干式加工
- 格式:doc
- 大小:24.50 KB
- 文档页数:2
绿色制造工艺绿色机械是机械制造业发展的必然趋势,而我国对绿色机械制造还处在起步阶段,需要在今后的应用中不断进行创新和开发。
本文主要对绿色制造工艺以及加强绿色机械制造工艺的措施进行了分析。
一、绿色制造工艺绿色制造工艺的最终目的就是合理利用资源和能源以及减少对环境的污染,其是绿色制造的核心问题。
绿色制造工艺可分为:节约资源型工艺技术、降低能耗型工艺技术、环境保护型工艺技术。
(一)节约资源型工艺技术所谓节约资源型工艺技术是指生产过程中对工艺系统的组成进行简化并对原材料的消耗进行节省的一种技术。
在传统加工过程中,消耗大量的原材料,对于全社会的可持续发展有着不利影响,因此,机械制造业秉承绿色理念,积极推广减少资源消耗的绿色技术。
(1)少无切削加工技术。
随着新技术、新工艺的发展,在机械制造行业中,精铸、冷挤压等成型技术和工程塑料的应用越来越成熟。
少无切削加工技术越来越受机械工业的欢迎。
少无切削加工技术适用于对异性孔类零件、齿轮花键、端面爪齿件、台阶种类件等类似零件的加工,尤其适合有色金属制作。
(2)干式加工技术。
干式切削是指在机械加工中为了保护环境和降低成本而有意识地减少使用或不使用切削液的加工方法。
随着人类对水资源的节约和环境保护的高度重视,而切削液所造成的影响和污染已经是不能再置之不理。
(3)减少加工余量。
采用先进的制造技术,随着切削速度的提高,切削力下降,工件变形小,从而保证加工质量。
(二)降低能耗型工艺技术所谓降低能耗型工艺技术是指在生产过程中对能量损耗降低的一种技术。
降低能耗型工艺技术主要包括以下几个方面:(1)常用节能技术。
大量钢铁、煤炭、电力和有色金属等资源都是机械制造企业在生产过程中所必须的,随着能源的紧缺,节能减耗型工艺技术中变得非常重要。
常用节能技术主要包括技术节能、工艺节能、管理节能、适度利用新能源、绿色设备、改进润滑方式。
(2)润滑方式和润滑剂的改进。
首先,设备润滑剂的改进。
设备润滑剂宜发展油气润滑。
干法制粒机工作原理
干法制粒机,也被称为干式制粒机,是一种常用的粉体加工设备,广泛应用于医药、食品、化工等行业。
干法制粒机的工作原理如下:
1. 压力调节:通过调节机器的压力,控制制粒机内部的压力变化。
压力的大小与制粒机的制粒效果有关。
2. 进料:将原料粉末等投入制粒机的进料口。
进料的方式有多种,常见的有手工投料和自动供料。
3. 制粒:经过进料后,原料粉末在制粒机内经过振动、压缩等作用,逐渐形成颗粒状。
制粒的过程中,原料粉末受到机械力的作用,经过压实、剪切等力的作用,使得粉末颗粒之间发生形变和结合。
4. 出料:经过一定时间的制粒过程后,制粒机将形成的颗粒排出。
出料的方式有多种,可以是机械排料,也可以是气力排料。
5. 粒度调节:通过调节制粒机内的参数,如振动频率、压力等,可以控制颗粒的粒度大小。
不同行业和产品的要求不同,需调节的参数也有所差异。
6. 收尘处理:在制粒过程中会产生一定的粉尘,为了减少环境污染和粉尘的损失,通常会配置相应的收尘装置,将粉尘进行收集和处理。
需要注意的是,干法制粒机的工作原理并非只包括上述几步,具体还需要根据使用的制粒机型号和工作方式来确定。
此外,在操作过程中,还需要根据实际情况进行监测和调整,以确保制粒效果和生产效率的达到要求。
浅谈机械加工制造中的绿色制造工艺摘要:绿色制造工艺是绿色机械加工制造中的核心手段,是为加工制造业带来革命性发展的主要方法。
绿色制造工艺的主要目标是为了在加工制造过程中节约成本、降低能源消耗并减少环境污染。
因此,从这个概念上来讲绿色制造工艺可以分为三类:节约资源型工艺、低能耗型工艺和环境保护型工艺。
这三种绿色工艺在制造过程中各有优劣,企业应该根据在加工制造中的主要矛盾灵活、合理的选择使用或者结合使用,以此提高企业制造效益,推进可持续机械加工制造业发展。
关键词:绿色制造工艺;机械加工制造;可持续发展随着社会的飞速发展,机械加工制造行业也在不断的发展和突破。
传统的机械制造工艺,在加工的过程中会产生大量的废弃物,而这些废弃物严重污染了人们的生活环境,对地球的生态平衡造成了巨大的破坏,加速了全球环境的恶化速度。
因此,企业应当尽快调整自身的产业结构,摒弃原有的制造工艺,引入绿色制造工艺,并加大绿色制造工艺技术的发展力度。
1 绿色制造工艺概述绿色制造工艺是以传统制造工艺作为基础,结合对控制技术、材料科学、表面技术等新技术的使用,所研究制造出的新型制造工艺。
使用绿色制造工艺的目的是实现对资源的合理利用、降低能源成本、降低对环境的污染。
按照这三种目的,可将绿色制造工艺在技术上分为三类:节约资源型工艺技术、节省能源型工艺技术、环保型工艺技术。
节约资源型工艺技术指的是在生产时对工艺系统的构成进行简化,并对原材料的消耗量加以节省。
可以用优化设计、减少零件数量、降低零件重量等方法来提高原材料的利用率,从而达到减少材料消耗的效果。
节省能源型工艺技术指的是降低能量在生产过程中的损耗量的工艺技术,目前的低能耗工艺所采用的主要办法有降耗法和减磨法。
而环保型工艺技术指的是利用一些特定的工艺技术,尽可能的减少或消除在生产过程产生的废渣、废气、废液等有害物质。
2 绿色制造工艺的技术类型机械加工制造中绿色制造工艺的类型主要是以绿色制造的基本要求为参照来进行的,将绿色制造工艺分为环保型工艺、能源节约型工艺以及资源节约型工艺,本节主要针对这 3种绿色制造工艺进行讨论。
机械制造中的绿色制造技术
绿色制造技术是一种致力于提高制造效率、减少资源消耗和降低环境污染的制造技术。
在机械制造中,绿色制造技术主要体现在以下几个方面:
1. 节约资源的制造技术:通过优化毛坯形状、采用近净成形方法、提高刀具寿命等方法,减少材料消耗和刀具材料的消耗。
同时,减小或取消切削液的使用,以减少废液排放和回收等问题。
2. 节省能源的制造技术:采用减摩、降耗和低能耗工艺,如干式加工等,以减少能源消耗。
同时,通过工艺模拟技术确定最佳工艺参数、优化工艺方案,预测加工过程中可能产生的缺陷和防止措施,从而能有效控制和保证加工工件的质量。
3. 环保型制造技术:通过一定的工艺手段减少或完全消除机械加工过程对人体和环境的损害。
改进工艺、改进工具、改进加工环境等方法都可以实现这一目标。
4. 纳米技术:纳米技术是一种微加工技术的极限,通过纳米精度的“加工”来人工形成纳米大小的结构。
干式加工简化了工艺、减少成本并消除了冷却液带来的一系列问题。
寻求最合适的干式切削刀具、工件和机床及其参数的最佳配合方式是重点方向。
5. 基于网络的敏捷制造:敏捷制造是一种灵活、快捷的生产制造方式,通过基于网络的信息化技术实现生产过程的快速响应和调整。
综上所述,绿色制造技术在机械制造中的应用主要体现在节约资源、节省能源、环保型制造、纳米技术和基于网络的敏捷制造等方面。
这些技术的应用有助于提高制造效率、减少资源消耗和降低环境污染,推动机械制造业的可持续发展。
一种长寿命炼钢中间包干式料加工及其使用工艺1. 引言在炼钢过程中,中间包起着关键的作用。
它不仅可以保护钢液,还可以减少非金属夹杂物的含量,从而提高钢水的纯度。
而中间包的料加工以及使用工艺对于炼钢的效果和质量有着重要的影响。
为了实现炼钢过程中更加高效和稳定的操作,一种长寿命炼钢中间包干式料加工及其使用工艺应运而生。
2. 中间包干式料加工的重要性中间包的料加工决定了它的使用寿命和效果。
干式料加工相比于传统潮湿料加工,具有更长的使用寿命和更好的热稳定性。
这对于大型炼钢企业来说尤为重要,因为长寿命的中间包可以减少更换和维护的频率,提高生产效率和降低成本。
3. 干式料加工的制备工艺在干式料加工中,采用无机胶粘剂和特殊添加剂,将粉末料粘结成块状,再通过高温烘烤使其硬化成干型料加工块。
这种制备工艺不仅能够提高料块的强度和稳定性,还可以减少对环境的污染。
4. 干式料加工的选材原则在干式料加工过程中,选材尤为重要。
主要要考虑的因素包括料块的耐火度、导热性以及热震裂性。
选择合适的原材料,并进行科学配比,可以保证料块的高强度和稳定性。
5. 干式料加工对中间包的影响干式料加工可以有效提高中间包的使用寿命,减少渗漏和渣化的风险。
料块的热稳定性也使得中间包在高温状态下仍能够保持较好的性能,保护钢水并提高钢水质量。
6. 本文总结长寿命炼钢中间包干式料加工及其使用工艺对于炼钢行业具有重要的意义。
通过干式料加工可以提高中间包的使用寿命和稳定性,从而提高炼钢效率和质量。
我们希望通过对干式料加工的深入研究和应用,能够为炼钢行业带来更多创新和进步。
7. 结语在未来的炼钢行业中,长寿命炼钢中间包干式料加工及其使用工艺将会成为重要的发展方向。
通过不断的研究和实践,我们相信这种工艺将为炼钢行业带来更好的发展和效益。
让我们共同期待这一技术的更加广泛应用和完善。
炼钢是一项关键的工艺,对于钢铁行业的发展具有重要意义。
而中间包作为炼钢过程中不可或缺的设备,其料加工和使用工艺对于炼钢效果和生产质量有着至关重要的影响。
绿色制造中的干式加工绪论:由于生态效益和经济效益的驱动,绿色制造技术被广大的学者提了出来。
对于传统的机械加工方式而言,干式切削加工方式是最可行的应用之一。
要实现干式切削有许多问题需要解决,主要是关于刀具、机床和切削参数方面的。
这几个方面的选择要兼顾,才能很好的实现干式切削。
干式切削是我国未来的机械加工发展的一个趋势。
关键词:干式切削技术材料涂层意义Abstract:As the drive of the ecological and economic benefits, green manufacturing technology has been put out by the majority of scholars. In terms of the traditionalmanufacturing , the method of dry cutting is one of the most feasible application. In order to achieve the dry cutting, there are still many problems to be solved, mainly about the tools, machine tools and cutting parameters.In order to make a right choice,you had better think all of those factors. Dry cutting machining is a trend in the development of manufacturing in our country.Keywords:Dry cutting Technology Material Coating Significance 随着环境意识在全球范围内的增强以及环保法规的要求越来越严格,传统加工方式中所用的切削液对环境的负面作用也越来越明显。
干式变压器外壳加工工艺
干式变压器外壳加工工艺包括以下步骤:
1. 硅钢片纵剪、横剪:这是制作变压器外壳的起始步骤,需要将硅钢片进行纵向和横向的剪切,以适应不同的变压器设计需求。
2. 铁芯迭装及绑扎:将剪切好的硅钢片进行迭装,并使用相应的材料进行绑扎,以确保铁芯的结构稳定。
3. 铁芯端面涂刷环氧树脂绝缘固封:此步骤是对铁芯端面进行绝缘处理,通过涂刷环氧树脂并进行固封,以增强铁芯的绝缘性能。
4. 高低压线圈绕制:根据变压器的设计要求,绕制高低压线圈,这是变压器制造中的重要环节。
5. 高压线圈组模:将绕制好的高压线圈放入相应的模具中,进行固定和支撑。
6. 高低压线圈干燥:通过干燥处理去除线圈中的水分,提高其绝缘性能和使用寿命。
7. 高压线圈真空浇注:在真空环境中对高低压线圈进行浇注,以实现线圈的密封和保护。
8. 高压线圈固化:经过浇注后的线圈需要在一定的温度和时间内进行固化,以确保其稳定性和可靠性。
9. 高压线圈平整:对固化后的线圈进行检查和整平,以确保其满足设计要求和使用性能。
10. 拆除铁芯上轭铁、套装低压线圈、安放高压位基、套装高压线圈、插装
铁芯上轭铁、紧固夹件、出厂试验、安装附件、出厂等步骤也是干式变压器外壳加工工艺的一部分,以确保变压器的整体质量和性能。
总的来说,干式变压器外壳加工工艺涉及多个复杂的步骤和严格的品质控制,需要高度的专业技能和实践经验。
如需获取更详细的加工流程及细节,建议请教相关领域的专业人员。
干式加工----未来金属切削加工发展趋势
2007-09-03 13:00:41 作者:来源:互联网浏览次数:10 文字大小:【大】【中】【小】
简介:干式加工是未来金属切削加工发展趋势之一。
近年来,特别是工业发达国家,非常重视干式切削,为了贯彻环境保护政策,更是大力研究、开发和实施这种新型加工方法。
切削液在加工中对降低切削温度
起了很好的作用 ...
关键字:发展趋势
干式加工是未来金属切削加工发展趋势之一。
近年来,特别是工业发达国家,非常重视干式切削,为了贯彻环境保护政策,更是大力研究、开发和实施这种新型加工方法。
切削液在加工中对降低切削温度起了很好的作用。
也有利于断屑和排屑,但同时也存在一些问题,冷却液的使用、存储、保洁和处理等都十分繁琐,且成本很高。
切削液对环境和操作者身体健康的危害一直受到使用限制。
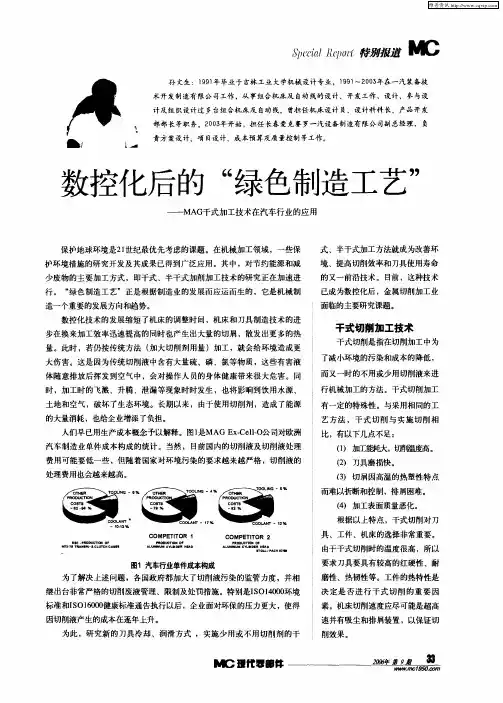
切削液的处理是不经济的,引起了费用增加,这些费用常常被低估,因为它们包含在间接费用之中。
据美国企业的统计,在集中冷却加工系统中,切削液占总成本的14% ~16%,刀具成本只占2%~4%。
据测算,如果20%的切削加工采用干式加工,总的制造成本可降低1.6%。
因此,未来加工的方向是采用尽量少的切削液,耐高温切削材料和涂层使得干加工在机械制造领域变为可
能。
干式加工刀具设计
刀具设计时总是考虑几何形状、刀具材料和涂层之间的相互兼顾,不可能只通过选择合适的刀具材料来用于干加工;或者只用涂层方法使传统的刀具变成干加工刀具。
传统切削加工时,各种加工方式对刀具设计提出不同要求。
干加工刀具必须具备下列条件:耐热性、耐磨性的刀具材料,切屑和刀具之间的摩擦系数要尽可能小,刀具形状保证排屑流畅,易于
散热,高的强度和冲击韧性。
因此,干式加工刀具设计必须考虑如下3个方面:
几何形状。
热效应是干加工的基本问题。
刀具设计时要考虑使得刚开始加工产生热的可能性要小,因此必须切削力小,摩擦小。
深孔加工刀具附加问题是很难将切屑排出,因此刀具设计必须保证有好的切屑排出效应。
在很小的加工力情况下,设计原则为,大前角和大圆
度切削角。
刀具材料。
干加工时切削材料最重要的是耐高温性。
如果必须用大的前角的话,高硬度也是必须的。
目前适用于干式加工的刀具材料有超细颗粒硬质合金、CBN、PCD、陶瓷和
金属陶瓷等。
涂层。
现今,切削加工可以不采用切削液的原因之一是涂层,它通过抑制从切削区到刀片的热传导来降低温度冲击。
因此刀具材料可通过涂层处理,实现“固体润滑”来减少摩擦和粘接,刀具吸收的热量较少,能承受较高的切削温度,涂层在干式加工中有几种功能:将刀
具和切削材料隔离,减少摩擦、隔热。
干加工刀具通常总是涂层,在刀具性能方面起着重要作用。
TiAlN涂层有很好耐热性能和高温性能,它与TiN,TiCN相比,由于添加了Al,从而使刀具的抗氧化性能得到极大改善,非常适用于高速加工和干加工。
它的性能在高温连续切削时,优于TiC约四倍。
干式加工的冷却和润滑
干式加工时如果采用喷雾进行冷却,那么采用切削液加工时的负面影响此时就没有了。
也就是意味着,刀具和工件不用长时间冷却,切屑和刀具之间的分离时间较短,而排屑显得比较困难。
解决这些不利因素的方法,可以通过上面所说的刀具设计和涂层技术来补救。
尽管能有所改善,但有时还是不够的,还须增加使用冷却和润滑。
干式加工中加入冷却或润滑也称为准干式加工。
实际应用的情况有:压缩空气或冷风进行冷却,车削采用-20℃冷风;
磨削冷却方式用-30℃冷风及少量润滑油;喷雾润滑,用于钻削。
干式加工的应用
干式加工意味着可以在钻削、车削和镗削过程中不用切削液。
这可以大大节约成本和保护环境。
目前,欧洲和日本非常重视干式加工的研究,一般来讲,减少切削液的使用可以节省10%到15%的加工成本。
欧洲的工业界已经逐渐意识到了干式加工的优势,在大批量生产中,约有10%到15%的加工已经采用了干式加工。
钻削。
(1)钻头。
为了能进行干式加工,只采用热稳定性好的材料和优化的刀具几何形状是不能达到目的的。
还需要隔热好的硬涂层,TiAlN与TiN或TiCN相比较而言,是最好的隔热涂层。
钻头的材料一般采用细颗粒硬质合金,在一些小直径情况下,可用HSS-CO。
(2)深孔钻。
铣削。
(1)超细颗粒硬质合金。
一般为了实现干式加工,主要在涂层方面进行开发研究。
Sandvik公司已经为干式加工专门设计了多种刀片,其中典型的是带有较厚氧化铝涂层的
刀片。
(2)陶瓷、CBN、PCD。
镗削。
在缸体的缸孔粗加工中,为了提高加工效率,采用氮化硅陶瓷刀片进行干加工。