机械典型零件加工
- 格式:ppt
- 大小:7.41 MB
- 文档页数:139


钢结构(零件及部件加工)分项工程检验批质量验收记录
(GB50205-2001) 表J.0.5 编号:010905/ 020405
工程名称 嘉兴永明石化有限公司钢结构工程 检验批部位 钢结构
施工单位 华建建设集团有限公司 项目经理 施国强
监理单位 北京毕派克工程建设监理公司 总监理工程师 薛爱国
施工依据标准 GB50205-2001 分包单位负责人 /
主控项目 合格质量标准
(按本规范) 施工单位检验评
定记录或结果 监理(建设)单位验收
记录或结果
1 材料进场 第4.2.1条
2 钢材复验 第4.2.2条
3 切面质量 第7.2.1条
4 矫正和成型 第7.3.1条和
第7.3.2条
5 边缘加工 第7.4.1条
6 螺栓球、焊接球加工 第7.5.1条和
第7.5.2条
7 制孔 第7.6.1条
一般项目 合格质量标准
(按本规范) 施工单位检验评
定记录或结果 监理(建设)单位验收
记录或结果
1 材料规格尺寸 第4.2.3条和
第4.2.4条
2 钢材表面质量 第4.2.5条
3 切割精度 第7.2.2条或
第7.2.3条
4 矫正质量 第7.3.3条、
第7.3.4条和
第7.3.5条
5 边缘加工精度 第7.4.2条
6 螺栓球、焊接球
加工精度 第7.5.3条和
第7.5.4条
7 管件加工精度 第7.5.5条
8 制孔精度 第7.6.2条和
第7.6.3条
施 工 操 作 依 据
质量检查记录(质量证明文件)
施工单位检查结果评定 项目专业
质量检查员: 项目专业
技术负责人: 年 月 日
监理(建设单位验收结论 专业监理工程师:
(建设单位项目专业技术负责人) 年 月 日
模块二 典型零件的机械加工(钳工方向)
项目三 摇杆零件加工
工作任务:
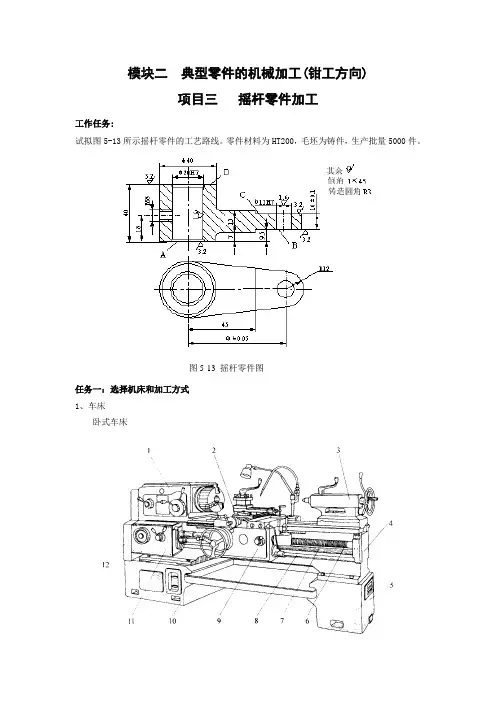
试拟图5-13所示摇杆零件的工艺路线。零件材料为HT200,毛坯为铸件,生产批量5000件。
图5-13 摇杆零件图
任务一:选择机床和加工方式
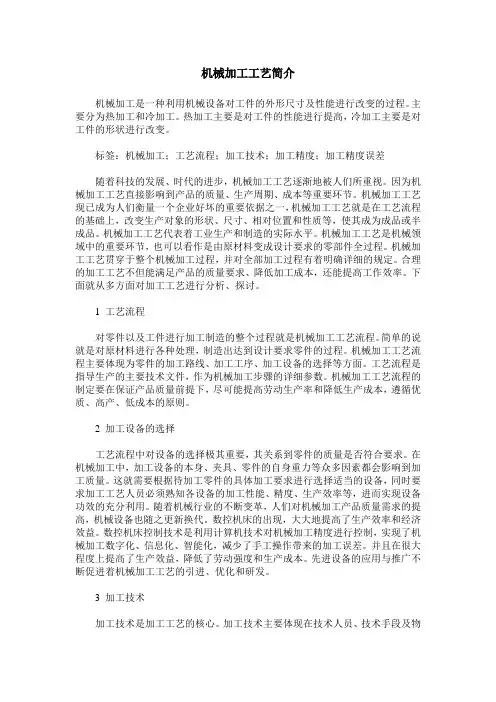
1、车床
卧式车床
(1)车床的功能与型号;
1)车床的功能
车床适用于加工各种轴类、套筒类和盘类零件上的回转表面,如内外圆柱面、圆锥面及成形回转表面、车削端面及各种常用的公制、英制、模数制和径节制螺纹,还可以钻孔、扩孔、铰孔、滚花等工作。
2)车床的型号
通用机床的型号表示方法如下:
(2)CA6140车床的组成与技术性能。
1)主要组成部件
主轴箱:支承并传动主轴,使主轴带动工件按照规定的转速旋转,实现主运动。
床鞍与刀架:装夹车刀,并使车刀纵向横向或斜向运动。
尾架:用后顶尖支承工件,并可在其上安装钻头等孔加工工具,以进行孔加工。
床身:车床的基本支承件,在其上安装车床的主要部件,以保持它们的相对位置。
溜板箱:把进给箱传来的运动传递给刀架,使刀架实现纵向进给、横向进给、快速移动或车螺纹。其上有各种操作手柄和操作按钮,方便工人操作。
进给箱:改变被誉为加工螺纹时的螺距或机动进给的进给量。
CA6140主要技术性能参数
床身上最大工件回转直径 400mm
最大工件长度(4种规格) 750mm;1000mm;1500mm;2000mm
最大车削长度直 650mm;900mm;1400mm;1900mm
刀架上最大工件回转直径 210mm 分类代号类代号通用特性及结构性代号组、系代号主参数或设计顺序号第二主参数重大改进顺序号同一型号机床的变型代号(△) □ (□) △ △ (△) (□) (/△)主轴转速 正转24级 10~1400r/min
机械加工工艺简介
机械加工是一种利用机械设备对工件的外形尺寸及性能进行改变的过程。主要分为热加工和冷加工。热加工主要是对工件的性能进行提高,冷加工主要是对工件的形状进行改变。
标签:机械加工;工艺流程;加工技术;加工精度;加工精度误差
随着科技的发展、时代的进步,机械加工工艺逐渐地被人们所重视。因为机械加工工艺直接影响到产品的质量、生产周期、成本等重要环节。机械加工工艺现已成为人们衡量一个企业好坏的重要依据之一,机械加工工艺就是在工艺流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品。机械加工工艺代表着工业生产和制造的实际水平。机械加工工艺是机械领域中的重要环节,也可以看作是由原材料变成设计要求的零部件全过程。机械加工工艺贯穿于整个机械加工过程,并对全部加工过程有着明确详细的规定。合理的加工工艺不但能满足产品的质量要求、降低加工成本,还能提高工作效率。下面就从多方面对加工工艺进行分析、探讨。
1 工艺流程
对零件以及工件进行加工制造的整个过程就是机械加工工艺流程。简单的说就是对原材料进行各种处理,制造出达到设计要求零件的过程。机械加工工艺流程主要体现为零件的加工路线、加工工序、加工设备的选择等方面。工艺流程是指导生产的主要技术文件,作为机械加工步骤的详细参数。机械加工工艺流程的制定要在保证产品质量前提下,尽可能提高劳动生产率和降低生产成本,遵循优质、高产、低成本的原则。
2 加工设备的选择
工艺流程中对设备的选择极其重要,其关系到零件的质量是否符合要求。在机械加工中,加工设备的本身、夹具、零件的自身重力等众多因素都会影响到加工质量。这就需要根据待加工零件的具体加工要求进行选择适当的设备,同时要求加工工艺人员必须熟知各设备的加工性能、精度、生产效率等,进而实现设备功效的充分利用。随着机械行业的不断变革,人们对机械加工产品质量需求的提高,机械设备也随之更新换代。数控机床的出现,大大地提高了生产效率和经济效益。数控机床控制技术是利用计算机技术对机械加工精度进行控制,实现了机械加工数字化、信息化、智能化,减少了手工操作带来的加工误差。并且在很大程度上提高了生产效益,降低了劳动强度和生产成本。先进设备的应用与推广不断促进着机械加工工艺的引进、优化和研发。

典型零件机械加工工艺过程
1轴类零件加工分析
(1)轴类零件加工的工艺路线
1)基本加工路线
外圆加工的方法很多,基本加工路线可归纳为四条。
①粗车—半精车—精车
对于一般常用材料,这是外圆表面加工采用的最主要的工艺路线。
②粗车—半精车—粗磨—精磨
对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。
③粗车—半精车—精车—金刚石车
对于有色金属,用磨削加工通常不易得到所要求的表面粗糙度,因为有色金属一般比较软,容易堵塞沙粒间的空隙,因此其最终工序多用精车和金刚石车。
④粗车—半精—粗磨—精磨—光整加工
对于黑色金属材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此加工路线。
2)典型加工工艺路线
轴类零件的主要加工表面是外圆表面,也还有常见的特特形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。
对普通精度的轴类零件加工,其典型的工艺路线如下: 毛坯及其热处理—预加工—车削外圆—铣键槽—(花键槽、沟槽)—热处理—磨削—终检。
(1)轴类零件的预加工
轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺。
校直毛坯在制造、运输和保管过程中,常会发生弯曲变形,为保证加工余量的均匀及装夹可靠,一般冷态下在各种压力机或校值机上进行校值,
(2)轴类零件加工的定位基准和装夹
1)以工件的中心孔定位在轴的加工中,零件各外圆表面,锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度是其相互位置精度的主要项目,这些表面的设计基准一般都是轴的中心线,若用两中心孔定位,符合基准重合的原则。中心孔不仅是车削时的定为基准,也是其它加工工序的定位基准和检验基准,又符合基准统一原则。当采用两中心孔定位时,还能够最大限度地在一次装夹中加工出多个外圆和端面。
2)以外圆和中心孔作为定位基准(一夹一顶)用两中心孔定位虽然定心精度高,但刚性差,尤其是加工较重的工件时不够稳固,切削用量也不能太大。粗加工时,为了提高零件的刚度,可采用轴的外圆表面和一中心孔作为定位基准来加工。这种定位方法能承受较大的切削力矩,是轴类零件最常见的一种定位方法。