到材料的流动性和受力情况,设计合理的模具结构和出模方式。
步骤二:挤压模具制作1. 准备所需的模具材料,一般使用高强度、高硬度的合金材料。
2. 根据设计好的模具结构制作模具的零件。
可以使用数控机床进行加工,确保模具精度和质量。
3. 将加工好的模具零件进行组装,并进行必要的热处理和表面处理,提高模具的使用寿命和质量。
步骤三:挤压模具调试1. 将制作好的挤压模具安装到挤压机上。
2. 启动挤压机,并根据所制作的铝合金产品的要求,调整挤压机的参数,如温度、压力等。
3. 进行模具试压,检查铝合金产品的质量和尺寸是否符合要求。
4. 根据试压结果,调整模具的结构和参数,直至满足产品要求为止。
实验结果与分析经过实验,成功制作了一套挤压模具,并使用挤压机进行了模具试压。
铝合金产品的质量和尺寸达到了设计要求,说明挤压模具的制作与设计是成功的。
通过实验过程中的观察和分析,我们可以得出以下结论:1. 挤压模具的设计要考虑材料流动性和受力情况,以保证产品质量。
2. 挤压模具的制作需要使用高强度、高硬度的合金材料,并进行必要的热处理和表面处理。
3. 挤压模具的调试是一个迭代的过程,需要根据试压结果不断调整模具的结构和参数,直至满足产品要求。
4. 计算机辅助设计软件在挤压模具设计中起到了重要的作用,能够提高设计的精度和效率。
实验总结挤压模具的制作与设计是一项复杂的工艺,需要对材料和工艺有深入的理解和掌握。
本次实验通过实际操作,使我们更加熟悉了挤压模具的制作过程和设计原理。
通过本次实验,我们深刻认识到挤压模具在工业生产中的重要性,它在航空航天、汽车制造、建筑等领域都有广泛的应用。
建筑铝合金型材(门用)的模具设计摘要随着我国经济和科技的快速发展,人们生活水平和品质不断提高,对衣、食、住、行各方面的要求逐步增加,各个行业竞相发展。
其中,建筑行业也不例外,建筑铝型材在门窗方面的应用正不断被重视和应用。
模具在铝型材挤压过程中起着关键作用,模具的生产使用,使制件具有较高的一致性、精度和生产率,远优于其他的加工方法。
优化模具设计,可以提高成品率、生产率、产品质量和材料利用率,对不断提高挤压技术水平有着非常重要的意义,因此,对于门用建筑铝型材模具设计的研究具有较高的生产实用价值。
本设计针对建筑门用铝合金空心型材进行了平面分流组合模的设计,分析了6063铝合金材料的特点,平面分流模的各结构要素及设计要求,并结合实际生产给出了空心挤压型材模具的详细设计方法、要点和流程。
实践证明,合理的模具设计,不仅可以提高模具的使用寿命、制品的质量,而且可以获得良好的经济效益。
关键词:建筑铝型材;挤压;平面分流组合模;模具设计Design of extrusion die for architectural aluminum alloy profile for DoorsAbstractAlong with the rapid development of economy and technology, people's living standard and quality improve constantly, their requirements for basic necessities of life, like food, clothing shelter and transportation are increasing gradually, various industries develop rapidly. And there is no exception in the construction industry, the use of architecture aluminum profiles in doors and windows is being taken seriously and applicated constantly.Die plays a vital role in the process of aluminum extrusion, the manufacture and use of mold, make the products with high consistency, accuracy and productivity, it is far superior to other processing methods. The optimization of die design, can improve the yield, productivity, product quality and material utilization, moreover, it has very important significance to improve the level of extrusion technology. Therefore, the study of die design in architectural aluminum profiles for doors has a high practical value in production.This paper introduces the design of a porthole die for forming the aluminum alloy hollow profile used in doors. It mainly analyses the characteristics of 6063 aluminum alloy, and each structural element of the die and the design requirements are systematical studied . Then Combined With Actual Production, we can conclude the method, the key points and process in designing the extrusion die. Practices show that the reasonable die design, not only can improve the die life and the quality of products, but also can obtain good economic benefits.Key Words: Architectural aluminum profile; Extrusion; Planar porthole die; Die design目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 铝合金挤压 (1)1.1.1 挤压工艺概述 (1)1.1.2 铝合金挤压工业现状 .................................................... 错误!未定义书签。
第1篇一、报告背景铝型材作为一种轻质、高强度的金属材料,广泛应用于建筑、交通运输、航空航天、电子等领域。
铝型材的生产过程主要包括熔炼、铸造、挤压、时效处理等工序。
其中,挤压工序是铝型材生产的关键环节,直接影响到产品的尺寸精度、形状精度和表面质量。
本文对挤压铝型材工艺进行总结,以期为相关企业提高生产效率、降低生产成本提供参考。
二、挤压铝型材工艺流程1. 原材料准备挤压铝型材的原材料为铝锭,需具备良好的流动性、强度和耐腐蚀性。
根据产品需求,选择合适的铝锭种类和规格。
2. 挤压模具设计挤压模具是挤压工艺的核心,其设计直接影响到产品的尺寸精度、形状精度和表面质量。
在设计过程中,需充分考虑以下因素:(1)模具材料:模具材料应具备足够的强度、硬度和耐磨性,常用材料有H13、Cr12MoV等。
(2)模具结构:根据产品形状和尺寸要求,设计合理的模具结构,包括模孔形状、模具壁厚、导向系统等。
(3)模具精度:模具精度越高,产品尺寸精度和形状精度越高。
通常,模具精度应达到IT8~IT10级。
3. 挤压设备选型挤压设备是挤压铝型材的重要工具,其选型需考虑以下因素:(1)挤压力:根据产品尺寸和形状要求,选择合适的挤压力,通常挤压力范围为400~2000吨。
(2)挤压速度:挤压速度越高,生产效率越高,但需保证产品质量。
通常,挤压速度范围为1~10米/分钟。
(3)挤压机精度:挤压机精度越高,产品尺寸精度和形状精度越高。
4. 挤压工艺参数确定挤压工艺参数包括挤压温度、挤压速度、润滑剂、挤压压力等。
确定挤压工艺参数需考虑以下因素:(1)挤压温度:挤压温度对产品的尺寸精度、形状精度和表面质量有重要影响。
通常,挤压温度范围为380~480℃。
(2)挤压速度:挤压速度对产品的尺寸精度、形状精度和表面质量有重要影响。
通常,挤压速度范围为1~10米/分钟。
(3)润滑剂:润滑剂可降低模具磨损,提高生产效率。
常用润滑剂有硬脂酸、机油、石墨等。
高效散热铝型材的挤压模具设计与制造摘要:由于铝合金材质具有密度低、硬度高、散热性能好,而且易加工成形等优良特性,被广泛应用于金属工业、建材和电子等行业。
尤其是带多倍齿的散热片其拥有良好的导热性能,因而生产主要以铝合金材质的挤压成形为主。
而多倍齿散热片则由于齿长而密,对挤压模具设计、模具的用料及生产技术等均有了更高的要求,每个工序做得不充分均将降低模具的生产效率。
这时模具设计工作尤为重要,其生产过程中就需要与合理的优化产品设计相结合。
所以本篇文章将通过对实际制造经验的阐述、高倍数气密齿带管散热器铝型材模具设计和优化的生产过程中的要点,并提供有关的技术借鉴。
关键字:高效;散热铝型材;挤压模;分流模1散热器结构分析铝合金具有密度低、硬度大、抗氧化和导热性能优异的优点,广泛应用于工业、建材、电子加工等行业。
铝作为一种先进的散热材料,已应用于工业与民用的建筑,各种铝制散热器应运而生。
然而铝制散热器在使用过程中存在的问题也不少,尤其是散热器的安装和使用过程中。
铝合金散热器也称铝镁合金散热器或者是铝合金散热器,主要有以下特点:重量轻、体积小、不占用空间、表面处理技术成熟、耐腐蚀性好、加工容易、可任意选择形状和尺寸;耐高温(300℃以上),能适应各种恶劣环境;铝型材密度小,加工简单方便性能高;安装也非常的方便快捷有保证且价格较低。
但多倍数齿散热片由于齿长而密,不能互相压盖,不利于空气对流。
还有就是过长的散热片和柱面之间也会造成挤压变形,影响散热效果。
有的铝制散热器中有两个散热片齿距都很长,而其中一个散热片齿距设计得比较短,在安装时就会造成受力不均,出现变形。
如果是选择较短的散热片就会更容易出现变形问题,因此选择正确的齿间距非常重要。
散热器型材的难点地方也比较多。
由于中空处与实心处之间壁厚的差异较大,易造成散热器中心处受力最大,产生形变。
有的铝合金散热器采用内嵌式安装,也存在着同样的问题,而且更为严重。
要避免散热器变形就要保证散热片齿距在一定范围内。
挤压铝型材的悬臂模具设计王 刚(天津有色金属集团公司北方挤压模具制造有限公司 天津市 300113) 【摘要】 以悬臂挤压铝型材产品的模具是如何保证和加强其悬臂强度为重点,通过典型悬臂产品的模具设计实例简要介绍和描述了一般的和特殊的悬臂模具结构形式,同时介绍了损坏悬臂的修复方法,从而来提高模具的强度;延长模具的使用寿命;减少模具的费用;并获得优质产品关键词 悬臂模 舌比 强度 金属流动 挤压Design of Dies with Arms for Aluminum prof ileWang Gang(North Extrusion Die Manufacturing Ltd,Tianjin Non ferrous Metal group,Tianjin,300113,China)Abstract Extrusion die with arm for aluminum profile is liable to suffer arm damage.In this paper,examples of typical dies with arms are given to describe its ordinary and special design,as well as repairing of damaged arm,so as to increase die strength,die life,reduce die cost and acquire high guality products.K eyw ords die with arm;slenderness ratio;strength;metal flow;extrusion 悬臂铝型材产品是指构成了半封闭形状的型材产品(如图1所示)。
加工该产品的模具在挤压过程中形成了受载悬臂梁,称之为悬臂模具。
由于模具在挤压过程中处于高温高压和间歇载荷的状态下,同时模具悬臂两侧的金属流动不平衡而产生的相对横向力等不利因素,如果模具设计不当很容易使模具的悬臂部分变形或断裂,直接影响模具的寿命。
毕业设计(论文)散热器用铝型材挤压工艺与模具设计摘要铝合金因质轻、美观、良好的导热性和易加工成复杂的形状,而被广泛地用于生产散热器材。
铝合金散热器型材主要有三种类型:扁宽形,梳子形或鱼刺形;圆形或椭圆形以及树枝形。
与其他铝型材比,散热器有其自身的特点:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,散热片的齿部很薄,而其根部的底板厚度大。
散热器复杂的截面形状给模具设计、制造和生产带来很大的难度。
本文以两种常用散热器为实例,在总结大量散热器模具设计制造经验的基础上,论述了散热片挤压模具设计的步骤和关键点。
散热器型材挤压模具设计既要保证模具有足够的强度又要平衡金属在模具中的流速。
根据散热器的产品图,将梳子型散热器挤压模具设计成平摸,与导流模配合使用。
把太阳花散热器挤压模具设计成分假流模,以保证在挤压时的金属流动比平模更均匀,这也是太阳花散热器模具设计的关键点。
文中选用4Cr5MoSiV1模具钢作为模具材料,讨论了散热器挤压模具的热处理工艺和散热器的挤压工艺特点。
关键词:散热器挤压模具设计挤压工艺铝型材Extrusion Process and Die Design for Radiator Aluminum Extruded SectionsABSTRACTAluminum alloy, for its light weight, beautiful, good thermal conductivity and easy processing into complex shapes,is widely used to produce cooling equipment. Aluminum radiator profiles are mainly three typesg: flat wide shape, or a fishbone-shaped comb-shaped; round or oval-shaped;and branching shape. Compared with the other aluminum extruded sections radiator has its own characteristics: the distance between the heat sink is short, between two adjacent heat sink to form a trough, and its large aspect ratio; differential wall thickness, heat sink teeth thin, and its roots in the bottom thick. The mold design, manufacturing and production are very difficulty for the complexity of the shape of radiator extruded sections.In this paper, the extruded die design of two common heat sink radiators are discussed in detail on the basis of a lot of experiences in mold design and manufacture for the radiator. Extruded die design has two key parts,the first is sufficient strength to ensure that mold; the second is to balance the flow of metal in the mold. Based on the Product plans of radiators, the radiator comb flat extrusion die are designed to touch, used in conjunction with the diversion mode. The extrusion die is designed radiator sunflowers streaming mode, split mode when the metal flow in the extrusion die is more complex than flat, so how to balance the flow rate of the metal mold is key points for the design of radiator sunflowers. 4Cr5MoSiV1 die steel is used and also the radiator heattreatment process and extruded process are discussed.Keywords: Radiator Extrude mold design Extrusion process Aluminum extruded sections目录摘要IExtrusion Process and Die Design for Radiator Aluminum Extruded Sections IIABSTRACT II第一章绪论 11.1引言 11.2挤压模具在铝型材挤压生产中的重要性11.3铝型材挤压模具技术发展概况 31.4论文的主要研究内容 5第二章型材挤压模具设计技术 62.1型材模具的设计原则及步骤 62.2挤压模典型结构要素的设计92.2.4入口圆角112.3确定采用平面和分流模的原则112.4平面分流组合模的特点与结构122.5模具外形尺寸的确定原则14第三章典型散热器挤压模具设计 163.1太阳花散热器的模具设计163.2梳子型散热器模具设计30梳子型散热器挤压模具整体结构设计方案32第四章模具的选材与热处理及维护与保养45 4.1模具材料的选择454.2模具材料的热处理 504.3模具的维护与保养 53第五章型材挤压工艺555.1铝及铝合金材料挤压生产工艺流程 55 5.2挤压工艺的制定56第六章结论59参考文献60致谢62第一章绪论1.1引言挤压工模具设计与制造是铝合金挤压材,特别是铝合金型材生产的关键技术,不仅影响产品的质量、生产效率和交货周期,而且也是决定产品成本的重要因素之一。