铸造部砂处理
- 格式:docx
- 大小:56.03 KB
- 文档页数:3

一种铸造废砂再生方法铸造废砂是指在铸造过程中所产生的废旧砂料,通常包含砂型和砂芯。
这些废旧砂料一般被视为固体废弃物,会给环境造成一定污染,同时也会占据大量的土地资源。
因此,进行铸造废砂的再生变得尤为重要。
目前,有一种主要的铸造废砂再生方法是通过热处理技术进行再生。
整个再生过程主要包括废旧砂料的表面清理、砂芯的焙烧与熔融处理以及砂型的热处理。
首先,废旧砂料的再生过程应从表面的清理开始。
废旧砂料通常附着有金属粉末、涂料、油脂等物质。
清理过程可以采用物理方法或化学方法。
物理方法包括振动筛、喷砂等,可以将附着在废旧砂料表面的杂质彻底清除。
化学方法则可以采用溶剂、溶液等对废旧砂料进行浸泡清洗。
清理完成后,可以得到相对干净的砂料。
接下来,焙烧与熔融是再生过程中一个重要的环节。
焙烧砂芯时需要提高温度至砂芯矿物质的熔点附近,使得砂芯矿物质在高温条件下熔融,并迅速冷却固化,从而实现砂芯的再生。
这个过程需要控制好温度和时间,确保砂芯能够充分熔融而不破坏砂芯的结构。
焙烧后,砂芯可以经过粉碎处理,得到再生的砂料。
砂型的再生与砂芯类似,也需要进行热处理。
热处理包括预热和燃烧两个阶段。
预热阶段是将废砂型加热到一定温度,使得有机物、附着在砂粒表面的杂质等挥发。
燃烧阶段则是进一步提高温度,燃烧掉有机物质和其它可燃杂质,以达到再生的目的。
砂型经过热处理后,也可以通过粉碎处理得到再生的砂料。
在废砂料再生的过程中,还需要对废气和废水进行处理。
废气主要包括焙烧和热处理过程中产生的烟气。
废气处理可以采用洗涤、吸附、脱硫、脱硝等方法,将其中的有害气体去除或减少。
废水处理则需要采用物理、化学和生物等多种处理方法,使废水达到排放标准。
最后,再生的砂料可以经过筛分、调配等处理,以满足不同铸造工艺的要求。
再生的砂料可以降低铸造成本,减少对新砂的需求,同时也减少了对自然资源的消耗和对环境的污染。
总结起来,铸造废砂的再生主要通过热处理技术,包括焙烧与熔融处理以及热处理。
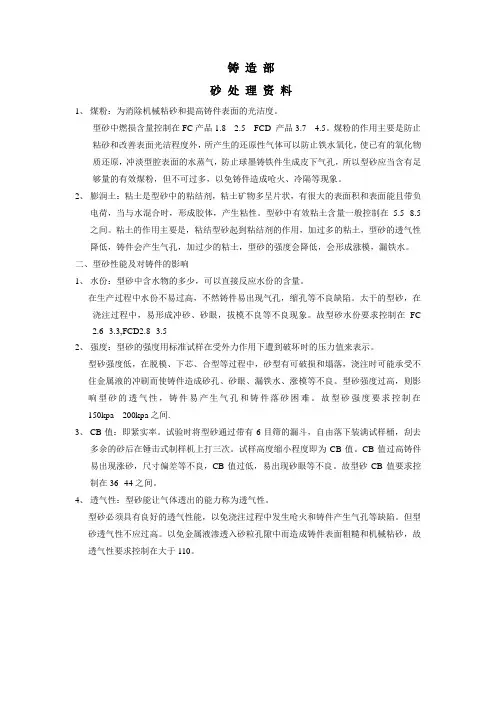
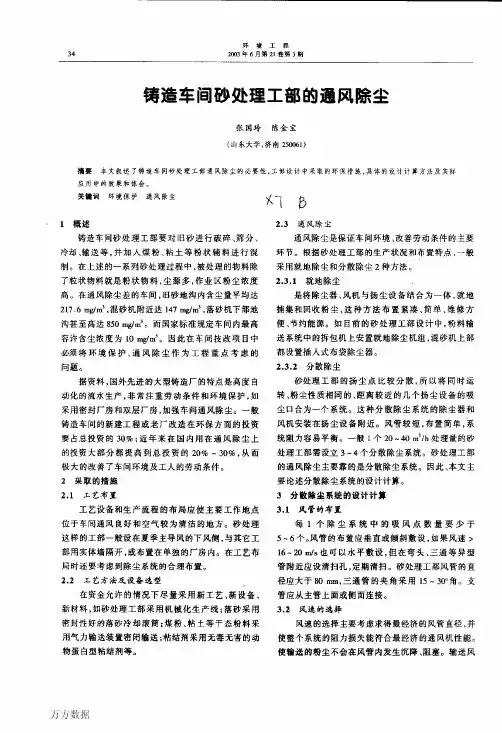
铸造部砂处理资料1、煤粉:为消除机械粘砂和提高铸件表面的光洁度。
型砂中燃损含量控制在FC产品1.8---2.5 FCD 产品3.7---4.5。
煤粉的作用主要是防止粘砂和改善表面光洁程度外,所产生的还原性气体可以防止铁水氧化,使已有的氧化物质还原,冲淡型腔表面的水蒸气,防止球墨铸铁件生成皮下气孔,所以型砂应当含有足够量的有效煤粉,但不可过多,以免铸件造成呛火、冷隔等现象。
2、膨润土:粘土是型砂中的粘结剂,粘土矿物多呈片状,有很大的表面积和表面能且带负电荷,当与水混合时,形成胶体,产生粘性。
型砂中有效粘土含量一般控制在 5.5--8.5之间。
粘土的作用主要是,粘结型砂起到粘结剂的作用,加过多的粘土,型砂的透气性降低,铸件会产生气孔,加过少的粘土,型砂的强度会降低,会形成涨模,漏铁水。
二、型砂性能及对铸件的影响1、水份:型砂中含水物的多少,可以直接反应水份的含量。
在生产过程中水份不易过高,不然铸件易出现气孔,缩孔等不良缺陷。
太干的型砂,在浇注过程中,易形成冲砂、砂眼,拔模不良等不良现象。
故型砂水份要求控制在FC2.6--3.3,FCD2.8--3.52、强度:型砂的强度用标准试样在受外力作用下遭到破坏时的压力值来表示。
型砂强度低,在脱模、下芯、合型等过程中,砂型有可破损和塌落,浇注时可能承受不住金属液的冲刷而使铸件造成砂孔、砂眼、漏铁水、涨模等不良。
型砂强度过高,则影响型砂的透气性,铸件易产生气孔和铸件落砂困难。
故型砂强度要求控制在150kpa---200kpa之间.3、CB值:即紧实率。
试验时将型砂通过带有6目筛的漏斗,自由落下装满试样桶,刮去多余的砂后在锤击式制样机上打三次。
试样高度缩小程度即为CB值。
CB值过高铸件易出现涨砂,尺寸偏差等不良,CB值过低,易出现砂眼等不良。
故型砂CB值要求控制在36--44之间。
4、透气性:型砂能让气体透出的能力称为透气性。
型砂必须具有良好的透气性能,以免浇注过程中发生呛火和铸件产生气孔等缺陷。

消失模铸造以其良好的工艺性能,较高的尺寸精度及“投资少、见效快、质量高、成本低、节约资源、有利于环境保护、经济效益显著”等诸多的优越性,已在国内外得到广泛推广。
目前国内已有很多厂家采用消失模铸造工艺替代粘土砂、树脂砂、水玻璃砂铸造工艺,其根本是降低铸件成本,保证铸件尺寸精度,解决复杂铸件的成品率,提高铸件质量。
近几年消失模铸造发展较快,充分说明了消失模铸造正在被更多的人接受。
按各工序的性质与特点,消失模铸造通常由白区、灰区、黑区等三大区域组成。
铸造生产过程中这三大区域是相互独立又密不可分的。
特别是黑区中消失模铸造砂处理系统的正常运行,对前后工序的衔接起着非常重要的纽带作用。
根据消失模铸造工艺的要求,其砂处理系统应具备落砂、分砂筛选、磁选、冷却、提升、存砂、除尘等功能。
消失模铸造砂处理系统对除粉尘、除杂物和型砂冷却等都有较高要求,当前市场中有些砂处理系统在除尘和冷却能力上存在着严重的缺陷,导致型砂的温度不能冷却到设计要求(一般要求≤50℃),除尘效果又差,致使生产过程中常因为型砂温度过高而暂停使用,严重影响生产。
旧砂的筛分除渣、冷却和除尘是消失模铸造旧砂处理系统最重要的工艺及设备环节。
我公司针对消失模铸造砂处理的特点设计生产的分砂筛选及冷却除尘设备,在国内一些消失模铸造厂砂处理线中发挥着重要的作用。
一、冷却输送分砂器是将翻箱后的落砂经过储砂斗收集连续供料给冷却输送分砂器,此时的进砂温度局部可高达400~500℃左右,所以筛板常选用耐热不锈钢板网,用于杂物的分离。
冷却输送分砂器为双层,可进行杂物、砂粒及微粉的分选,消失模铸造车间的高温旧砂进行初步降温冷却输送而设计的。
该机为多功能综合一体设备,既能给高温型砂降温又能分选出可用的型砂。
由于设备主体中设有冷却水箱,过筛后的砂粒与冷却水箱上表面充分接触,砂粒的热量通过冷却水箱面板将热量间接传给冷却循环水而达到降温目的,一次降温可使型砂温度低于180~200℃。
铸造砂处理工部工艺流程1.铸造砂处理工部负责处理和维护铸造砂。
The foundry sand processing department is responsible for processing and maintaining foundry sand.2.首先,使用筛网将回收的铸造砂进行筛选和分级。
First, use screening to sieve and grade the recycled foundry sand.3.筛选后的铸造砂被送入破碎机进行粗破碎。
The screened foundry sand is sent to the crusher for coarse crushing.4.粗破碎后的铸造砂进入细碎设备进行进一步粉碎。
The foundry sand after coarse crushing enters the fine crushing equipment for further grinding.5.细碎后的铸造砂要经过磁选器去除其中的铁质杂质。
The foundry sand after fine crushing needs to be passed through a magnetic separator to remove iron impurities.6.清洁后的铸造砂经过干燥处理以去除其表面的水分。
The cleaned foundry sand is dried to remove moisture from its surface.7.完成干燥后的铸造砂经常存放在仓库中以备使用。
The dried foundry sand is often stored in the warehouse for future use.8.当需要使用时,将存放的铸造砂装入搅拌机中进行拌合。
When needed, the stored foundry sand is loaded into the mixer for blending.9.搅拌后的铸造砂用于铸造模具制作和其他铸造工艺。
铸件粘砂的原因及处理
铸件粘砂是铸造过程中常见的一种问题,它会影响到铸件的质量和生
产效率。
以下是铸件粘砂的原因及处理方法。
一、原因
1. 粘合剂不当:粘合剂含量过高或过低、粘合剂与沙子混合不均匀等
都会导致铸件粘砂。
2. 沙子质量差:沙子中含有杂质、水分过高等都会导致铸件粘砂。
3. 烘干温度不当:沙子在烘干时温度过高或过低都会导致铸件粘砂。
4. 铸造温度不当:铸造温度过高或过低都会导致铸件粘砂。
5. 铸造压力不足:如果压力不足,就无法使沙子紧密地填充模具,从
而导致铸件粘砂。
二、处理方法
1. 调整粘合剂配比:根据实际情况调整粘合剂的配比,确保混合均匀,
并控制好含量,以避免出现问题。
2. 选择优质沙子:选择品质良好的沙子,减少沙子中的杂质,降低水分含量,以避免铸件粘砂。
3. 控制烘干温度:控制好烘干温度,确保沙子干燥透彻,以避免铸件粘砂。
4. 控制铸造温度:根据实际情况控制好铸造温度,确保合适的温度范围内进行铸造,以避免出现问题。
5. 增加铸造压力:增加铸造压力可以使沙子更加紧密地填充模具,从而减少铸件粘砂的发生。
6. 做好清理工作:及时清理模具中残留的沙子和杂质等物质,以保证下一次使用时不会出现问题。
总之,在进行铸造过程中要注意各个环节的控制和调整,并及时处理出现的问题。
只有这样才能保证生产效率和产品质量。

砂处理设备的设计自从高效的高压、射压、气冲、静压自动造型线广泛应用后,一方面型砂性能要求提高,如湿压强到0.17 Pa~0.22 Pa,水分2.8%~3.5%,紧实率3.6%~4.2%,透气性大于80,有效粘土含量6%~8%,有效煤粉含量4%~5%;另一方面小时用砂量大大提高,要求型砂处理系统总能力及单机能力要提高,并有可靠的生产过程快速检测及控制型砂质量的方法和手段。
与高效自动造型线配套的高效混砂机及加料称量装置、旧砂冷却器、电控系统、型砂性能在线检测装置大多靠引进。
湿型砂混制方面,以两大类产品为代表,一类是以Simpson 公司及B&P 公司产品为代表的非转子混砂机,即碾轮式和摆轮式混砂机,另一类是以Erich 公司产品为代表的转子混砂机,这两类混砂机都能较好地混制出满足造型要求的合格型砂,但转子混砂机的效率高。
转子混砂机自问世以后,很快得到推广应用,并迅速取代辗轮式混砂机。
国产辗轮式混砂机普遍存在驱动功率不足,一次混砂量达不到额定值,混砂机的实际生产率大打折扣。
国内混砂设备生产商在消化吸收引进高效转子混砂机技术基础上,研制了不同形式的国产转子混砂机并迅速用于铸造生产中。
外资企业或独资或合资合作在国内建厂,生产砂处理设备,更好的适应了国内对性价比高的高效混砂设备的需求。
与混砂机配套的称量、定量装置、电气控制系统不断完善定型,可由国内砂处理设备厂成套供应;但国产型砂性能在线检测装置未能得到推广应用,需要进口或采用合资合作生产产品。
在旧砂回用处理方面,铸造工作者对旧砂性能控制的认识不断加深,不仅重视旧砂回用处理过程中的磁选、破碎筛分、冷却去灰等关键环节,还重视旧砂性能的稳定均匀,以减少因砂铁化、浇注温度、不同时段生产铸件的变化而带来旧砂质量的不稳定。
旧砂的回用处理流程设计是保证旧砂质量均匀稳定的关键,因而更加重视旧砂处理的流程设计。
在流程设计中,根据不同产量,不同布置要求和不同的外部条件,经多次的分流聚合,设多个料仓调节,均匀使用不同时段旧砂,以使整个流程中的旧砂质量变得比较稳定。
处理铸造废砂合同甲方(委托方):姓名:____________________联系地址:________________联系电话:________________乙方(处理方):姓名:____________________联系地址:________________联系电话:________________一、前言。
嗨,咱们就像朋友一样来谈这个铸造废砂处理的事儿。
甲方有铸造废砂需要处理,乙方呢,正好有这方面的能力和资源,所以咱们就愉快地达成这个合作啦。
二、废砂情况说明。
甲方的铸造废砂,就在甲方的厂里放着呢。
这废砂的量啊,大概是_______(具体数量或者大致范围)。
这些废砂就是铸造过程中剩下的那些,有些沙粒可能还混着一点点金属残渣啥的,不过整体就是铸造产生的废弃物啦。
三、处理方式。
1. 乙方可得想个周全的法子来处理这些废砂哦。
不能就随便一扔,那可不行。
要按照环保的要求来处理。
比如说,如果能回收利用一部分,那就再好不过啦。
要是不能回收,也得找个合法合规的地方去处理,可不能破坏环境。
2. 乙方在处理废砂的时候,得注意安全。
毕竟这废砂也有可能有些小危险,别伤到自己或者周围的人。
四、处理时间。
1. 乙方要在_______(具体日期或者一个时间范围,像从签订合同后的一个月内之类的)开始处理这些废砂。
2. 整个处理过程呢,最好能尽快完成。
不过要是遇到点特殊情况,像天气不好影响运输之类的,也要及时跟甲方说一声。
可不能闷声不响地就拖延,咱们之间得坦诚相待嘛。
五、费用。
1. 关于处理这些废砂的费用,咱们也得明明白白的。
甲方要付给乙方_______(具体金额或者费用计算方式,比如按照每吨多少钱来计算)。
2. 这个费用的支付方式呢,可以是这样。
在乙方开始处理废砂之前,甲方先付一部分定金,就付_______(定金的具体金额或者比例)。
然后等乙方把废砂处理完,经过甲方检查确认没问题了,甲方再把剩下的钱付给乙方。
六、双方的权利和义务。
处理铸造废砂合同6篇篇1甲方(废砂处理方):____________地址:____________法定代表人:____________联系电话:____________乙方(铸造企业方):____________地址:____________法定代表人:____________联系电话:____________鉴于甲方具备处理铸造废砂的专业技术和能力,乙方因生产活动产生铸造废砂需要处理,双方根据《中华人民共和国合同法》等相关法律法规的规定,为明确各方权利义务,确保废砂处理工作的顺利进行,达成如下协议:一、合同目的及合作事项概述本合同旨在明确甲、乙双方在铸造废砂处理过程中的合作事宜,规范双方的行为及权责关系,确保废砂处理合法、安全、环保地进行。
甲方负责提供废砂处理技术、设备和人员,对乙方的铸造废砂进行专业处理;乙方负责提供废砂及处理所需的场地和配合事项。
通过双方的共同努力与合作,达到铸造废砂的无害化处理与资源再利用的目的。
二、废砂处理范围及内容本合同涉及的废砂处理包括但不限于以下内容:废砂的分类、筛选、破碎、干燥、固化处理等。
甲方应确保处理后的废砂符合国家相关环保标准。
对于涉及特殊性质的废砂(如有害成分超标等),双方应另行协商处理方案。
三、合同期限及合作方式本合同自双方签字盖章之日起生效,有效期为_____年。
期满后如需续签,双方应在本合同到期前三个月进行协商并签订新的合同。
合作方式为甲方派遣专业团队进驻乙方场地进行废砂处理作业,乙方提供必要的支持和配合。
四、费用及支付方式1. 甲方对乙方处理的铸造废砂按照_____元/吨的价格进行收费。
具体费用根据处理的废砂量按季度或年度结算。
2. 乙方应在每个结算周期结束后向甲方提供结算清单,甲方核实后开具正规发票,乙方收到发票后_____个工作日内完成付款。
3. 如因乙方原因造成甲方无法完成废砂处理工作,乙方应支付因此给甲方造成的实际损失。
五、保密条款及知识产权归属1. 双方应对合作过程中涉及的商业秘密和技术秘密予以保密,未经对方许可,不得向第三方泄露或用于本合同以外的其他用途。
关于湿型砂铸造工厂的废砂湿型铸造生产中,生成需要扔掉的废砂(包括粉尘)是不可避免的。
问题是废砂量有多少。
从一个铸造工厂的原砂量(包括混制型砂和砂芯砂时加入的原砂)就能知道需扔掉多少废砂。
因为进入工厂的砂量与排出废砂量是基本相等的。
换句话说,向砂系统加入多少东西,就需要排出多少东西。
排出废砂多,就必须多向砂中加材料。
国外的一些工业化国家中,很多铸造工厂近处堆积废砂的废料场地都已堆满,必须花费大量运输费用将废砂运送到远处。
此外,不少国家的环保条例越来越严格。
为了保护水源,对固体废弃物的成分有专门限制,废料场不但收费而且需上税。
结果是扔掉一吨废砂比买进一吨新砂还贵的多。
美国通用汽车公司在北美的铸造工厂每年购入原砂65万吨。
原来所用的西密歇根沙丘已然枯竭。
就近的废砂堆积场已满,必须将废砂运至远处抛弃,而且政府的法规使丢弃废砂的费用大大增高。
买新砂价格每吨$10~20,将废砂送至远处扔掉则需$30~85。
依里诺州1991年统计220家铸造厂一年生成废砂80万吨,其中92.3%为湿型砂的废砂。
州当局警告到1994年就没有抛弃废砂地可用。
我国目前的环保规定还比较宽松,对于远离大型城市的中小铸造厂可能暂时还没有遇到抛弃废砂的困难,而大型铸造工厂大多已经感到废砂场地不足的问题。
因此也需要研究如何减少废砂的生成来源和如何减少废砂,如何利用废砂。
1 减少废砂的措施减少废砂总的原则是拿旧砂当做宝贝,而不是垃圾。
以下具体讨论废砂是怎样形成的,有何办法减少废砂:⑴大砂块:用挤压造型等无箱型生产小件的铸造工厂,通常使用滚筒落砂机或滚筒落砂冷却机。
砂型进入滚筒体内随筒体旋转到一定高度时,靠自重落到筒体下方,在相互间不断撞击和摩擦作用下,砂型与铸件分离并顺着螺旋片方向到达筒体栅格部分进行落砂。
滚筒落砂机能够破碎砂块和砂团,即使型砂湿强度较高,砂型紧实度高,落砂后的旧砂都能够全部回用。
这种滚筒落砂机外形比较大,国产8150型筒体长度12630mm,筒径φ2000mm和φ2600mm,生产率铸件5~6t/h,型砂25~30t/h。
处理铸造废砂合同5篇篇1甲方(废砂提供方):[甲方公司名称]地址:[甲方公司地址]法定代表人:[甲方法人姓名]乙方(废砂处理方):[乙方公司名称]地址:[乙方公司地址]法定代表人:[乙方法人姓名]鉴于甲方拥有一定量的铸造废砂需要处理,乙方具备处理铸造废砂的技术和能力,双方在平等、自愿、公平的基础上,根据《中华人民共和国合同法》及相关法律法规的规定,就甲方委托乙方处理铸造废砂事宜达成如下协议:一、合同目的本合同旨在明确甲、乙双方在铸造废砂处理过程中的权利和义务,确保双方的合作顺利进行。
二、废砂描述与数量1. 废砂描述:本合同涉及的废砂为甲方在生产过程中产生的铸造废砂。
2. 废砂数量:具体数量根据甲方实际产生量确定,甲方应提前通知乙方废砂的数量及处理方式。
三、处理责任与义务1. 甲方义务:(1)保证提供的废砂与合同约定相符,不得掺杂其他物质。
(2)提供必要的废砂存放场地,确保乙方运输方便。
(3)按照合同约定支付乙方处理费用。
2. 乙方义务:(1)负责安全、高效地处理甲方的铸造废砂。
(2)遵守国家及地方相关法规,确保处理过程的环保与安全。
(3)根据甲方需要,提供处理废砂的技术支持与服务。
四、处理费用及支付方式1. 处理费用:根据废砂的数量和处理难度,双方协商确定处理费用。
2. 支付方式:甲方应在每批废砂处理完成后XX天内支付相应处理费用给乙方。
五、合同期限与终止1. 合同期限:本合同自双方签字之日起生效,有效期为XX年。
2. 合同终止:任何一方在合同期内如需终止合同,应提前XX个月通知对方,并承担相应的违约责任。
六、违约责任1. 甲方未按合同约定提供废砂或支付处理费用的,乙方有权解除合同,并要求甲方支付违约金。
2. 乙方未按合同约定处理废砂或处理过程中造成环境污染的,甲方有权要求乙方承担违约责任,并支付相应的违约金。
七、保密条款甲、乙双方应对本合同内容以及履行过程中获知的对方商业秘密、技术秘密等予以保密,未经对方许可,不得向第三方泄露。
铸造砂处理工艺流程铸造砂处理工艺流程啊,这可真是个有趣的事儿呢!咱就好比是个大厨,要把铸造砂这堆“食材”好好地料理一番,才能做出“美味佳肴”来。
你瞧,这第一步呢,就是要先把铸造砂给弄过来,这就像去菜市场买菜一样,得挑好的呀!然后呢,就要对这些砂进行筛选,把那些大块的杂质啦、不好的东西都给筛出去,这就像是给菜择菜一样,把那些烂叶子啥的扔掉。
接下来呀,可重要啦!得给这些砂进行清洗,把它们身上的灰尘啊、脏东西都洗掉,让它们干干净净的。
这就好像给菜洗个澡,把它们洗得清清爽爽的。
洗完了还不算完事儿呢,还得给它们烘干呢!把多余的水分去掉,不然可没法用呀。
这就像是把洗好的菜沥干水分一样,不然炒出来水汪汪的可不好吃。
然后呢,就得对这些砂进行一些调配啦,就像做菜要放调料一样,得把各种成分调配到合适的比例,这样才能做出好的铸件来。
再之后呀,就是造型啦!把这些处理好的砂按照要求做成各种形状,这就像是捏橡皮泥一样,想捏成啥样就捏成啥样。
哎呀,你说这铸造砂处理工艺流程是不是很有意思呀?就像我们平时做事一样,一步一步都得认真仔细,不能马虎。
要是哪一步没做好,那最后出来的铸件可能就不完美啦!你想想看,如果筛选的时候没筛干净,那铸件里不就有杂质啦?就像菜里有沙子一样,咯牙!要是清洗不干净,那铸件不就不干净啦?就像菜没洗干净一样,吃着都不放心。
所以说呀,这铸造砂处理工艺流程可不能小瞧,每个环节都得重视起来。
这就跟我们过日子似的,每一个小细节都可能影响到最后的结果。
咱再回过头来看看,从挑选铸造砂,到最后的造型,这中间经历了多少步骤呀!每一步都有它的作用,都不可或缺。
咱中国人做事不就讲究个认真嘛,这铸造砂处理也得认真对待呀!只有这样,才能做出高质量的铸件,才能让我们的工业发展得更好。
总之啊,铸造砂处理工艺流程虽然看似简单,但里面的学问可大着呢!可不能掉以轻心哦!原创不易,请尊重原创,谢谢!。
众所周知,我国为铸件生产大国,因此,废渣的产生量也是在不断增加,如随意丢弃,不仅对有限的资源是极大的浪费,而且还会造成严重的环境污染。
因此,废砂的处理和利用已成为我国迫切需要解决的问题。
那么,对于消失模铸造废砂如何处理才能被再利用呢?一般可采用机械摩擦方法、加热方法以及水力方法等物理化学手段,去除旧砂颗粒表面附着的失效或未失效的粘结剂包覆膜,使旧砂的各种工艺性能得到恢复,已达到再利用的结果。
消失模铸造废砂利用途径1、铸造废砂制造聚合物基复合材料由于铸造废砂具有强度大、硬度大、耐磨性好等特点,利用废弃的铸造废砂作为聚合物基体的增强材料,可以赋予这种复合材料很高的刚度和硬度。
复合材料的基体一般为废弃的PE或PCV等热塑性塑料,如废地膜、废垃圾袋等。
2、废砂和粉煤灰制备CBC复合材料利用废砂和粉煤灰制备CBC复合材料,主要是利用废砂作为增强材料。
粉煤灰在一定的条件下自身发生反应,形成具有CBC结构类型的胶凝材料。
由于在工艺、性能、用途等方面具有高聚物、陶瓷、水泥的特征,因此是一种具有独特优点的新材料,具有广阔的应用前景。
3、制造烧结发泡材料这种材料是利用废砂和适量的废玻璃制备而成。
发泡的原理主要是利用废砂中的高温发气物质,如水玻璃砂中的碳酸钠,树脂砂中的有机成分,粘土砂中的煤组分,在高温条件下分解形成CO2气体,这些气体在稳泡剂的作用下,能在熔融体中形成稳定的气泡。
熔融体经过退火晶化、冷却后就可形成轻质多孔的发泡材料,可广泛用于保温隔热、墙体砌筑、吸音降噪等领域。
4、在建筑行业中的应用由于铸造旧砂的粒度很细,可作为混凝士的细填充料,用于混凝土铺路、下水管道、铺路砖等。
5、制造混凝土利用铸造废砂按一定比例取代混凝土细集料中的细砂部分,制成新的混凝土材料。
经过分析,制成的新的混凝土材料有很强的抗压强度和抗折强度。
以上就是消失模铸造废砂处理办法以及利用途径的一些简单介绍,希望对大家进一步的了解有所帮助。
铸造砂处理工艺铸造是一种重要的制造工艺,广泛应用于各种工业领域。
而砂处理是铸造中的一个关键环节,它直接影响着铸件的质量和成型效果。
本文将围绕铸造砂处理工艺展开讨论,介绍其基本原理、常用方法以及在实际生产中的应用。
一、铸造砂处理工艺的基本原理铸造砂处理是指对用于铸造中的砂料进行处理和调配,以提高铸件的表面质量和尺寸精度。
其基本原理是通过处理和调配砂料,改变砂料的物理和化学性质,以满足铸造过程中的要求。
主要目的是消除砂料中的杂质、调节砂料的湿度和粒度分布,提高砂模的强度和韧性,确保铸件的成型效果和质量。
二、铸造砂处理的常用方法1. 砂料的清洗和筛分:通过清洗砂料,去除其中的杂质和污染物,以提高砂料的质量。
同时,通过筛分砂料,调节砂料的粒度分布,以满足铸造过程中的要求。
2. 砂料的干燥和预热:砂料中的水分会影响砂模的强度和铸件的表面质量,因此需要对砂料进行干燥处理。
同时,预热砂料可以提高铸件的表面质量和尺寸精度。
3. 砂料的配比和调节:根据铸件的要求和铸造工艺的特点,对砂料进行配比和调节。
主要包括砂料的种类、比例、湿度和粒度分布等方面的调整,以满足铸造过程中的要求。
4. 砂料的固化和增强:通过添加适量的固化剂和增强剂,提高砂模的强度和韧性,以确保铸件的成型效果和质量。
常用的固化剂有胶水和树脂,增强剂有纤维材料等。
三、铸造砂处理工艺的应用铸造砂处理工艺在实际生产中起着重要的作用,它直接影响铸件的质量和成本。
以下是一些常见的应用场景:1. 铸造砂的清洗和筛分广泛应用于砂型制备过程中,能够有效去除砂料中的杂质和污染物,提高砂模的质量。
2. 砂料的干燥和预热主要应用于铸造前的准备工作中,能够提高铸件的表面质量和尺寸精度,减少铸造缺陷的发生。
3. 砂料的配比和调节常用于大型铸件和特殊铸造工艺中,通过合理的配比和调节,能够满足不同铸件的要求,提高铸件的成型效果和质量。
4. 砂料的固化和增强广泛应用于铸造过程中,通过添加固化剂和增强剂,能够提高砂模的强度和韧性,减少砂模的破损和变形。
铸造部砂处理
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
铸造部
砂处理资料
1、煤粉:为消除机械粘砂和提高铸件表面的光洁度。
型砂中燃损含量控制在FC产品 FCD 产品。
煤粉的作用主要是防止粘砂和改善表面光洁程度外,所产生的还原性气体可以防止铁水氧化,使已有的氧化物质还原,冲淡型腔表面的水蒸气,防止球墨铸铁件生成皮下气孔,所以型砂应当含有足够量的有效煤粉,但不可过多,以免铸件造成呛火、冷隔等现象。
2、膨润土:粘土是型砂中的粘结剂,粘土矿物多呈片状,有很大的表面
积和表面能且带负电荷,当与水混合时,形成胶体,产生粘性。
型砂中有效粘土含量一般控制在之间。
粘土的作用主要是,粘结型砂起到粘结剂的作用,加过多的粘土,型砂的透气性降低,铸件会产生气孔,加过少的粘土,型砂的强度会降低,会形成涨模,漏铁水。
二、型砂性能及对铸件的影响
1、水份:型砂中含水物的多少,可以直接反应水份的含量。
2、在生产过程中水份不易过高,不然铸件易出现气孔,缩孔等不良缺
陷。
太干的型砂,在浇注过程中,易形成冲砂、砂眼,拔模不良等不良现象。
故型砂水份要求控制在FC 强度:型砂的强度用标准试样在受外力作用下遭到破坏时的压力值来表示。
型砂强度低,在脱模、下芯、合型等过程中,砂型有可破损和塌落,浇注时可能承受不住金属液的冲刷而使铸件造成砂孔、砂眼、漏铁水、涨模等不良。
型砂强度过高,则影响型砂的透气性,铸件易产生气孔和铸件落砂困难。
故型砂强度要求控制在150kpa---200kpa之间.
3、CB值:即紧实率。
试验时将型砂通过带有6目筛的漏斗,自由落下装
满试样桶,刮去多余的砂后在锤击式制样机上打三次。
试样高度缩小程度即为CB值。
CB值过高铸件易出现涨砂,尺寸偏差等不良,CB值过低,易出现砂眼等不良。
故型砂CB值要求控制在36--44之间。
4、透气性:型砂能让气体透出的能力称为透气性。
型砂必须具有良好的透气性能,以免浇注过程中发生呛火和铸件产生气孔等缺陷。
但型砂透气性不应过高。
以免金属液渗透入砂粒孔隙中而造成铸件表面粗糙和机械粘砂,故透气性要求控制在大于110。