GA310轴染型浆纱机的功能研究及应用
- 格式:pdf
- 大小:246.74 KB
- 文档页数:4
浆纱机的技术进步与展望萧汉滨【摘要】The paper introduced the technological development of sizing machine in 11 aspects, analyzed in details the technological status of 5 major parts of a sizing machine including size trough, wet splitting device, drying device, waxing device and pre-wet sizing and solid content testing device.% 文章介绍了浆纱机11个方面的技术进步,并详细分析了浆纱机5个主要部分即浆槽、湿分绞装置、烘燥部分、后上蜡装置、预湿上浆及含固率检测装置等的技术现状。
【期刊名称】《纺织导报》【年(卷),期】2013(000)002【总页数】4页(P54-57)【关键词】浆纱机;浆槽;湿分绞装置;烘燥;后上蜡装置;预湿上浆【作者】萧汉滨【作者单位】武汉一棉集团有限公司【正文语种】中文【中图分类】TS103.323“十一五”期间我国棉纺织行业已拥有织机126万台,比“十五”末增长了31.1%。
其中无梭织机占有率由28.71%增长到46.63%,国内“十五”期间开发的与无梭织机配套的GA308型、GA338型、GA368型等七单元传动、电脑控制的新型浆纱机大量投入使用,促进了浆纱机的技术进步。
1 浆纱机的技术进步1.1 经轴架和退绕张力控制普遍采用H型双层经轴架,节约占地面积,经轴容量扩充到20个以上,适应经纱多头份品种需要。
各经轴纱线单独引出,互不干扰,便于处理断头和疵点,张力均匀。
经轴采用滚动轴承和制动带,利用小气缸分别控制各经轴退绕张力。
在经轴退绕直径由大到小和突然减速停车时均能得到控制,保持纱片排列和张力的均匀。
如何改造设备提高浆纱质量?浆纱是织部一个重要的环节,经纱上浆质量的好坏直接关系着织造过程能否正常进行,决定着织物最终质量的好坏。
因此,纺织企业一直对浆纱工序十分重视。
方法一:改造经轴架,改善浆纱机退绕张力不匀目前,浆纱机大多采用消极式退绕方式,这种方式的浆纱机轴架上往往设有纱线张力调节装置。
常见的有皮带重锤式和弹性加压夹钳式两种,其调节效果受操作者经验水平的影响很大,一旦调节不到位,张力不匀不仅会造成纱线的浪费,而且会造成织造困难,影响坯布质量。
实践中我们发现,通过对经轴退绕部分做适当改造,增加张力感应装置,可以解决浆纱机退绕张力不匀等问题。
为此,我们在浆纱机两侧的经轴架上分别安装了固定短轴,使摆架能绕着短轴摆动,并在摆架上设置一个指针,张力辊安装在摆架上,可以随着摆架摆动。
摆架是双臂结构,在一侧臂上安装张力辊,另一侧臂上安装配重,可防止导辊对经纱产生较大的附加张力。
退绕时,张力辊在经纱层上感知纱线张力,只要保证各轴指针显示结果一致就可以保证轴间张力一致。
张力的大小可以通过调整经轴上的夹子来实现。
通过反复试验我们发现,在制作该张力感应装置时,需要注意以下几点:短轴不宜做成通轴,长度以不进入经纱工作幅宽以内为限,以免影响经纱运行;张力辊可采用直径为50毫米的无缝钢管,在两端焊接小轴,表面进行防锈处理;张力辊不可过细,防止弯曲变形影响其转动的灵活性;摆架配重须与导辊质量以及张力相适应,防止纱线受到过度拉伸。
此外,在生产过程中还要注意纱线退绕方式,不要使用互退绕方式,确保各经轴张力的独立性。
我们通过对经纱72。
9特亚麻粘胶混纺纱进行浆纱实践,收到了预期效果。
方法二:采用三浆槽浆纱机,消除经纱覆盖率差异大现象目前,浆纱工艺发展出的一个显著特点,是在高支、高密的基础上,异径纤维、色织品种浆纱技术得到了迅速发展,但这些上浆技术仍有一些不足。
例如,异径纤维因织物不同,占总经根数的比例会大不相同,有时会出现总经根数近10000根的经纱,而异径纤维经纱根数不到1000根,甚至更少的情况,这使得双浆槽浆纱机的两个浆槽的经纱覆盖系数差异很大,对经纱的伸长、张力很难控制,进而影响上浆质量。

GA313型宽幅高效浆纱机是郑纺机研制的新一代高端宽幅浆纱机。
该机车身工作幅宽2400mm,车头最大工作幅宽4000cm,适用于各种短纤纤维上浆工艺,特别是高支高密宽幅家纺,满足各类宽幅单织轴、双织轴喷气织机、高速剑杆织机等,先进的工艺流程,有效的降低纱线的覆盖系数,减少经轴数量,效率大幅提高,解决了多头份,大张力工艺方面的问题。
GA313型宽幅高效浆纱机具有多项技术创新:高支、高密、宽幅织物的高效上浆技术,解决了双织轴织造过程中纱线张力差异大,布幅不平整,产品优等率不高的问题,大幅提高浆纱机生产效率和织造质量;宽幅高压均匀轧辊的成对设计和制造技术,满足宽幅高压上浆工艺需求,为宽幅单轴上浆代替双轴分别上浆提供技术保障,并减轻烘燥负担,有效提高车速,增产、节能效果显著;宽幅、大卷装、大张力卷绕车头的设计和制造技术,满足超宽幅经纱大张力均匀卷绕需求,实现恒张力、变张力等方式卷绕,满足不同的卷绕工艺要求,提高浆纱机织轴卷绕质量;浆纱机干、湿区张力控制技术,解决了浆纱过程中高、低速状态,总经根数不同,品种不同,张力变化大的控制问题,提高浆纱机的控制精度。
郑纺机GA313型宽幅高效浆纱机Zhengzhou Textile Machinery: GA313 wide high-efficient sizing machine GA313 wide high-efficient sizing machine is a new generation developed and manufactured by Zhengzhou Textile Machinery. The working breadth of the machine is 2,400mm and the biggest working breadth of the head is 4,000 cm. It is suitable for the sizing technologies of various short fibers, especially the home textiles in high count and high density. It can satisfy various wide width single driving shaft, double driving shaft air jet loom, high-speed rapier loom and so on. Its advanced technological process can reduce the covering coefficient of the yarns effectively, decrease the quantity of the beam and increase the efficiency dramatically, solving the technological problems of multi-thread division and big tension GA313 wide high-efficient sizing machine has several technological innovations: the high-efficient sizing technology on the high-count, high-density and wide-breadth textiles can solve the problems of great tension variations of the yarns, uneven cloth width, low efficiency of good quality products and so on in the double driving shaft weaving process, thus improving the manufacturing efficiency and weaving quality dra -matically. The pairing design and manufacturing technology of the even roller in wide breadth and high pressure can satisfy the technological demand of sizing in wide breadth and high pressure, so as to provide technological guarantee to use the single shaft sizing in wide breadth to replace the separated sizing of two shafts, relieve the drying burden, accelerate the speed effectively, have significant production increasing and energy con -servation effects. The design and manufacturing technology of the winding head in wide breadth, large package and high tension can satisfy the even winding demand of the warp in super wide breadth in high tension, realize the winding in constant and change-able tensions, reach requirements of different winding technologies, improve the shaft winding quality of the sizing machine. The technology of controlling the tensions in dry and wet areas of the sizing machine can solve the control problems of great tension variations caused by the different speeds, different warp quantities and different varieties in the sizing process, thus improving the control accuracy of the sizing machine.织造设备Weaving equipment E1A40最佳织造设备供应商Highlights 64 China Textile。
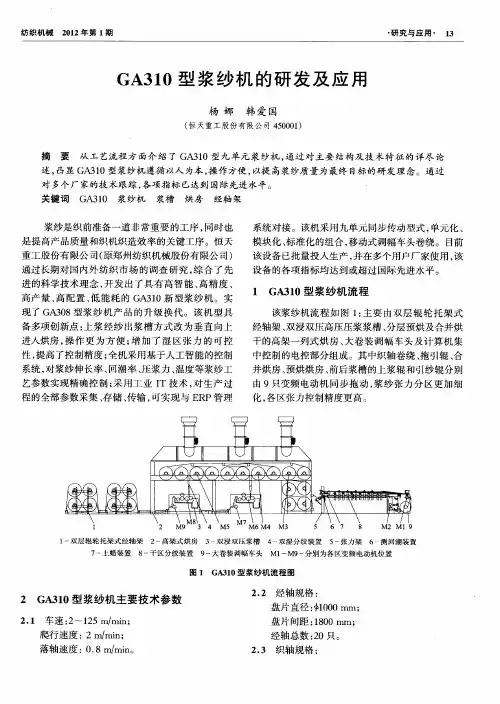
GA308型多单元浆纱机的研发浆纱在织造过程中是一个非常重要的工序,它是提高布机织造质量和效率的关键工序。
郑州纺织机械厂通过长期对国内外纺织市场的调查,吸取国内外最新型浆纱机的特点,应用高新技术研发的GA 308型多单元浆纱机属高档浆纱机,其各项指标均达到了2000年的国际先进水平。
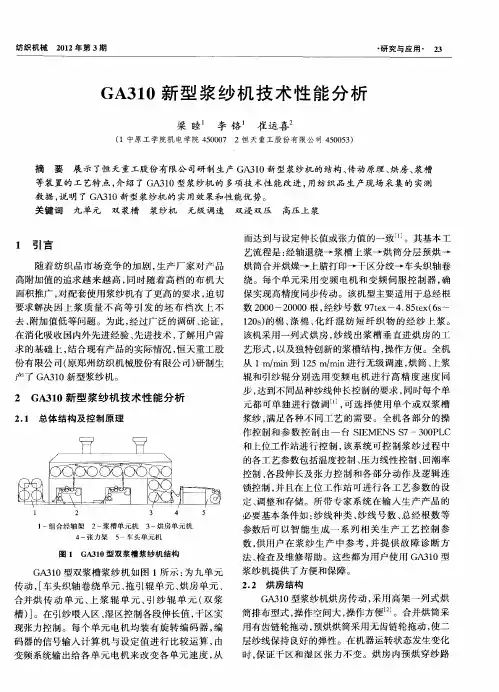
一、主要结构及技术特征该浆纱机主要由双层经轴架、双浸四压高压浆槽、分层及合并烘干的高架烘房、大卷装调幅车头及计算机集中控制的电控部分组成。
其中织轴卷绕、拖引辊、烘房部分、前后浆槽的上浆辊和引纱辊分别由7只电机拖动,故该机称为7单元拖动的GA 308型浆纱机。
1.经轴架采用组合式双层经轴架,每4只经轴为1组。
经轴退绕张力采用恒张力自控装置,每只浆槽的最大退绕张力为3 kN。
在经纱退绕过程中,该装置的经轴摩擦盘的摩擦阻力随着退绕直径的减小而减小,从而使退绕张力基本恒定,同时也能够保证两个浆槽及各个经轴的退绕张力一致。
2.浆槽采用双浸四压的高压上浆系统。
两只浸没辊均有侧压功能,浸压次数增加,压浆力加大,从而提高了浆液的渗透性和上浆工艺适应性。
第二压浆辊采用中固辊结构,最大压力可达40 kN。
应用计算机模拟设计,在设计压力范围内压浆辊和上浆辊的变形量一致,保证经纱上浆的横向均匀性。
主浆槽和预热浆槽联为一体,为箱式夹层结构,均采用不锈钢制造。
浆液循环方向与经纱方向相反,可提高上浆质量。
浆液供给采用自动控制,溢流形式为瀑布式,从而保证浆槽表面浆液流动性好,无浆斑,各点温度一致。
经纱进入浆槽前区有一套引纱装置,从而可控制经纱的喂入张力,利于经纱上浆的渗透。
3.烘房全机采用12只直径800 mm的烘筒进行烘燥,总烘燥量为800 kg/h,其中8只预烘烘筒表面喷涂聚四氟乙烯。
每只浆槽分二层烘燥,降低烘燥覆盖系数,保持浆纱的浆膜完整,毛羽减少。
然后进入4只合并烘筒进行烘燥,根据品种调节温度,达到所需的回潮率。
每只浆槽和烘房之间配置一根湿分绞装置,在分绞棒内通入冷水,由于棒内与棒外的温差产生表面冷凝水,不易挂浆,利于分绞。
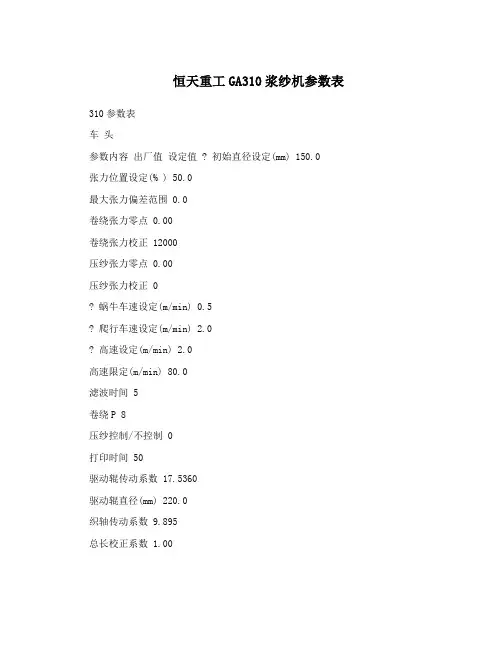
恒天重工GA310浆纱机参数表310参数表车头参数内容出厂值设定值 ? 初始直径设定(mm) 150.0张力位置设定(% ) 50.0最大张力偏差范围 0.0卷绕张力零点 0.00卷绕张力校正 12000压纱张力零点 0.00压纱张力校正 0? 蜗牛车速设定(m/min) 0.5? 爬行车速设定(m/min) 2.0? 高速设定(m/min) 2.0高速限定(m/min) 80.0滤波时间 5卷绕P 8压纱控制/不控制 0打印时间 50驱动辊传动系数 17.5360驱动辊直径(mm) 220.0织轴传动系数 9.895总长校正系数 1.00测长辊校正系数 1.00000 ? 驱动器频率1 0.0 ? 驱动器频率2 0.0 ? 驱动器频率3 0.0 ? 驱动器频率4 0.0 ? 驱动器频率5 0.0 ? 驱动器频率6 0.0 ? 驱动器频率7 0.0 ? 驱动器频率8 0.0 ? 驱动器频率9 0.0 注: 1(?为挡车工在主画面、控制画面和压力画面中亦可设定;?为黑体字,当前实际值。
后同。
2(初始直径设定是指卷绕织轴芯轴的直径。
3(驱动辊即拖引辊。
4(高速设定是前次停车时的速度。
高速限定是为了满足使用厂家为保证浆纱质量而限制最高车速所设的,其最大值为120m/min。
压纱控制/不控制”指设为1时,只有压纱辊抬起(诊断画面显示“压纱”),才能有2.0m/min以5(“上的高速;设为0时,无此限制。
6(设定值栏为本台设备调试值,未填写的按出厂值输入。
共7页第1页为保证用户在数据丢失或更换显示屏时能迅速生产,请在调试后填写该参数表,并妥为保管310参数表经轴退绕前经轴退绕后经轴退绕?张力(N) 800 -7.0 800 -13?总长设定(m) 3750直径(%) 50.00 100 50.00 100零点N 量程% 0.000 1.0 0.000 1.0加/减速力矩 +0.00 -1 +0.00 -1上/下限 70.00 0.00 70.00 0.00 PID 容差L 容差H 影响力L 影响力H 容差L 容差H 影响力L 影响力H1.0 5.0 0.02 0.10 1.0 5.0 0.02 0.10PID限制 0.000 0.000 实际长度(%) 100.00 97.45 100.00 97.45初始惯量 50.0 50.0 ?控制输出量(%) 27.9 0.33Mpsi 27.9 0.33卷轴数量 10.00 10.00 制动因素 0.10 0.10 控制分量 70.00 70.00气压标定系数 0.6[MPsi]每20毫安/[mA] 0.6张力标定系数 1500.00牛顿每100%位置 1500.00合并烘前经轴预烘T11参数内容出厂值设定值? 温度设定值(?) 130温度值校正系数 1.00温度控制P 350.0温度控制I 400.0温度控制D 5.0温控阀上限(%) 100.0温控阀下限(%) 0.0温控PID输出(%) 0.0后经轴预烘T13? 温度设定值(?) 0温度值校正系数 1.0温度控制P 350.0温度控制I 400.0温度控制D 5.0温控阀上限(%) 100.0温控阀下限(%) 0.0? 温控PID输出(%) 0.0共7页第2页为保证用户在数据丢失或更换显示屏时能迅速生产,请在调试后填写该参数表,并妥为保管310参数表合并烘T7参数内容出厂值设定值温度设定值(?) 125 温度值校正系数 1.00 温度允差 2.0 温度控制P 350.0 温度控制I 400.0 温度控制D 5.0 温控阀上限(%) 100.0 温控阀下限(%) 0.0 温控PID输出(%) 干区伸长率设定(%) 0.1 经纱干区伸长系数 1.0 [V1]干区伸长系数 1.0 [V2]干区伸长系数 1.0 [V3]干区伸长系数1.0 [V4]干区伸长系数 1.0 干区张力设定值(N) 1000 干区张力实际值(N) 干区张力偏置(N) 196 干区张力增益 4700回潮率参数内容出厂值设定值 ? 回潮率设定(%) 6.5回潮率校正系数 1.00回潮率允差 0.5回潮率控制上限(m/min) 60.0回潮率控制下限(m/min) 5.0回潮率控制周期 10回潮率控制占空比 4 ? 回潮率控制/不控制 0合并烘传动系数 66.386合并烘筒直径(mm) 800.0伸长系数V1车速(m/min) 0.0伸长系数V2车速(m/min) 5.0伸长系数V3车速(m/min) 15.0伸长系数V4车速(m/min) 50.0 ? 回潮率比例 0.78 (纯棉) ? 回潮率偏置2.500 (纯棉)干区张力控制P 0.006共7页第3页为保证用户在数据丢失或更换显示屏时能迅速生产,请在调试后填写该参数表,并妥为保管310参数表前预烘前预前(T3) 前预后(T4)参数内容出厂值设定值出厂值设定值 ? 温度设定值(?) 110 110温度值校正系数 1.00 1.00温度允差 2.0 2.0温度控制P 350.0 350.0温度控制I 400.0 400.0温度控制D 5.0 5.0温控阀上限(%) 100.0 100.0温控阀下限(%) 0.0 0.0 ? 温控PID输出(%)后预烘后预前(T5) 后预后(T6)参数内容出厂值设定值出厂值设定值 ? 温度设定值(?) 110 110温度值校正系数 1.00 1.00温度允差 2.0 2.0温度控制P 350.0 350.0温度控制I 400.0 400.0温度控制D 5.0 5.0温控阀上限(%) 100.0 100.0温控阀下限(%) 0.0 0.0 ? 温控PID输出(%)前浆槽参数内容出厂值设定值 ? 浆液温度设定值(?) 95 ? 经纱喂入伸长设定(%) 0.1 ? 经纱湿区伸长设定(%) 0.1压力切换V1 10.0 ? 主压浆辊压力设定(kN) ? 压力曲线P1(kN) 9.0 ? 压力曲线P2(kN) 15.0 ? 压力曲线V1 (m/min) 5.0 ? 压力曲线V2 (m/min) 30.0 主压力标定 48.00主压力校正系数 2.440参数内容出厂值设定值温度值校正系数 1.00共7页第4页为保证用户在数据丢失或更换显示屏时能迅速生产,请在调试后填写该参数表,并妥为保管310参数表浆液温度允差 1.0浆液温度P 200.0浆液温度I 50.0浆液温度D 0.0 ? 浆液PID输出(%)退绕总长校正系数 1.0经纱总伸长系数 1.0经纱喂入伸长系数 1.0[V1]喂入伸长系数 4.0[V2]喂入伸长系数 2.0[V3]喂入伸长系数 1.0[V4]喂入伸长系数 1.0经纱湿区2伸长系数[V1]湿区2伸长系数 4.0[V2]湿区2伸长系数 2.0[V3]湿区2伸长系数 1.0[V4]湿区2伸长系数 1.0参数内容出厂值设定值预烘传动系数 66.250预热烘筒直径(mm) 800.0引纱辊传动系数 16.699引纱辊直径(mm) 200.0上浆辊传动系数 23.556上浆辊直径(mm) 248.3主压力允差 1.0 ? 引纱辊使用/不使用 1 ? 上浆辊使用/不使用 1 浆液温度范围 100.0浆液温控阀上限(%) 100.0浆液温控阀下限(%) 0.0经纱湿区1伸长系数[V1]湿区1伸长系数 4.0[V2]湿区1伸长系数 2.0[V3]湿区1伸长系数 1.0[V4]湿区1伸长系数 1.0 注:湿区2指上浆辊与预热烘筒间,湿区1指预热烘筒与合并烘筒间。
浆纱机的主要机构及其作用原理浆纱机的主要机构和作用原理,听起来是不是有点复杂?别担心,咱们慢慢聊。
什么是浆纱机?你可以把它想象成一个特别能“揉捏”纱线的小精灵。
它的工作就是把那种单调的纱线处理得像“新衣服”一样,光鲜亮丽,准备好迎接下一个生产环节。
想象一下,咱们的衣服从一根白色的纱线开始,经过这一番“精雕细琢”,最后变成了你我身上穿的各式各样的衣服。
所以,浆纱机不简单,做的可不止是“简单”的工作,它可是整个纺织过程中的一颗“定心丸”。
浆纱机其实是为了给纱线“加点料”,让纱线变得更加顺滑、坚韧。
大家听说过“浆”,这不就是让纱线表面涂上一层特殊的液体嘛。
这样一来,纱线的强度增强,织布的过程中就不容易断了。
这么一搞,不但能减少断纱的几率,省去了不少麻烦,还能提高工作效率。
你要知道,要是纱线断了,重新修复那可是一大堆事,大家都得停下来等。
所以,浆纱机可真是解决了一大难题。
浆纱机的核心就是它的几个“机关”。
有了这些机构,才有办法让纱线处理得好。
首先就是“加浆装置”。
这是浆纱机的关键部分,没有它,啥也做不了。
简单来说,它就像是纱线的“浴缸”,把液体浆料均匀地涂抹在纱线上。
如果浆料加得不均匀,纱线就可能出现问题,不仅不光滑,可能还会打结。
谁都知道,纱线的顺滑程度直接影响到织布的效果,谁喜欢穿上衣服一摸就能感受到“粗糙”呢?接下来就是“送纱装置”,它的任务就是把纱线从一卷卷大线轴送到浆纱机上。
想象一下,送饭的小哥把饭菜送到你面前,你能吃得饱,纱线通过送纱装置,能够顺利地被加浆,又能顺利地穿过其他部分,整个流程才不会“卡壳”。
这部分看起来简单,但在浆纱机的运行过程中,它保证了纱线不被拉断,不被卡住。
再说说“烘干装置”,这部分可真是幕后英雄。
加了浆的纱线湿乎乎的,不能直接拿去用啊。
必须得先烘干,不然可就容易发霉了。
而这个“烘干”过程,类似于晾衣服时需要的“暴晒”,把湿漉漉的纱线晾干,烘干装置就是这道“阳光”。
通过烘干,纱线的浆液干透了,就能达到预期的效果,纱线也变得更加坚韧了。

PLC和变频在GA331浆纱机上的应用
袁建辉;朱建人
【期刊名称】《上海纺织科技》
【年(卷),期】2001(29)4
【总页数】1页(P37-37)
【关键词】浆纱机;PLC;变频技术;应用
【作者】袁建辉;朱建人
【作者单位】南通第三棉纺织厂
【正文语种】中文
【中图分类】TS103.323
【相关文献】
1.通用变频器在进口浆纱机上的应用 [J], 马晓红;涂宏军;李欧
2.变频调速器在浆纱机上的应用 [J], 白瑞海
3.变频器在多单元传动浆纱机上的应用 [J], 张永军;曹东风;屈晓慧
4.变频调速在浆纱机上的应用 [J], 王祖军;丁梅芹
5.变频调速技术在多单元浆纱机上的应用 [J], 张卫红
因版权原因,仅展示原文概要,查看原文内容请购买。
专利名称:一种用于GA301型系列浆纱机的输浆泵总成专利类型:实用新型专利
发明人:吴思毅,肖彬
申请号:CN201120533050.8
申请日:20111219
公开号:CN202579209U
公开日:
20121205
专利内容由知识产权出版社提供
摘要:一种用于GA301型系列浆纱机的输浆泵总成,用于解决原输浆泵总成所用蝶形泵易磨损、更换价格昂贵的问题。
构成包括电机、联轴器、减速器、链轮联轴器、和输浆泵,特别之处是:所述电机为双速电机,所述减速器为针轮摆线减速器,所述输浆泵为叶片泵,电机经联轴器带动减速器,减速器通过链轮联轴器驱动传动轴,传动轴带动叶片泵工作,通过叶片泵出浆口输送浆液。
本实用新型以改进结构的叶片泵取代蝶形泵,简化了输浆泵总成结构,节省了原材料,且易维修、成本低、效率高,在不改变电机转速及减速器速比的情况下,供浆能力比原蝶形泵提高了50%。
申请人:保定中纺依棉纺织有限公司
地址:072558 河北省保定市徐水县大王店镇中纺路一号
国籍:CN
代理机构:石家庄冀科专利商标事务所有限公司
更多信息请下载全文后查看。