顺序功能图语言SGraph的使用
- 格式:docx
- 大小:609.36 KB
- 文档页数:18
S7 Graph功能块的参数设置1.顺序控制系统的运行模式通过对S7 Graph FB的参数设置,可以选择顺序控制系统的4种运行模式(见“图2-1”),从而决定顺序控制器对步与步之间的转换的处理方式。
(1)自动(Automatic)模式在自动模式,当转换条件满足时,由当前步转换到下一步。
(2)手动(Manual)模式与自动模式相反,在手动模式时,转换条件满足并不能转换到后续步,步的活动或不活动状态的控制是用手动完成的。
(3)单步(Inching)模式单步模式与自动模式的区别在于它对步与步之间的转换有附加的条件,即只能在转换条件满足和输入参数T_PUSH的上升沿,才能转换到下一步。
(4)自动或切换到下一步(Automatic or step-by-step)模式在该模式,只要转换条件满足或在功能块的输入信号T_PUSH(见“表5-2”)的上升沿,都能转换到下一步。
在RUN模式下可以用功能块的输入参数来选择4种工作模式,在下列参数的上升沿激活相应的工作模式:SW_AUTO:自动模式;SW_MAN:手动模式;SW_TAP:单步(Inching)模式;SW_TOP:自动或切换到下一步(Automatic or Switch to next)模式。
2.S7 Graph FB的参数集S7 Graph FB有4种不同的参数集(见“表5-1”),“图5-1”是梯形图中最小参数集的S7 Graph FB符号,V5版的“Definable/Maximum”(可定义/最大)参数集使用“表5-2”和“表5-3”中所有的参数。
FB的参数集见“表5-1”,S7 Graph FB的输入参数见“表5-2”,S7 Graph FB的输出参数见“表5-3”,工作模式与S7 Graph FB的输入参数子关系见“表5-4”,4种工作模式都要使用的S7 Graph FB的输出参数见“表5-5”。
在S7 Graph程序编辑器中执行菜单命令“Options” “Block Settings”,在出现的对话框的“Compile/Save”选项卡(见“图4-1”)的“FB Parameters”区中,可以选择需要的参数集。



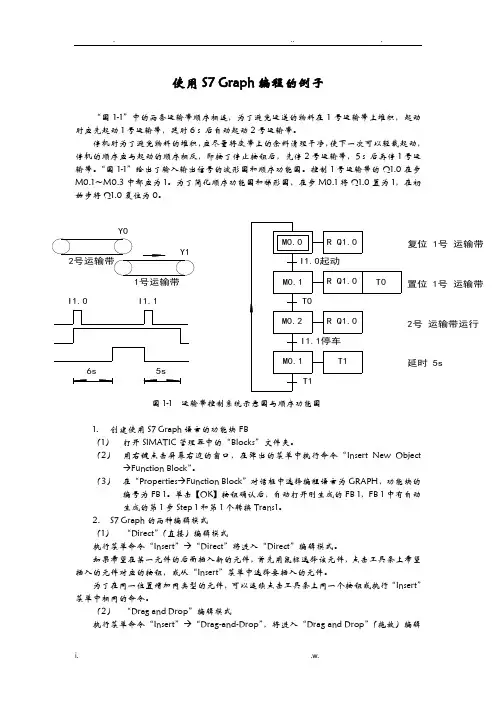
使用S7 Graph 编程的例子“图1-1”中的两条运输带顺序相连,为了避免运送的物料在1号运输带上堆积,起动时应先起动1号运输带,延时6 s 后自动起动2号运输带。
停机时为了避免物料的堆积,应尽量将皮带上的余料清理干净,使下一次可以轻载起动,停机的顺序应与起动的顺序相反,即按了停止按钮后,先停2号运输带,5 s 后再停1号运输带。
“图1-1”给出了输入输出信号的波形图和顺序功能图。
控制1号运输带的Q1.0在步M0.1~M0.3中都应为1。
为了简化顺序功能图和梯形图,在步M0.1将Q1.0置为1,在初始步将Q1.0复位为0。
Y0Y12号运输带1号运输带I1.0I1.16s 5s复位 1号 运输带2号 运输带运行置位 1号 运输带延时 5s图1-1 运输带控制系统示意图与顺序功能图1. 创建使用S7 Graph 语言的功能块FB(1) 打开SIMATIC 管理器中的“Blocks ”文件夹。
(2) 用右键点击屏幕右边的窗口,在弹出的菜单中执行命令“Insert New Object→Function Block ”。
(3) 在“Properties →Function Block ”对话框中选择编程语言为GRAPH ,功能块的编号为FB 1。
单击【OK 】按钮确认后,自动打开刚生成的FB 1,FB 1中有自动生成的第1步Step 1和第1个转换Trans1。
2. S7 Graph 的两种编辑模式(1) “Direct ”(直接)编辑模式执行菜单命令“Insert ”→“Direct ”将进入“Direct ”编辑模式。
如果希望在某一元件的后面插入新的元件,首先用鼠标选择该元件,点击工具条上希望插入的元件对应的按钮,或从“Insert ”菜单中选择要插入的元件。
为了在同一位置增加同类型的元件,可以连续点击工具条上同一个按钮或执行“Insert ”菜单中相同的命令。
(2) “Drag and Drop ”编辑模式执行菜单命令“Insert ”→“Drag-and-Drop ”,将进入“Drag and Drop ”(拖放)编辑模式。
任务七S7-GRAPH选择性分支的顺序控制——正反转自动、手动控制任务书:一、控制要求有一台电动机控制系统,有自动正反转及手动正反转控制功能。
当切换到自动控制时,按下自动控制启动按钮后,电机先正转5秒、然后反转5秒,如此循环进行,直到按下停止按钮才停止运行。
当切换到手动控制时,按下手动正转按钮电机正转,按下手动反转按钮电机反转,按下停止按钮电机停止运行,正反转可以任意转换。
二、任务要求要求用西门子S7-300PLC的S7-GRAPH顺控指令编程控制,还要用WINCC进行监控。
除了自动、手动切换功能外,其它的控制功能在WINCC中要能控制。
S7-300PLC与计算机通过以太网通讯。
任务目标:1、会组态硬件;2、掌握S7-300PLC的S7-GRAPH选择性分支编程;3、会设计相应的控制程序。
任务分析:(1)I/O点确定表7-1:(2表7-2任务准备:一、软件准备1、操作系统WINDOWS XP SP3;2、S7-300PLC编程软件STEP7 V5.5 SP3中文版(安装S7-GRAPH编程插件);3、组态监控软件WINCC V7.0 SP3中文版;二、硬件准备1、计算机一台,安装以上软件。
2、PLC硬件:电源模块:PS 307 2ACPU模块:6ES7 315-2EH14-0AB0数字量输入模块:6ES7 321-1BH02-0AA0数字量输出模块:6ES7 322-1BH01-0AA0模拟量输入模块:6ES7 331-7KF02-0AB0模拟量输出模块:6ES7 332-5HD01-0AB03、其它网络配件交换机H3C S1016超五类网线PROFIBUS-DP现场总线电缆6XV1 830-0EH10PROFIBUS-DP总线接头6ES7 972-0BA50-0XA0任务实施:一、实施步骤1、安装PLC线路。
2、设置计算机与西门子PLC的通讯接口。
3、组态西门子S7-300PLC的硬件。
4、设计S7-GRAPH控制程序。
知识拓展—— 顺序功能图语言S7 Graph的使用S7 Graph语言是S7-300用于顺序控制程序设计的一种语言,遵从IEC 61131-3标准中的顺序控制语言的规定。
下面给大家介绍一下该软件的使用。
1.S7 Graph的安装:S7 Graph软件属于可选的软件包,需要单独安装。
安装步骤如下:(1) 双击setup.exe安装文件,安装开始。
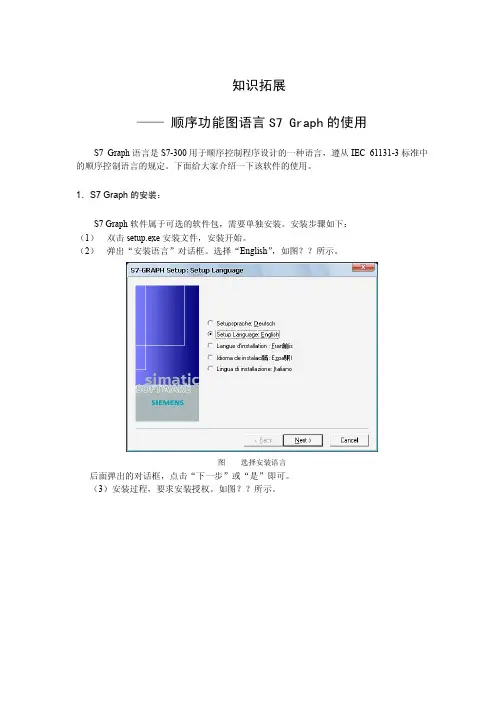
(2) 弹出“安装语言”对话框。
选择“English”,如图??所示。
图选择安装语言后面弹出的对话框,点击“下一步”或“是”即可。
(3)安装过程,要求安装授权。
如图??所示。
图安装授权(4)最后,弹出下面对话框,点击“Finish”,完成安装。
图完成安装2.S7 Graph的结构:用S7 Graph编写的顺序功能图程序以功能块(FB)的形式被主程序OB1调用。
S7 Graph FB包含许多系统定义的参数,通过参数设置对整个系统进行控制,从而实现系统的初始化和工作方式的转换等功能。
对于一个顺序控制项目至少需要3个块:1)一个调用S7 Graph FB的块,可以是组织块(OB)、功能(FC)和功能块(FB)。
2)一个S7 Graph FB块,用来描述顺序控制系统的任务及相互关系。
3)一个DB块,作为背景数据块,保存顺序控制的参数。
其中,一个S7 Graph FB最多包含250步和250个转换。
3.S7 Graph编辑器:图??中是S7 Graph的编辑器界面,左边的窗口是浏览窗口,右边的是程序编辑区。
浏览窗口有三个选项:“Graphic”(图形)选项卡、“Sequencer”(顺序控制器)和“Variables”(变量选项卡)。
“Graphic”(图形)选项卡的中间是顺序控制器,其上下是永久性指令;“Sequencer”(顺序控制器)可以方便的浏览总体结构;“Variables”(变量选项卡)中的变量是编程时可能用到的各种基本元素。
图 S7 Graph编辑器4.应用实例:还是以锅炉的鼓风机和引风机的控制要求为例,其工作过程是:按下起动按钮I0.0后,引风机开始工作,5s后鼓风机开始工作,按下停止按钮I0.1后,鼓风机停止工作,5s后引风机再停止工作。

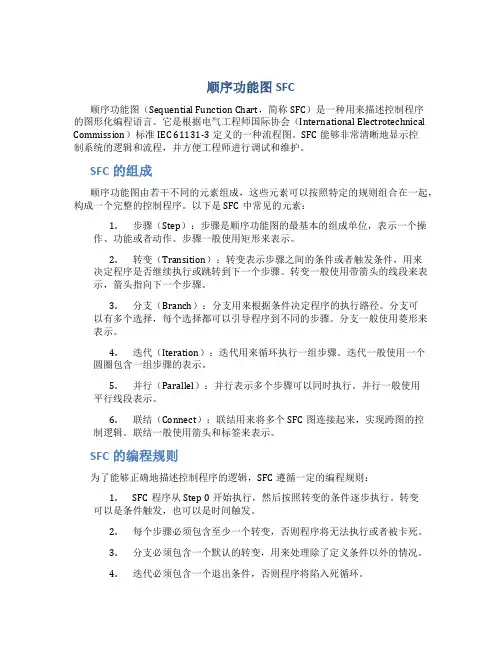
顺序功能图SFC顺序功能图(Sequential Function Chart,简称SFC)是一种用来描述控制程序的图形化编程语言。
它是根据电气工程师国际协会(International Electrotechnical Commission)标准IEC 61131-3定义的一种流程图。
SFC能够非常清晰地显示控制系统的逻辑和流程,并方便工程师进行调试和维护。
SFC的组成顺序功能图由若干不同的元素组成,这些元素可以按照特定的规则组合在一起,构成一个完整的控制程序。
以下是SFC中常见的元素:1.步骤(Step):步骤是顺序功能图的最基本的组成单位,表示一个操作、功能或者动作。
步骤一般使用矩形来表示。
2.转变(Transition):转变表示步骤之间的条件或者触发条件,用来决定程序是否继续执行或跳转到下一个步骤。
转变一般使用带箭头的线段来表示,箭头指向下一个步骤。
3.分支(Branch):分支用来根据条件决定程序的执行路径。
分支可以有多个选择,每个选择都可以引导程序到不同的步骤。
分支一般使用菱形来表示。
4.迭代(Iteration):迭代用来循环执行一组步骤。
迭代一般使用一个圆圈包含一组步骤的表示。
5.并行(Parallel):并行表示多个步骤可以同时执行。
并行一般使用平行线段表示。
6.联结(Connect):联结用来将多个SFC图连接起来,实现跨图的控制逻辑。
联结一般使用箭头和标签来表示。
SFC的编程规则为了能够正确地描述控制程序的逻辑,SFC遵循一定的编程规则:1.SFC程序从Step 0开始执行,然后按照转变的条件逐步执行。
转变可以是条件触发,也可以是时间触发。
2.每个步骤必须包含至少一个转变,否则程序将无法执行或者被卡死。
3.分支必须包含一个默认的转变,用来处理除了定义条件以外的情况。
4.迭代必须包含一个退出条件,否则程序将陷入死循环。
5.并行步骤中的每个步骤必须同时完成,否则将导致程序执行错误。
3.1PLC梯形图的三种顺序控制设计法PLC以其独特的长处,已经在现今各个领域中取得了普遍的应用,尤其是在组合机床的自动化改造中。
在改造的进程中,主要涉及到PLC硬件的设计和软件的设计, 其中软件的设计主如果编程语言的设计。
PLC常常利用的编程语言有梯形图语言、助记符(指令表)语言、功能块图语言、顺序功能图语言、高级编程语言等。
但利用最普遍的是梯形图语言。
梯形图语言的设计方式很多,主要有经验设计法、翻译法和顺序控制设计法。
用经验设计法和翻译法设计梯形图时,没有一套固定的方式和步骤可以遵循,特别是在设计机床复杂控制系统的梯形图时,常要用大量的中间单元来完成记忆、连锁和互锁的功能,需要考虑的因素很多。
另外,用此方式设计的梯形图很难阅读,给系统的维修和改良带来很大困难。
而用顺序控制设计法设计梯形图,却有必然的规律可循,程序的阅读和改良也比较容易,可以大大提高设计的效率。
本文主要以西门子公司S7 - 200 PLC为例来介绍PLC梯形图的三种顺序控制设计法,并对其进行比较分析,总结其特点。
顺序控制与顺序功能图概述:顺序控制是依照生产工艺预先规定的顺序,在不同的输入信号作用下,按照内部状态和时间的顺序,使生产进程中的每一个执行机构自动有步骤地进行操作。
在利用顺序控制设计法设计梯形图时,首先要按照系统的工艺进程,设计出顺序功能图,然后按照顺序功能图编写出梯形图。
顺序功能图( Sequential Function Chart简称SFC)是描述控制系统的控制进程、功能和特性的一种图形,是设计PLC的顺序控制程序的主要工具。
它主要由步、动作、转换、转换条件、有向连线组成(如图1所示) 。
在顺序功能图中,步表示将一个工作周期划分的不同持续阶段,当转换实现时,步便变成活动步,同时该步对应的动作被执行。
转换实现的条件是前级步为活动步和转换条件取得知足,二者缺一不可。
咱们在进行顺序功能图的具体设计时,必需要注意:顺序功能图中必需有初始步,如没有它系统将无法开始和返回;两个相邻步不能直接相连,必需用一个转换条件将它们分开;应按照不同的控制要求,合理选择功能图的单行序列、选择序列、并行序列三种不同结构(如图2所示) ;设计的顺序功能图必需要由步和有向连线组成闭合回路,使系统能够多次重复执行同一工艺进程,不出现中断的现象。
graph语句Graph语句是一种用于数据可视化和分析的编程语言。
通过使用图表和图形来呈现数据,Graph语句帮助用户更直观地理解数据的关系、趋势和模式。
本文将介绍Graph语句的特点、应用场景以及使用方法,以便读者能够更好地了解和运用这一强大的工具。
一、Graph语句的特点Graph语句以灵活和简洁的方式支持各种数据可视化需求。
以下是Graph语句的主要特点:1. 强大的图表选项:Graph语句提供了多种图表类型,如线性图、柱状图、饼图等,以满足不同的数据呈现需求。
用户可以根据数据类型和分析目的选择最合适的图表类型。
2. 数据标签和图例:Graph语句支持添加数据标签和图例,使得数据可视化更加清晰明了。
数据标签可以在图表中显示具体数值,而图例则用于解释不同图表元素的含义。
3. 自定义样式和格式:Graph语句允许用户自定义图表的样式和格式,包括颜色、字体、线条粗细等。
这样可以使得图表更具美感,并符合特定需求或品牌风格。
4. 数据分组和筛选:Graph语句支持将数据按照特定条件进行分组和筛选,以便更好地展示数据之间的关系。
这样可以帮助用户快速找到感兴趣的数据,并进行更有针对性的分析和比较。
5. 数据动态更新:Graph语句可以通过与数据源的连接,实现数据的实时更新和自动刷新。
这对于需要持续监测和分析数据变化的业务场景非常有用。
二、Graph语句的应用场景Graph语句适用于各种数据分析和可视化场景。
以下是一些典型的应用场景:1. 业务报表分析:Graph语句可以用于生成各种业务报表,如销售报表、财务报表、用户行为报表等。
通过图表和图形的方式,可以直观地展示数据的变化趋势,并帮助用户快速发现问题和机会。
2. 数据趋势分析:Graph语句可以帮助用户分析数据的趋势和周期性变化。
通过绘制线形图或面积图,用户可以更清楚地了解数据的走势,并进行预测和决策。
3. 数据比较和对比:Graph语句支持多个数据系列的对比和比较。
顺序控制顺序控制•顺序控制,就是按照生产工艺预先预定的程序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动有序地进行操作。
•顺序控制设计法最基本的思路是将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步,当系统处于某一步所在的阶段,称该步为活动步,步活动时所做的操作称为步的动作。
转换将相邻步之间隔开,使系统由当前步进入下一步的信号称为转换条件。
顺序控制•顺序控制设计方法最基本的思路是将系统的一个工作周期划分为若干个顺序相连的阶段,这些阶段称为步。
与系统的初始状态对应的步称为初始步,每个顺序功能图至少应该有一个初始步。
当系统处于某一步所在的状态,该步为“活动步”。
•使系统由当前步进入下一步的信号称为转换条件。
置复位指令的顺序控制程序•一、画出顺序控制功能图,为每个步分别分配对应的存储器位(M )。
•二、在顺控功能运行前设计初始化操作。
将初始步对应的存储器位置1,将其他步对应的存储器位置0。
一、当FC1运行时,每个扫描周期将M1.0取反。
二、当FC1未调用时,将T2置0。
三、FC1被调用时,进行初始化操作。
•Tips:上图初始化方法主要适用于块嵌套深度较大的情况。
初始化操作的方式还有OB100,或者利用调用块的上升沿等方式,要根据具体情况使用。
置复位指令的顺序控制程序•三、编写步与步之间的转换条件。
•四、编写对应步的输出动作。
GRAPH•目前还有很多PLC (例如S7-200和S7-1200)未配备顺序功能图语言,适合利用置复位指令的顺控编程方法。
•S7 GRAPH 语言是S7-300/400用于顺序控制编程的顺序功能图语言。
•GRAPH 编程界面初始步转换条件步对应动作跳转视图工具栏步与转换工具栏GRAPH•Options-Block settings •新建GRAPH功能块。
•在功能块内将VIEW下拉菜单选择LAD梯形图。
只保留初始化接口。
•Tips:Minimum:FB只包括INIT_SQ启动参数,如果程序仅仅会运行在自动模式,并且不需要其他的控制及监控功能,可以选择此模式。
5.6 顺序功能图语言S7 Graph 的应用5.6.1 S7 Graph 语言概述S7 Graph 语言是S7-300/400的顺序功能图语言,遵从IEC 61131-3标准的规定。
1.顺序控制程序的结构一个顺序控制项目至少需要一个调用S7 Graph FB 的块,一个S7 Graph FB 和它的背景数据块。
CALL FB1, DB1SQ_INIT :=OB/FB/FCFB1DB1永久性指令永久性指令S7 Graph 功能块FB1的背景数据块图5-45 顺序控制系统中的块图5-46 S7 Graph 编辑器步与转换跳步分支中止选择序列的分支选择序列的合并并行序列的分支并行序列的合并选择对象预选/直接插入监视时间T 插入监视时间U 插入永久条件插入动作插入永久性FB ,FC 调用插入顺序控制器“Drag and Drop ”模式时与鼠标一起移动的图形图5-49 顺序控制器工具条与移动的图形3.S7 Graph 的显示模式在View 菜单中选择显示顺序控制器(Sequencer )、单步和永久性指令。
(1)在顺序控制器显示方式,执行菜单命令“View>Display with ”,可以选择:Symbols :显示符号表中的符号地址; Comments :显示块和步的注释;Conditions and Actions:显示转换条件和动作;Symbol List:在输入地址时显示下拉式符号地址表。
(2)单步显示模式只显示一个步和转换的组合,还可以显示Supervision:监控被显示的步的条件;Interlock:对被显示的步互锁的条件;执行命令“View>Display with> comments”显示和编辑步的注释。
用“↑”键或“↓”键可以显示上一个或下一个步与转换的组合。
(3)在“permanent instructions”(永久性指令)显示方式,可以对顺序控制器之前或之后的永久性指令编程。
顺序功能图语言S G r a p h的使用公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]——顺序功能图语言S7 Graph的使用S7 Graph语言是S7-300用于顺序控制程序设计的一种语言,遵从IEC 61131-3标准中的顺序控制语言的规定。
下面给大家介绍一下该软件的使用。
1.S7 Graph的安装S7 Graph软件属于可选的软件包,需要单独安装。
安装步骤如下:(1)双击安装文件,安装开始。
(2)弹出“安装语言”对话框。
选择“English”,如图所示。
图选择安装语言后面弹出的对话框,点击“下一步”或“是”即可。
(3)安装过程,要求安装授权。
如图所示。
图安装授权(4)最后,弹出下面对话框,点击“Finish”,完成安装。
图完成安装2.S7 Graph的结构:用S7 Graph编写的顺序功能图程序以功能块(FB)的形式被主程序OB1调用。
S7 Graph FB包含许多系统定义的参数,通过参数设置对整个系统进行控制,从而实现系统的初始化和工作方式的转换等功能。
对于一个顺序控制项目至少需要3个块:1)一个调用S7 Graph FB的块,可以是组织块(OB)、功能(FC)和功能块(FB)。
2)一个S7 Graph FB块,用来描述顺序控制系统的任务及相互关系。
3)一个DB块,作为背景数据块,保存顺序控制的参数。
其中,一个S7 Graph FB最多包含250步和250个转换。
3.S7 Graph编辑器:图中是S7 Graph的编辑器界面,左边的窗口是浏览窗口,右边的是程序编辑区。
浏览窗口有三个选项:“Graphic”(图形)选项卡、“Sequencer”(顺序控制器)和“Variables”(变量选项卡)。
“Graphic”(图形)选项卡的中间是顺序控制器,其上下是永久性指令;“Sequencer”(顺序控制器)可以方便的浏览总体结构;“Variables”(变量选项卡)中的变量是编程时可能用到的各种基本元素。
图 S7 Graph编辑器4.应用实例:还是以锅炉的鼓风机和引风机的控制要求为例,其工作过程是:按下起动按钮后,引风机开始工作,5s后鼓风机开始工作,按下停止按钮后,鼓风机停止工作,5s后引风机再停止工作。
根据要求,我们画出其顺序功能图,如图所示。
1、创建FB块1) 打开SIMATIC管理器,找到目录中的“块”并选中,在右边的区域内点击右键,在弹出的快捷菜单中执行命令“插入新对象”→“功能块”,如图所示。
图插入功能块2)在弹出的“功能块属性”对话框中,选择语言为S7-GRAPH图功能块属性3)点击确定后,出现下面的对话框。
可以看出在右侧区域多了一个FB1块。
图块的画面4)双击打开,进入S7 GRAPH编辑环境,如图所示。
FB1自动生成第1步(STEP)和第1个转换(TRANS)。
图打开S7-GRAPH2、S7 Graph的两种编辑模式上图中,左侧的“Sequencer”(顺序控制器)工具条上的按钮用来放置步、转换、选择序列、并行序列和跳步等等。
该工具条可以任意的拖放到工作区的其他位置。
如图所示。
图顺序控制器工具栏编写时有两种模式:(1)直接编辑模式:执行菜单命令“Insert”→“Direct”,进入直接编辑模式。
另外可以点击上图中第一个图标,未按下时为直接编辑模式。
在直接编辑模式下,如果希望在某一位置下面插入新的元件,首先用鼠标选中该位置,然后在工具条中选择相应的按钮,元件即可放置到相应的位置。
如果想连续插入相同的元件,可以连续点击,可插入多个。
(2)拖放编辑模式:执行菜单命令“Insert”→“Drag-and-Drop”,进入直接编辑模式。
另外,可以选中上图中第一个按钮。
(按钮按下)在拖放模式下,如果选中工具条上的按钮,则鼠标将带着与被点击的按钮相类似的光标移动。
在需要放置的位置,点击一下左键,即可完成放置。
如果拖动鼠标时,带有“”标示,表示在该位置不能放置;若该图标消失,则表示可以放置。
放置完毕,可按下“ESC”键,取消放置。
3、基本框架1)在拖动模式下,选中“”,然后在编辑区“Trans1”处点击,添加“Step2”和“Trans2”;继续点击,可连续添加步。
本例中,共四步,点击三次。
2)在工具栏中选中“”,拖动到在最后一转换T4,点击左键。
此时,出现下面的画面,如图左图所示。
输入编号1,回车。
在T4下方出现一个标有S1的箭头,如图右图所示。
图添加跳步与此同时,在步S1上方的有向连线上,自动出现一个水平的箭头,右侧标有转换T4。
相当于在S4到S1形成了一条有向连线。
至此,S1~S4形成了一个闭环。
4、步与动作表示步的方框内有步的编号(S1、S2、S3、S4)和步的名称(Step1、Step2、Step3、Step4),点击可以修改名称,但不能用汉字名称。
通过下图中所示的两种方式,可以显示或关闭各步的动作和转换条件。
图显示和关闭动作和转换条件在直接编辑模式下,选中某一步后面的动作框后,点击“Sequencer”(顺序控制器)上的动作按钮“”,此时在动作框下面会插入一个动作行,连续点击,会不断添加。
在拖动编辑模式下,选中“”后,“Sequencer”(顺序控制器)上的动作按钮“”,此时动作随鼠标进行放置。
当鼠标指向到“Step1”处时,“”消失时,表示该处可以放置动作,点击左键,即可放置一个动作;若连续点击,可连续放置多个动作。
下面介绍几个常用的动作命令:1)命令S:置位,当步为活动步时,使得输出为1并保持;2)命令R:复位,当步为活动步时,使得输出为0并保持;3)命令N:当该步为活动步时,输出为1;当该步为不活动步时,输出为0;4)命令D:延时指令,延时时间在右下方的方框中设置,例如,T#5S;上方的方框设置的一个位变量,该位反映的是延时时间到或没到的标志。
延时时间到,若该步为活动步,则动作输出为1;若为不活动步,则输出为0。
5)命令CALL:该步为活动步时,调用命令中的逻辑块。
根据上面的介绍,我们将例子中的顺序功能图写入该软件,因为在第2、3和4步都出现,所示用了“S”(置位)指令;而在初始步(S1)将复位。
对于第2步和第4步,需要延时5s,输入命令D(延时),地址输入和,在地址下面的空格中输入时间常数“T#5s”;其中,和作为转换的条件,作为延时时间到的标志。
图顺序控制图的步和动作5、转换条件转换条件采用梯形图和功能块图来表示,在“VIEW”(视图)菜单中用“LAD”或“FBD”命令切换两种表示方法。
选中“LAD”来生成转换条件。
如图所示,点击图示的虚线框,添加触点;然后点击窗口最左边垂直放置的工具条中的“”“”和比较器按钮“”(相当一个触点),用它们的串并联电路作为转换的条件。
生成触点后,点击触点上方的“”,输入绝对地址。
例如在步S1到步S2的转换条件,插入一个常开触点,点击“”并输入“”。
右键点击该地址,选择“编辑符号”,在出现的对话框中输入地址对应的符号、数据类型和注释等。
如图所示。
点击“确定”后,在图中显示的是符号地址“start”。
如图所示。
按同样的方法,添加后几步的转换条件。
图对转换条件编程图插入符号图显示符号地址图添加转换条件6、保存和关闭编辑窗口编辑完成后,对块进行保存,保存时自动编译。
如果程序有误,则在下面的对话框中显示错误提示和报警,改正后保存。
保存后,可以关闭该块。
7、设置参数集在S7 Graph编辑器中,执行菜单命令“Option”(选项)→“Block Setting”(块设置),在出现的对话框中“Compile/Save”(编译/保存)选项卡的“FB Parameters”(FB 参数)区,将FB1的参数设置为“Minimum”(最小),仅有一个输入参数INIT_SQ(初始化顺序控制器)。
图功能块参数设置8、主程序中调用S7 Graph FB块完成了对S7 Graph功能块FB的编程后,在主程序中调用FB1。
打开OB1,设置为梯形图语言。
打开左侧的“FB块”文件夹,将其中的FB1拖放到程序编辑区,如图所示。
图 OB1中调用FB1块输入INIT-SQ的实参,并在FB1上方的“”处,填入一个背景数据块,比如说“DB1”。
如果DB1尚未生成,确认后则自动生成它。
9、用S7-PLCSIM仿真调试S7-Graph程序打开仿真器,将块的所有内容进行下载,将仿真器的状态开关打到“Run”,则程序开始运行。
图中分别是运行时FB1块的监控画面。
上电后,第一步为初始步,处于活动状态;当按下启动“start”后,第二步成为活动步。
同时启动定时器,定时时间到,则为置位,第三步成为活动步。
当按下停止按钮,第四步变为活动步。
定时时间到,则返回到初始步,初始步有变为活动步。
图初始步为活动步图第二步为活动步图第三步为活动步图第四步成为活动步。