复合板容器制造通用技术规定
- 格式:pdf
- 大小:129.04 KB
- 文档页数:7
1 前言在某种腐蚀条件下,钛具有比不锈钢、铝、铜有更优良的耐蚀性[1]。
虽然造价比不锈钢设备高,但在一定条件下,钛制设备使用可靠性高,寿命长,因此钛得到了广泛的应用。
我国使用钛材制造化工设备已有40多年历史。
但是,钛制化工设备尤其钛-钢复合板制化工设备,比钢制化工设备在技术上有更多难度,积累经验也少得多,因此,对于钛-钢复合板制化工设备的设计、制造,备受关注。
钛-钢复合板制化工设备中用量最多的是容器,而且是压力容器。
一般情况下,当操作压力和温度(200℃以上)较高时,压力容器的封头和全部筒节均用钛-钢复合板制造,就是常说的钛-钢复合板压力容器。
2 钛-钢复合板生产方法按照目前复合板生产技术,钛-钢复合板生产方法允许使用轧制法、爆炸法、爆炸-轧制法三种方法。
压力容器钛-钢复合板常用的是爆炸法。
3 压力容器用钛-钢复合板级别3.1 压力容器用钛-钢爆炸复合板分为1级、2级、3级。
3.2 1级复合板,未结合率0%,用于过渡接头、法兰等高结合强度,且不允许不结合区存在;2级复合板,未结合率≤2%,是将钛材作为强度设计材料或特殊用途的复合板,如管板等;3级复合板,未结合率≤5%,是将钛材作为耐蚀设计,而不考虑其强度的复合板。
4 压力容器用钛-钢复合板材料主要技术规定4.1 覆材符合GB/T3621 钛及钛合金板材中的TA0、TA1、TA2、TA9、TA10。
4.2 基材符合4.2.1 GB713 锅炉和压力容器用钢板,如Q245R和Q345R;4.2.2 GB24511 承压设备用不锈钢钢板及钢带,如S30408;4.2.3 GB3531 低温压力容器用低合金钢钢板,如16MnDR;4.2.4 NB/T47008 承压设备用碳素钢和合金钢锻件,如16Mn;4.2.5 NB/T47009 低温承压设备用低合金钢锻件,如16MnD;4.2.6 NB/T47010 承压设备用不锈钢和耐热钢锻件,如S30408。
目次1总则 (1)2材料 (3)3洁净厂房 (3)4加热前的清洁和检测 (3)5材料保护 (5)6钛钢复合板和其它材料的切割 (5)7焊接坡口准备 (6)8筒节和封头的成型 (6)9组装 (7)10焊接 (9)11热处理 (11)12射线检测和检验 (12)13试验 (13)14成品清洁 (15)15阳极化处理 (15)16换热器管子与管板的连接 (16)17设备保护 (17)1 总则1.1 目的为确保钛-钢复合板制容器和换热器的质量,在执行有关压力容器及换热器相关法规、标准的基础上,特编制本规定。
1.2 范围本规定包含了对钛-钢复合板制压力容器和换热器制造的最低附加要求,其中包括对材料的使用及保护、洁净厂房、钛表面的清洁、制造、检验、试验、阳极化处理的规定。
1.3 说明除非特殊说明,本规定中容器指压力容器和换热器的管箱部分。
2 材料2.1 钛钢复合板材料必须满足《钛钢复合板技术规定》(T-EQ010216C-2006)的要求。
2.2 用于制造的所有材料(包括焊接材料)必须提供材料合格证。
3 洁净厂房3.1 钛设备的焊接和组装必须在一个空气中不含铁离子的厂房或封闭空间中进行。
高度抛光和无污染的铁制工具可以使用。
3.2 在进行任何钛材的焊接前,必须按《钛钢复合板技术规定》(T-EQ010216C-2006)附录A中规定的菲奥琳试验对周围空气进行无铁离子污染检测。
洁净厂房内保持无铁离子、过滤干净的微正压空气。
3.3 钛设备制造人员必须穿着适宜的防护用服(包括衣服,鞋等),以避免污染。
所有的防护用品应保存在洁净厂房内。
4 加热前的清洁和检测4.1 清洁钛在被加热前,必须对钛表面进行清洁,去除所有的表面污染物。
详见《钛钢复合板技术规定》(T-EQ010216C-2006)附录A。
4.2 铁离子污染检测4.2.1 零部件在焊接或加热到370°C以上前必须首先进行清洁,然后按《钛钢复合板技术规定》(T-EQ010216C-2006)附录A的铁离子检测试验证明没有铁离子污染。
材料的技术要求1 执行的标准1.1材料的制造工艺、配料和运输执行的主要标准有:a)《钛-钢复合板》GB8547-2006b)《钛及钛合金板材》GB/T3621-2007c)《钛及钛合金丝》GB3623-2007d)《碳素结构钢和低合金钢热轧厚板和钢带》GB3274-2007e)《钛制焊接容器》JB/T4745-2002f)《钛及钛合金复合钢板焊接技术条件》GB/T13149-1991g)《钛及钛合金加工产品的包装\运输和储存》GB/T8180-20071.2在合同执行期间,如有更新或更严格的标准,卖方承诺按更高的标准执行且不变更商务价格。
当上述规范或标准对某些专用材料不适合时,可采用材料生产厂的标准。
此时,卖方应提供其所遵循的设计导则及设计和运行标准软件。
2 钢内筒钢材要求2.1钢内筒筒体材料从烟道口下部导流板向上,均采用爆炸-轧制钛-钢复合板(代号BR2),厚度有。
具体使用部位详见卷册《烟囱钢内筒施工图》。
2.2钢内筒烟道接口材料采用爆炸-轧制钛-钢复合板(代号BR2),厚度16+1.2mm。
2.3钛-钢复合板接长采用钛贴条(TA2)焊接方案,钛贴条2.0mm厚。
2.4钛—钢复合板的材质要求、化学成分、质量标准和检验规则等均按照国家标准《钛—钢复合板》GB8547-2006执行,分类按2类考虑。
2.5 钛—钢复合板中的钛材(复材)采用TA2牌号,基材钢材采用Q235B钢,两种材料的化学成分、力学性能,以及质量标准和检验规则应分别满足下列国家标准的要求:《钛及钛合金牌号和化学成份》GB/T3620.1-1994《钛及钛合金板材》GB/T3621-1994《碳素结构钢》GB700-88《钛-钢复合板》GB8547-2006《钛及钛合金加工产品超声波探伤方法》GB/T5193-2007《钛及钛合金化学分析方法》GB/T46982.6采用爆炸-轧制方法制成钛与普通钢结合的钛-钢复合板,复合板代号BR2;3成品要求3.1 供货状态:按BR2状态供应,以抛光表面交货。
复合钢板压力容器制造工艺沈阳东方钛业股份有限公司 销售部 摘要:文章首先分析了复合钢板压力容器生产前的准备工作,并对加工过程中所应用到的各项技术方法和安全措施进行探讨,总结出加工中的注意事项,避免在加工制造过程中,有影响到复合板材料质量安全的问题出现。
关键词:复合钢板;压力容器;制造工艺一、复合板制作前准备复合板由基层材料和复层材料(或包含过渡层)通过爆炸或爆炸---轧制等方法复合而成的双层(或三层)金属板。
复合板具有强度高、耐蚀、耐磨等特殊性能和造价低等优点,主要用于制造反应釜、换热器、贮罐等设备。
复合板目前主要有两类:一类是基层材料与复层材料焊接性较好,如不锈钢复合板、镍基合金复合板等;另一类是基层材料与复层材料焊接性较差或不能焊接,如钛/钢复合板、锆/钛/钢复合板等,对这两类复合材料,在压力容器产品设计、制造和检验时,都有很大的不同,应区别对待。
以GB150.2-2011《压力容器—材料》和NB/T47002-2009《压力容器用爆炸焊接复合板》为依据,复合板容器在制造前,应对复合板的贴合率进行检验。
如果基层和复层间的贴合率达不到要求,不仅不能满足防腐、耐磨等特殊性要求,而且还有可能产生容器壳体鼓包或大面积脱层,严重降低设备使用寿命和安全性能,贴合不紧还将造成容器壳体的组装和焊接困难。
因此,贴合率检查对复合板容器制造至关重要。
复合板材料稳定性的控制,以加强技术手段来解决调控办法。
容器制造前,使用超声波探伤对复合板的贴合率再次进行复验。
复合板合成过程中,及时检测材料厚度(考虑到爆炸复合可能带来的减薄,有时需要对复层材料适当加厚),确保合成后的复合板满足标准要求和图样规定。
二、复合板筒体制作与组焊复合板筒体卷圆时,以中性层周长为基准,及时测量筒体外圆周长,确保筒体周长与对接的另一筒体(或封头)周长保持一致。
筒体与筒体(或封头)拼接前,要对筒体或封头的直径进行测量,观察是否一致,并从技术性角度探讨误差的解决方案,避免压力容器使用功能最终受到影响。
复合板制压力容器设计和制造应注意的问题摘要:本文针对复合板制压力容器设计和制造常见的问题进行了阐述,并对I类和II类复合板制压力容器之间的异同和应注意的问题进行了深入论述。
关键词:复合板压力容器设计制造检验1 前言复合板是由基层材料和复层材料通过爆炸或爆炸---轧制等方法复合而成的双金属板。
由于复合板具有强度高、耐蚀耐磨等特殊性能好和造价低等优点,近年来在石化、冶金、机械、能源、航天等领域得到广泛应用。
它综合了基层材料和复层材料各自的优点,既有基层材料所具有的结构强度和刚度,又有复层材料所具有的耐蚀耐磨等基层材料没有的特殊性能,使设备重量和造价大大降低,结构厚度变小,避免了不锈钢、镍、铜、钛、铝等贵重金属材料的浪费,有着良好的经济效益和社会效益及应用前景。
在压力容器行业中,复合板主要用于制造反应釜、换热器、贮罐等设备。
用于制造压力容器的复合板目前主要有两类:一类是基层材料与复层材料焊接性较好,这类材料有不锈钢复合板、镍基合金复合板等(以下简称I 类材料);另一类是基层材料与复层材料焊接性较差或不能焊接,对这两类复合材料,在压力容器产品设计、制造和检验时都有很大的不同,应区别对待。
2 容器设计一般当容器设计厚度大于12mm时,就应该考虑选用复合材料的可能性。
选用复合板作为压力容器壳体材料时,应根据介质的特性选用不同材料类型的复合板,即是选择I类材料还是选择II类材料,再依据所选择材料类型选用不同的焊接连接接头结构形式。
对于介质有腐蚀性或有耐热要求时,选择相应的复合板;对于不能与碳接触的介质,一般选用II类复合材料。
常见的接头结构形式如下图(1)--图(5)所示。
其中图(1)--图(3)适用於II类材料,图(4)--图(5)适用於I类材料。
采用图(1)、图(3)结构时,需将基层焊缝余高除去与基层表面平齐,然后再进行贴条并焊接。
具体的接头坡口尺寸按相应规范和标准的规定,并结合制造厂的技术装备选取。
图(1) 图(2) 图(3) 图(4) 图(5)3 容器制造3.1 材料检验在复合板容器制造时,应首先对复合板的贴合率进行检验。
文件号 030GS-EQ02 五环科技股份有限公司不锈钢复合板压力容器制造通用技术规定第 1 页 共 28 页目 录1. 总则2. 设计3. 材料4. 制造5. 检验和试验6. 油漆/保护7. 标记8. 包装和运输9. 文件3 2010.08.25张志华 刘佑义 徐才福2 2009.07.29张志华 刘佑义 徐才福1 根据GB713-2008进行相应修改2008.09.26张志华 徐才福 刘佑义版次 内容 日期 编制 校核 审核 批准文件号 030GS-EQ02WUHUAN不锈钢复合板压力容器制造通用技术规定 第 2 页 共 28 页 1. 总则1.1适用范围 1.1.1 本技术规定包含了不锈钢复合板压力容器的设计、材料、制造、检验和试验要求,适用于五环科技股份有限公司(以下简称:五环科技或WUHUAN)承担的工程/项目中相关图纸及文件指明的不锈钢复合板制压力容器。
1.1.2 不锈钢复合板压力容器的制造与检验除应符合相应设备设计图样、技术文件要求和本技术规定外,还应遵循下述相关法规、规范、标准和工程标准的规定。
除另有明确规定,标准、规范、技术规定应以订货日期(合同生效日期)前发行的最新版本以及相关修订、增补为准。
1.2相关法规、规范、标准和工程标准 1.2.1 相关法规——TSG R0004-2009《固定式压力容器安全技术监察规程》1.2.2相关规范、标准(最新版)— GB150 《钢制压力容器》; — JB4732《钢制压力容器-分析设计标准》(2005年确认) — HG20584 《钢制化工容器制造技术要求》;— JB4708 《钢制压力容器焊接工艺评定》;— JB/T4709 《钢制压力容器焊接规程》;— JB4744 《钢制压力容器产品焊接试板的力学性能检验》;— JB/T4730.1~4730.6 《承压设备无损检测》;— NB/T47002.1~47002.4《压力容器用爆炸焊接复合板》;— GB24511《承压设备用不锈钢钢板及钢带》;— GB713《锅炉和压力容器用钢板》;— GB/T6396《复合钢板力学及工艺性能试验方法》;— GB/T4334《金属和合金的腐蚀 不锈钢晶间腐蚀试验方法》;— GB/T21433《不锈钢压力容器晶间腐蚀敏感性检验》;文件号 030GS-EQ02WUHUAN不锈钢复合板压力容器制造通用技术规定 第 3 页 共 28 页 — JB4726《压力容器用碳素钢和低合金钢锻件》;— JB4728《压力容器用不锈钢锻件》;— GB/T14976《流体输送用不锈钢无缝钢管》;— GB/T1220《不锈钢棒》;— GB/T228《金属材料 室温拉伸试验方法》;— GB/T229《金属材料 夏比摆锤冲击试验方法》;— GB/T232《金属材料 弯曲试验方法》;— ASME B16.5《管法兰和法兰管件》;— ASME B16.47《大直径管法兰》;— HG/T20592~20635《钢制管法兰、垫片、紧固件》;— GB247《钢板和钢带验收、包装、标志及质量证明书的一般规定》;— JB/T4711 《压力容器涂敷与运输包装》ASME Ⅱ《材料》等。

朱玫李丽 李法海 陈崇刚 2005-12-30 2006-01-15 编 制校 审 标准化审核审 定 发布日期 实施日期目 次1 范围 ...................................................................................................... 1 2 引用文件...................................................................................................... 1 3 一般规定...................................................................................................... 2 4 材料选用 ......................................................................................................4 5 结构设计 ......................................................................................................7 6 对制造、检验与验收的要求 (10)1 范围本标准规定了基层材料为20R 、16MnR 及与此相当的碳素钢或低合金钢,复层为0Cr13、0Cr13Al 、0Cr18Ni9、00Cr19Ni10、0Cr18Ni10Ti 、0Cr17Ni12Mo2、0Cr17Ni14Mo2及与此相当的不锈钢复合钢板制压力容器的设计、选材、结构等方面的要求。
本标准仅适用于按JB4710、JB/T4731、GB150、GB151和《压力容器安全技术监察规程》(1999年版)设计的复合钢板制压力容器(包括容器、塔器、换热器壳体及其他小型压力容器)的设计。
浅谈应用复合钢板的压力容器制造工艺及相关要求摘要:应用复合钢板的压力容器制造工艺有众多要求,制造具有一定特殊性,为更好的提升其制造工艺,本文对复合钢板的压力容器的制造相关工艺进行了分析研究。
关键词:复合钢板压力容器制造工艺工艺要求压力容器是工业生产中较长使用到的一种工业设备,目前压力容器的制造经常选择复合钢板为主要材料,这主要是由于复合钢板以某种钢作为基层,以另一种钢或有色金属为复层,能够满足压力容器使用中经常需要面对重大危险环境的秀,在确保其能够承受工作压力的情况下避免腐蚀作用较强物质带来的负面影响,确保石油化工等产业生产工作顺利进行。
在使用负荷钢板制造压力容器过程中伴随着不少问题,加强研究解决这些问题对于更好的提升其制造工艺具有积极作用。
复合钢板压力容器的生产流程为:下料—>成型—>焊接—>无损检测—>组对、焊接—>无损检测—>热处理—>耐压实验[1],下面我们对这些流程工艺和制造要求进行分析。
压力容器的设计要以标准体系为依据,进行设计计算,在制造、检验、验收环节加强监管,从而降低问题发生率。
以通常设计时使用的标准体系GB150、NB/T47003.1为例,其主要是一种出于经济考虑而诞生的设计标准,过程中较为关键的是确定设计载荷、选用设计公式、曲线或图表,取材料安全应力,最终得出容器基本厚度,然后根据相关构造细则与制造标准进行设计、制造[2]。
准备阶段,复合钢板基层与复层的材料要根据应用需求进行合理选择。
压力容器使用材料则要根据具体用途综合考虑各方面性能因素,诸如温度、压力、介质腐蚀性、介质对材料的脆化作用及其是否易燃、易爆、有毒等,从而根据需求设计经济合理的方案,在确保其机械性能、耐腐蚀性能、物理性能等满足使用要求的前提下,保证经济效益。
以复合钢板的选材为例,其必须保证符合国家相关质量标准,板面平整,无外观缺陷,尤其是基层与复层之间,结合面积至少要超过95%以上,抗拉强度和延伸率满足应用标准,在探伤试验中不出现有害的分层现象[3]。
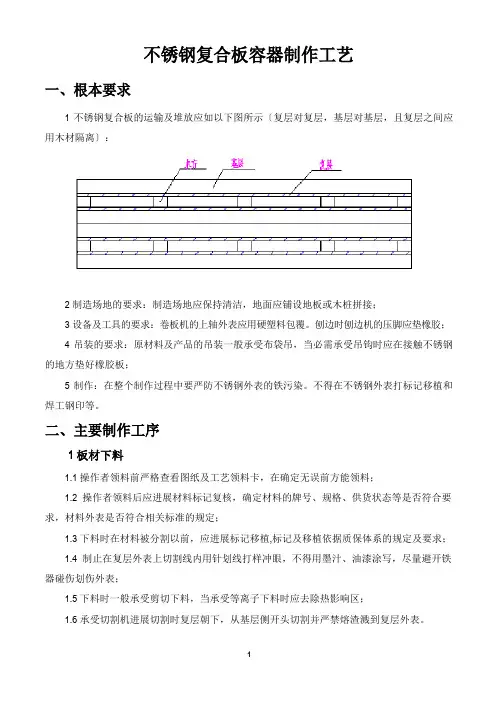
不锈钢复合板容器制作工艺一、根本要求1不锈钢复合板的运输及堆放应如以下图所示〔复层对复层,基层对基层,且复层之间应用木材隔离〕:2制造场地的要求:制造场地应保持清洁,地面应铺设地板或木桩拼接;3设备及工具的要求:卷板机的上轴外表应用硬塑料包覆。
刨边时刨边机的压脚应垫橡胶;4吊装的要求:原材料及产品的吊装一般承受布袋吊,当必需承受吊钩时应在接触不锈钢的地方垫好橡胶板;5制作:在整个制作过程中要严防不锈钢外表的铁污染。
不得在不锈钢外表打标记移植和焊工钢印等。
二、主要制作工序1 板材下料1.1操作者领料前严格查看图纸及工艺领料卡,在确定无误前方能领料;1.2操作者领料后应进展材料标记复核,确定材料的牌号、规格、供货状态等是否符合要求,材料外表是否符合相关标准的规定;1.3下料时在材料被分割以前,应进展标记移植,标记及移植依据质保体系的规定及要求;1.4制止在复层外表上切割线内用针划线打样冲眼,不得用墨汁、油漆涂写,尽量避开铁器碰伤划伤外表;1.5下料时一般承受剪切下料,当承受等离子下料时应去除热影响区;1.6承受切割机进展切割时复层朝下,从基层侧开头切割并严禁熔渣溅到复层外表。
2 封头成型2.1我公司封头一般外协给成都正武封头厂、江苏宜兴北海封头厂等几家国内专业的大型封头压制单位制作;2.2假设封头承受拼接,须先拼接后成形,并按JB/T4730.2-2023 进展100%RT 检测,技术等级符合AB 级,合格级别Ⅱ级,不锈钢复合层的焊接接头须按JB/T4730.5-2023进展100%PT 检测,Ⅰ级合格;封头在成形后还须对小R 圆弧段按JB/T4730.2-2023 的要求进展100%RT 检测,Ⅱ级合格;2.3封头冷成型:封头成型时,尽量不承受旋压,当必需承受旋压时,不锈钢面应涂保护层。
当打鼓后需进展中间退火时,应严格把握加热曲线,避开不锈钢敏化;2.4封头热成型2.4.1加热前在不锈钢外表涂上耐高温涂料;2.4.2当炉温升到400℃后加热速度应不小于250℃/h.。
SMS3128-2011第1版<0>复合板压力容器制造工艺规程THE FABRICATION PROCEDURE SPECIFICATION OF CLAD PLATEPRESURE VESSEL上海森松压力容器有限公司地址:中国上海浦东新区金闻路29号邮编:201323传真:0086-21-33756881电话:0086-21-38112058E-mail:2011年03月20日发布2011年03月20日实施目录1.目的Purpose为保证复合板制压力容器制造质量,正确指导施工、检验等,特制订本规程。
This procedure is prepared for ensuring the fabrication quality of clad plate pressure vessel and guiding the construction, inspection and so on.2.适用范围Scope of application2.1.本规程适用于不锈钢、镍及镍基合金与碳钢、低合金钢,镍及镍基合金与不锈钢具有良好可焊性的复合板设备的制造。
This procedure is applied to the equipment that fabrication with clad plates which have good weldability and are composed of stainless steel, nickel and nickel alloy with carbon steel or low alloy steel, nickel and nickel alloy with stainless steel. 2.2.本规程不适用于钛、锆及其合金与钢或不锈钢的复合板设备的制造。
This procedure is not applied to the equipment that fabrication with clad plates which are composed of titanium, zirconium or their alloy with steel or stainless steel.2.3.本规程为制造过程中必须遵循的工艺原则。
浅析不锈钢复合板压力容器的设计制造技术【摘要】不锈钢复合板压力容器在设计制造中涉及到很多种技术,并且它对技术水平的要求比较高。
在不锈钢复合板压力容器的制造过程中存在许多影响制造质量的因素,要想设计制造出高质量的压力容器,就必须完善设计标准和制造过程。
本文主要介绍在设计制造不锈钢复合板压力容器时,所应用到的技术和设计制造过程中需注意的问题,希望对不锈钢复合板压力容器的制造有所帮助。
【关键词】不锈钢复合板压力容器设计制造目前,不锈钢复合板由于其具有价格低廉、经济实惠、耐腐蚀性强等特点,被广泛应用于压力容器的工艺设备材料中,它在国内外的应用比较普遍。
下面对不锈钢复合板压力容器设计制造中所涉及到的一些技术进行简单介绍。
1 不锈钢复合板压力容器的焊接技术不锈钢复合板压力容器比单一材质的压力容器多了一个过渡层的焊接,在过渡层焊接过程中,所使用的焊条含铬量、含镍量较高,这样可以防止碳迁移。
在焊接接头的设计中,不锈钢复合板筒体焊接坡口有以下三种形式见表1所示:无论是基层、过渡层还是复层的焊接,都要选择合适的焊接材料和焊接方法,规划好焊接顺序,选择合理的坡口位置,在焊接完成后进行焊缝无损检测,确保焊接质量。
2 不锈钢复合板压力容器的壁厚设计不锈钢复合板容器厚度与普通压力容器壁厚的计算方法是一致的,众所周知,不锈钢复合板是基层与复层结合而成的,而它在形成过程中,会产生一系列变化,例如基层与复层的负偏差会变大,不锈钢复合板各层允许偏差范围如下表2所示:在设计压力容器的壁厚时,要充分考虑到各个可能影响壁厚的因素,在决定名义厚度时可以相应的控制好余量,以免壁厚的制造不符合标准规定。
在不锈钢复合板容器是外压容器的情况下,要将有效厚度算入到复层中,但是要去除复合板的负偏差量。
设计厚度较小的高温耐腐蚀的不锈钢复合板容器时,复层采用高合金板;设计厚度较大的高温耐腐蚀的不锈钢复合板容器时,复层采用堆焊。
3 不锈钢复合板压力容器的错边量控制复合板对口错边量的合理控制可以满足复合板耐腐蚀要求,根据规定,错边量要低于复层厚度的一半,并小于两毫米。
三、钛及钛合金设备制造技术条件1主题内容及适用范围本标准规定了钛及钛合金设备制造过程中对制造环境、材料管理、制造过程等工序的要求。
标准适用于钛制反应釜、换热器、分离器、塔、储槽及其它形式的压力容器及常压容器。
2材料引用文件GB/T3620.1-2007《钛及钛合金牌号和化学成分》GB/T3620.2-2007《钛及钛合金加工产品化学成分允许偏差》GB/T3621-2007《钛及钛合金板材》GB/T8546-2007《钛-不锈钢复合板》GB/T8547-2006《钛-钢复合板》GB/T3624-2007《钛及钛合金管》GB/T2956-96《钛及钛合金棒材》GB/T3625-2007《热交换器及冷凝器用钛及钛合金管》GB/T16598-96《钛及钛合金饼和环》JB/T4745-2002附录D《压力容器用钛及钛合金焊丝》3设备制造、检验和验收3.1钛、钛钢复合板设备设计符合《压力容器安全技术检查规程》、GB150-98《钢制压力容器》、GB151-99《管壳式换热器》,JB/T4745-2002《钛制焊接容器》的规定,且满足本规定的要求。
3.2设备制造、检验和验收按GB150-98《钢制压力容器》、GB151-99《列管式换热器》、JB/T4745-2002《钛制焊接容器》及中国纺织工业设计院PTA标准的相关章节进行。
4材料4.1所有材料包括焊接材料应符合图纸及相关技术标准规定的要求。
4.2材料的管理4.2.1 钛板材表面及复合板的复层应采用纸质贴膜保护起来,以避免灰尘、油污、铁离子等其它污物的污染,同时可以避免搬运或加工过程中划伤钛材表面。
4.2.2钛及钛复合板应与其它材料分开存放,且存放环境应保持干净,材料底部应用干净的木料垫撑(确保没有铁钉等铁物),上部用塑料布盖好。
4.2.3所有搬用设备及成型设备如卷板机、压力机和起吊夹具应清理干净。
对设备上的毛刺、刻痕和其它导致钛材表面破坏和污染的缺陷应进行局部打磨和抛光,必要时为保护钛表面免遭损坏和污染,设备在使用期间应适当覆盖。
钛制容器在化工装置中的应用内容简介:本文介绍了钛材的特点、工业纯钛及其耐腐蚀合金的简介、分析了钛及其合金的合理选择,钛制容器的结构设计及钛制容器的制造要点INTRODUCTION: Briefly introduced the character of Titanium, class of Titanium and anti-corrosion alloy , election Titanium and it’s alloy, structure desing and fabrication relative vessel made from Titanium.关键词:钛、钛合金、性能、选择、容器、结构设计、制造Titanium ,Titanium alloy, Character, Election, Vessel, Structure design ,Fabriction作者:李胜利、陈昊钛材及其合金材料作为优良的耐蚀材料,在含有氯、溴、醋酸、硫酸、硝酸等介质化工装置中的应用范围不断扩大,如近十年中,不断扩大规模建设的醋酸装置、PTA装置中都有大量设备采用钛及其合金。
本文将从钛材的特点、钛材的选用、钛制容器的设计、制造等方面总结探讨钛及其合金材料的应用。
1. 钛及其合金的主要特点及设计、制造中要注意的问题钛及其合金材料与碳素钢、不锈钢等金属相比,在物理、化学、机械和耐蚀性能等方面,具有独特的特点,在设计、制造钛材设备时,应充分考虑这些特点。
1.1钛具有优异的耐腐蚀性能。
与不锈钢相比,容易钝化,形成抗氯离子腐蚀较强的氧化膜。
因此,钛及其部分合金对海水、海洋大气、含氯离子的化合物、多数氧化性的酸及有机物都具有抗腐蚀性。
1.2 钛具有良好的机械性能,钛及钛合金的室温抗拉强度均对于280MPa,有些高强合金的极限抗拉强度可以达到高强钢水平。
1.3 钛的化学性质非常活泼,在室温下,钛即能吸收氢气,在温度超过400 C时,就开始和空气中的氮、氧等发生化学反应,所生成的化合物使钛的性能,特别是塑性显著下降。
本文件版权为中国寰球工程公司所有,未经本公司许可不得转让或复制给第三者。
The copyright of this document is the property of CHINA HUANQIU CONTRACTING & ENGINEERING CORPORATION (HQCEC),unauthorized disclosure or duplication to the third party is not permitted.工程设计综合资质甲级证书编号: A111001011S30408等奥氏体不锈钢复合板容器的技术要求1.适用范围本规定适用于浙江石油化工有限公司4000万吨/年炼化一体化项目一期工程项目(项目号:1193E)中在国内制造的压力容器,包含了容器在询价阶段需要满足的技术要求,制造单位应以此规定作为其投标报价依据之一,制造单位应具备相应的设计及制造许可资质。
本规定主要适用于常规不锈钢复合板压力容器的技术要求,主材:基材为Q235R或Q345R,覆材为S30408、S31608、S30403、S31603,同一设备上的零部件材料牌号应一致。
本规定应与其他工程规定和相应设备询价文件(MR文件)一起使用。
2.主要技术要求2.1设备的施工和验收应符合《工程建设标准强制性条文》中(石油和化工建设工程部分)的相关规定。
2.2受压元件用不锈钢复合钢板应符合NB/T 47002.1-2009的规定,基材应满足GB/T 713及GB150.2的相关规定,覆材应满足GB 24511的相应要求。
复合钢板的级别应不低于 NB/T47002 标准中 B1 级的要求,复合层的厚度一般为 3mm(最终成形后)。
当采用堆焊结构时,堆焊层应采用过渡层+面层结构,堆焊层的最终成形厚度不小于 5mm,且应对面层取样进行化学成分分析,分析结果应与面层焊带或焊条的化学成分相同。
2.3不锈钢钢管应符合GB 13296或GB/T 14976的规定。
一、钛钢复合板筒体划线:1、钛钢复合板筒体在划线、下料前必须在复层贴纸保护,防止表面钛复层表面划伤和铁离子的污染。
2、钛钢复合板的划线应在复层上进行,划线应尽量采用金属铅笔,只有在以后的加工工序中能去除的部分才允许打冲眼。
3、对钛钢复合板局部有不贴合等缺陷的位置以及材料取样复验在划线时就应充分考虑避开(包括轧制方向)。
4、复验材料应及时先下料,并及时做好材料的移植、标记、流转。
5、钛复合板筒体展长划线必须划两道线:a线是筒体的基准线;b线是钛复层剔边、坡口加工线。
6、严格控制钛复合板筒体展长的精度,对角线误差不能超过2mm。
7、划线结束时应再次对下料尺寸进行复查,并严格履行交检制度。
二、钛钢复合板筒体展长的确定:1、钛钢复合板筒体展长必须是在确定其封头的展长尺寸基础上再进行定夺。
2、钛钢复合板筒体直径越大、纵缝拼焊越多筒体的展长相对越难控制和掌握。
3、壁厚越厚、板幅平整度越差的钛钢复合板筒体的展长也遵循留一边(一头)最后再定长的原则(主要考虑是在卷制过程中钛钢复合板材料的延伸率会增加)。
三、钛钢复合板筒体下料:1、钛钢复合板筒体切割和坡口加工一般应采用机械方法,主要是剪板机、铣边机、半自动火焰切割机、刨边机。
2、钛钢复合板在剪切时应严格控制:a剪板机刀口的间隙;b应将钢基层朝下,注意防止分层。
3、在进行钛复层剔边时应注意严格控制盘刀的下降进刀量,钛复层如果铣的过浅会剔边困难,如果铣的过深伤及到碳钢基层。
4、钛钢复合板筒体厚度较大或形状不规则时也允许用火焰切割或等离子切割。
此时应注意以下几点:a应避免火花溅落在钛材表面,产生铁离子污染;b且切割边缘和坡口仍应用机械方法加工和去除污染层;c切割前必须考虑给坡口后续的尺寸留以一定的加工余量。
5、钛钢复合板筒体坡口加工刨边结束时,必须对筒体的展长和坡口等尺寸进行卷制前的再次复查,防止尺寸加工的偏差的发生。
四、钛钢复合板筒体压头(拖头板)的制作:1、根据设备筒体的直径大小,选择相匹配的圆弧样板。