第4章 挤压与拉拔设备
- 格式:pdf
- 大小:2.31 MB
- 文档页数:74

挤压与拉拔新技术
静液挤压简介:挤压方式的一种。通过凸模加压给液体,由液体将压力传给坯料,使金属通过凸模成形。由于坯料侧面无普通挤压时存在的摩擦力所以变形均匀,可提高挤压变形量所需的挤压力也比普通挤压时小。主要用于挤压大变形量的线材、型材或是挤压低塑性材料。
静液挤压所使用的高压介质,一般有粘性液体和粘塑性体。前者如蓖麻油、矿物油等,主要用于冷静液挤压和500~600℃以下的温、热静液挤压;后者如耐热脂、玻璃、玻璃-石墨混合物等,主要用于较高熔点金属的热静液挤压(坯料加热温度在700℃以上的挤压)。
与普通挤压法一样,根据需要,静液挤压可在不同的温度下进行。一般将金属和高压介质均处于室温时的挤压过程,称为冷静液挤压;在室温以上变形金属的再结晶温度以下的挤压过程,称为温静液挤压;而在再结晶温度以上的挤压过程,称为热静液挤压。
类型:
静液挤压的类型按挤压时的温度不同可分为冷静液挤压和高温静液挤压两种。(1)冷静液挤压在常温下进行。布彼克等人研究的一种兼有拉线作用的线材静液连续挤压,就属于冷静液挤压,它的原理如图2所示。被加工的线坯通过起拉伸作用和密封作用的入口模,在拉力和高压液体的共同作用下被挤出,借助于卷筒的不停转动,便可实现连续挤压。采用这种方法生产线材,可使道次变形率大大超过拉伸极限。冷静液挤压的主要缺点是设备结构与操作比较复杂,卷筒的传动部分在高压室外,需采用高密封技术,每次拉线前的准备时间较长。(2)高温静液挤压使用的高压液体的温度超过金属的再结晶温度的静液挤压。高压液体一般是动物油和矿物油,挤压温度可在300℃左右。采用耐热油脂作为高压液体时,挤压温度最高可达到1000℃;但当挤压温度高于500℃时,通常不用耐热油脂,而使用金属氧化物或一些盐类作高压液体。
优点:摩擦小,变形均匀,模磨损小,材料处于高压介质中,有利于提高材料的变形能力,适用于低温大变形加工。
缺点:需要对坯料进行预加工,介质的填充和排泄,效率低,需要解决高压密封

挤压:对放在容器中的钢坯一端施加以压力,使之通过模孔成型的一种压力加工方法。正挤压特征:金属流动方向与挤压杆运动方向相同,钢坯与挤压筒内壁有相对滑动,二者间存在很大外摩擦。正挤压三个阶段:开始,金属承受挤压杆的作用力,首先充满挤压筒和模孔,挤压力急剧上升。基本,一般筒内的锭坯金属不发生中心层与外层的紊乱流动,挤压力随筒内锭坯长度的缩短,表面摩擦总量减少,几乎呈直线下降。终了,管内金属产生剧烈的径向流动,即紊流,易产生缩尾,此时工具对金属的冷却作用,强烈的摩擦作用,使挤压力迅速上升。填充系数:挤压筒内断面积与锭坯的断面积之比,指金属发生横向流动,出现单鼓或双鼓时的变形指数。挤压比:挤压筒腔的横断面积与挤压制品总横断面积之比,指金属不发生横向流动时的变形指数。粗晶芯:反挤压棒材纵向低倍组织上,沿中心缩尾边缘一直向前延伸,形成一个特殊粗晶区,叫。死区:在基本挤压阶段,位于挤压筒与模子端面交界处的金属,基本上不发生塑性变形,故称为死区。死区产生原因:强烈的三向压应力状态,金属不易达到屈服条件。受工具冷却,σs增大。摩擦阻力大。影响死区因素:模角,摩擦力,挤压比,挤压温度速度,模孔位置。死区的作用:可阻碍锭坯表面的杂质、氧化物、偏析瘤、灰尘及表面缺陷进入变形区压缩锥而流入制品表面,提高制品表面质量。终了挤压三大挤压缩尾及防止措施:挤压缩尾是出现在制品尾部的一种特有缺陷,主要产生在终了挤压阶段。缩尾使制品金属不连续,组织与性能降低,依其出现部位有中心缩尾(当钢坯渐渐被挤出模孔,后端金属容易克服挤压垫上的摩擦力产生径向流动,将钢坯表面上常有的氧化物,偏析瘤,杂质或油污带入制品中心,破坏了制品致密性,使制品低劣)。环行缩尾(出现在制品断面中间,形状为圆环。堆积在靠近挤压垫和挤压筒交界处的金属沿着后端难变形区的界面流向了制品中间层)。皮下缩尾(出现在制品表皮内,存在一层使金属径向上不连续的缺陷)。措施:对锭坯表面进行机械加工~车皮。采用热剥皮挤压。采用脱皮挤压。进行不完全挤压~留余压。保持挤压垫工作面清洁,减少锭坯尾部径向流动可能性。影响金属流动因素:接触摩擦与润滑的影响。工具与锭坯温度(工具的冷却作用,金属导热性,合金相变,摩擦条件)。金属强度特性。工具结构与形状(挤压模,模角越大,越不均匀。挤压筒。挤压垫)。变形程度。挤压力:挤压杆通过挤压垫作用在钢坯上使之依次流出模孔的压力。影响挤压力因素:挤压温度与变形抗力(挤压力大小与金属变形抗力成正比)。变形程度(正比)。挤压速度(开始挤压,力大。继续进行,力降。若缓慢挤压,力可能一直升高)。挤压模角(角大,力先高后小)。制品断面形状。锭坯长度(越长,越大)。挤压方法(反挤小,正大)。粗晶环:合金在热变形处理中形成异常大的晶粒,这种粗大晶粒在制品中分布通常不均匀,呈环状分布在制品断面周围,称粗晶环。粗晶环分布规律:单孔模粗晶环均匀的分布在周边,多~出现在局部周边,呈月牙形。模孔数少,牙形粗晶环较长,~多,短。型材棒材断面上分布不均匀,在型材角部或转角区,粗晶环厚度较大,晶粒较粗。粗晶环形成基理:粗晶环产生部位常常是金属材料承受剧烈附加剪切变形的部位。挤压温度越高,粗晶环越厚。影响粗晶环因素:合金元素。铸锭均匀化。挤压温度。应力状态。挤压方式。变形程度。挤压效应及产生原因:某些工业用铝合金经过同一热处理,淬火与时效后,发现挤压制品纵向上的抗拉强度要比其他压力加工制品的高,而延伸效率较低的情况称挤压效应。原因:内因:凡是含有过渡元素的热处理可强化的铝合金都会产生挤压效应。外因:变形与织构:挤压时,金属处于三向压缩应力状态和二压一拉变形状态,变形区的内部金属流动平稳,网状膜不破,使得制品纵向抗拉强度提高。阻碍角:在型壁较厚和比周长较短处的模孔入口做一个小斜面,斜面与模子轴线间的夹角。促流角:为了促进金属向弯壁部分流动,对阻力大的薄壁部分做一个具有rc角的促流斜面。挤压机分类:传动类型:机械,液压(结构:卧式,立式。)。舌比:对于半空心型材,把型材断面所包围的空心部分的面积A与型材开口宽度的平方W^2之比,R=A/W^2。穿孔针:对实心锭进行穿孔或用实心锭生产管材。挤压垫:防止高温金属与挤压杆直接接触,并防止金属倒流。挤压模:用于生产所需要的形状尺寸的制品。挤压杆:用于传递挤压力。挤压筒:盛放高温锭坯。模孔类型:平模,流线,双锥,锥,平锥,碗形,平流线。多孔模设计:生产直径较小的棒材和简单小断面型材时,为了提高挤压机生产率或为了限制挤压比过大而引起的挤压力太高,以及受料台长度有限使挤出的制品不能过长等原因采用多孔模挤压。型材模设计时,减少金属流动不均措施:型材的重心布置在模子的中心上。(适用于两个以上对称轴型材)。采用对称位置布置模孔。(对称面少的型材,采用对称布置模孔增加整体的对称性)。采用不等长的工作带(工作带增加摩擦力,迫使金属流向阻力小的位置,达到流动均匀的目的)。采用阻碍角或促流面。采用平衡模孔。采用附加筋条。单孔模设计如何合理布置模孔:具有两个以上对称轴的型材,型材的重心布置在模子中心。具有一个对称轴,且断面壁厚差较大的型材,型材的重心相对模子偏一定距离,且将金属不易流动的壁薄部位靠近模子中心。壁厚差不太大,但断面较复杂的型材,将型材外接圆的圆心布置模子中心。挤压实心材料常见的缺陷及防止措施:1.扭拧:分麻花状扭拧(在流速快一侧阻碍或慢的一侧加快)和螺旋状扭拧(同上)。2.波浪:在流速快的部位通过加长工作带或做阻碍角进行阻碍。3.侧弯:阻快加慢,或在流速慢端涂润滑油,或使锭坯加热均匀,或改善模孔分布状态。4.扩口:一般将流速快的一侧加以阻碍,但沿型材长度方向扩口,不是连续时,不必修模,可通过矫辊矫正。5.平面间隙不合格:间隙若由工作带设计不合理所致,修模时将流速快一侧阻碍,若由模子弹性变形引起尺寸不足和间隙不合格,则可将悬壁部分工作带作一个斜角处理。6.尺寸不足:金属填充不满引起的尺寸不足。流体不均~模孔弹性变形~模孔下塌~模具弹性变形和整体弯曲~中间尺寸变小~金属供应不足~。7.角裂:对于内部角裂,将悬壁部位尖棱处修一小圆角或涂抹润滑油。外部角裂,若是模孔角部出现裂纹,则更换模子,否则将角部做一小圆角或涂润滑油。挤压筒:由二层或三层以上的衬套以过盈热配合组装在一起的。提高挤压工具寿命途径:改进工具结构形状。制定和严格控制合理的挤压工具参数。合理预热和冷却挤压工具。合理安装挤压工具。改善挤压工具材料的制造和加工工艺。挤压比的选择:根据工艺生产流程,其值控制在6~100。1.金属与合金的可挤压性(确定挤压温度后,挤压比增大制品流出模孔的温度速度都升高。避免制品表面粗糙裂纹,选择合适挤压比)。2.制品质量要求(挤压热加工的制品时,挤压比不得小于10,毛料不小于5)。设备能力限制(挤压比值能实现挤压又不超过设备能力)。挤压温度的选择:合金状态图
压力加工:借助外力使金属产生塑性变形进而形成各种尺寸、形状和用途的零件和半成品。(不同于机加工)工业中广泛使用的零件一般通过下列方法获得:
铸造,如轧机牌坊;铸造 —— 机加工,如轧辊;铸造 —— 压力加工,如钢轨;铸造 —— 压力加工 —— 机加工,如螺栓等。
重要用途的零件一般均需通过压力加工。压力加工的主要方法有:轧制;挤压与拉拔;锻造与冲压主要产品有:
板、带、条、箔;轧制管、棒、型、线;挤压与拉拔各种零件如车轴、饭盒、洗衣机筒等;锻造与冲压
1)挤压与拉拔产品简介
A 管材
按截面形状分:圆管、型管如方、六角形管等;
按合金种类分:铝管、铜管、钢管等;
按生产方法分:挤制管、拉制管、焊管、铸管、盘管、无缝管等;
按用途分:空调管、压力表管、波导管、锅炉管、输油管、冷凝管、天线管等;
按性能分:M(退火态)、R(热态)、Y(硬态)、Y2(半硬态)、C(淬火态)、CZ(淬火自然时效态)、CS(淬火人工时效态)等;
此外:翅片管、蚊香管等。
B 棒、线材
棒材:D>6mm;分类与管材类似;大多是半成品,进一步加工成各种零件,如弹簧,螺栓、螺母等;
线材: D<6mm;多以盘状供货,广泛应用于仪器仪表、电子电力部门,如电线电缆等。
C 型材
非圆截面材,又称经济断面材(可提高材料的利用率);铝、钢型材较多;
许多型材只能用压力加工法生产,如
钢轨、变断面型材
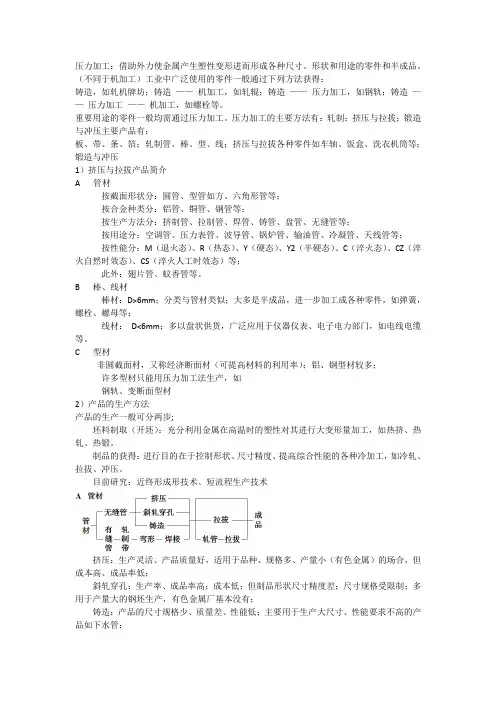
2)产品的生产方法
产品的生产一般可分两步;
坯料制取(开坯):充分利用金属在高温时的塑性对其进行大变形量加工,如热挤、热轧、热锻。
制品的获得:进行目的在于控制形状、尺寸精度、提高综合性能的各种冷加工,如冷轧、拉拔、冲压。
目前研究:近终形成形技术、短流程生产技术
挤压:生产灵活、产品质量好,适用于品种、规格多、产量小(有色金属)的场合,但成本高、成品率低;

第 四 章 机器设备评估
一、单项选择题
1.修复费用法适用的可修复费用是指( )。
A.修复在技术上可行
B.修复在经济上和技术上都可行
C.技术上可行但经济上不可行
D.经济上可行但技术上不可行
2.一台数控机床,重置成本为200万元,已使用2年,其经济寿命为20年,现在该机床的数控系统损坏,估计修复费用为20万元,其他部分工作正常。该机床的实体性贬值额为( )
A.38万元 B.18万元
C.20万元 D.30万元
3.下列贬值属于功能性贬值的是( )。
A.由于大量产品积压,某车间有三班倒改为两班造成的开工不足
B.由于设备生产厂家采用新技术,使某厂使用的车床相对物耗上升了20%
C.由于市场疲软,某车间的10台机床,只有6台使用,造成4台闲置
D.由于原材料紧俏,某厂处于半停产状态,造成设备闲置
4.下列情况中属于功能性贬值的是( )。
A.由于原材料紧缺,某工厂处于半停产状态
B.野外作业的大型机械物理性能的损耗
C.由于产品大量积压,某车间设备开工不足
D.设备生产厂家采用新设计,使某厂使用的机床相对能耗上升了8%
5.复原重置成本与更新重置成本之差表现为 ( )
A.超额营运成本 B.超额投资成本
C.功能性贬值 D.与功能贬值无关
6.如果设备评估对象采用了更新重置成本,在功能贬值测算中应考虑 ( )。
A.超额投资成本
B.超额营运成本
C.超额投资成本和超额营运成本两者均考虑
D.超额投资成本和超额营运成本两者均不考虑
7.判断设备已使用年限,不需考虑的因素是( )。
A.设备更新改造情况
B.设备利用情况
C.技术进步情况
D.设备磨损情况
8.某被评估设备目前已不再生产,该设备与更新后的新设备相比,在完成相同生产任务的前提下,多使用3名操作工人,每年多耗电100万度,如果每名操作工人的工资及其他费用为每年1.8万元,每度电的价格为0.45元,自评估基准日起该设备尚可使用8年,折现率为10%,企业所得税税率为33%,不考虑其他因素,则该设备的功能性贬值最接近于( )万元。