焊锡丝的相关标准
- 格式:doc
- 大小:42.00 KB
- 文档页数:1
焊锡丝国标焊锡丝是一种常见的焊接材料,广泛用于电子产品、电路板等领域。
为了确保焊接质量和产品安全性,各国都制定了相应的国家标准。
本文将介绍焊锡丝国标的相关内容,包括其分类、技术要求和应用范围。
一、焊锡丝的分类根据材料成分和用途,焊锡丝可以分为不同的类别。
最常见的分类方式是根据焊锡丝的成分,主要有铅锡焊锡丝和无铅锡焊锡丝两种。
铅锡焊锡丝是由铅和锡两种金属元素组成的合金,具有良好的焊接性能和流动性。
然而,铅对环境和人体健康有一定的影响,因此在某些国家和地区已经禁止使用铅锡焊锡丝。
为了替代铅锡焊锡丝,无铅锡焊锡丝应运而生。
无铅锡焊锡丝通常由锡、银、铜等元素组成,具有较高的熔点和较好的焊接性能。
二、焊锡丝的技术要求焊锡丝国标对焊锡丝的技术要求进行了详细规定,以确保焊接质量和产品安全性。
这些要求包括焊锡丝的化学成分、外观质量、物理性能等方面。
焊锡丝的化学成分要符合国家标准的要求。
例如,铅锡焊锡丝的铅含量应在一定范围内,同时还要求控制其他金属元素的含量。
无铅锡焊锡丝的元素含量也有相应的要求,以保证其焊接性能和环境友好性。
焊锡丝的外观质量也是焊锡丝国标关注的重点。
焊锡丝的表面应光滑均匀,无明显的氧化、裂纹和杂质。
同时,焊锡丝的直径和线形度也需要符合一定的要求,以确保焊接过程的稳定性和可靠性。
焊锡丝的物理性能也是焊锡丝国标考虑的重要因素。
焊锡丝的熔点、电阻率和拉伸强度等物理性能需要符合国家标准的规定,以保证焊接质量和产品的可靠性。
三、焊锡丝的应用范围焊锡丝国标还明确了焊锡丝的应用范围。
焊锡丝主要用于电子产品、电路板和电子元器件的焊接。
例如,焊锡丝可以用于手机、电脑、电视等电子产品的焊接,以确保电子设备的正常运行和稳定性。
除了电子产品,焊锡丝还可以用于其他领域的焊接,如汽车制造、航空航天等。
在这些领域,焊锡丝的质量和性能要求更高,因此需要严格遵守焊锡丝国标的要求。
总结起来,焊锡丝国标是确保焊接质量和产品安全性的重要依据。
焊锡丝国标
摘要:
1.焊锡丝的定义和用途
2.国标焊锡丝的标准和要求
3.国标焊锡丝的优势和应用领域
4.如何选择合适的国标焊锡丝
5.总结
正文:
焊锡丝是一种用于电子制造和维修的金属材料,主要由锡和铅等元素组成。
焊锡丝在焊接过程中可以熔化并润湿焊接表面,从而连接电子元件。
国标焊锡丝是指符合我国相关标准和规定的焊锡丝产品。
根据我国标准,国标焊锡丝的主要技术要求包括:成分、熔点、焊接温度、润湿性、抗氧化性等。
其中,成分是焊锡丝性能的基础,直接影响其焊接效果。
国标焊锡丝的熔点和焊接温度需要符合一定的范围,以保证焊接过程的顺利进行。
此外,国标焊锡丝应具有良好的润湿性和抗氧化性,以提高焊接质量和稳定性。
国标焊锡丝的优势在于其质量稳定、性能可靠,适用于各种电子设备的焊接和维修。
国标焊锡丝广泛应用于电子制造、通信、计算机、家电等领域,为我国电子信息产业的发展提供了有力支持。
在选择国标焊锡丝时,应根据实际需求选择合适的型号和规格。
首先,要确保焊锡丝的成分和性能指标符合焊接要求。
其次,要考虑焊锡丝的熔点和焊
接温度是否适应当前的工作条件。
最后,要关注焊锡丝的品牌和价格,选择性价比高的产品。
总之,国标焊锡丝作为我国电子信息产业的重要组成部分,其质量、性能和应用领域具有重要意义。
焊锡丝规格型号标准随着科技日新月异,焊接材料以及焊锡丝规格型号标准也随之调整和升级,使用不同规格型号的焊接材料以及焊锡丝可以满足不同结构体焊接要求。
本文就介绍一下焊锡丝相关规格型号标准,以供参考。
一、电镀型号电镀型号指的是用于焊接的焊锡丝的表面既可以经过电镀处理,也可以采用其他方式处理的焊锡丝,根据表面处理的工艺可进行分类,一般可分为热镀型号、电镀型号等,其中常用的电镀型号有Sn-Ag、Sn-Pb、Sn-Ag-Cu 3材质。
1、Sn-Ag型号 Sn-Ag型号是用于钎焊和电子元件焊接的最常用材料,其焊接性能以及电化学性能都要优于Sn-Pb型号,但此类材料的脆性较大,在使用时容易破裂。
2、Sn-Pb型号 Sn-Pb型号是用于电器、锅炉等电化学性能要求不高的工程中使用的锡钎焊材料,其焊接性能较好。
3、Sn-Ag-Cu型号 Sn-Ag-Cu型号是多体系组成的泊松锡铜焊材料,其焊接性能以及电化学性能都较为优良,在某些特殊环境中有很好的抗腐蚀性能。
二、焊锡丝尺寸焊锡丝分微粉型号和定径型号两类,其中定径型号按照焊锡丝外径标准可分为0.2-3.2mm规格,而微粉型号按照焊锡丝规格可分为0.2-2.0mm。
其它规格焊锡丝在工业生产中也有应用,但是从实用性以及安全性考虑,一般不建议使用,因为这类焊锡丝的使用不规范将严重影响焊接效果。
三、焊锡丝焊接特性由于焊接过程中温度降低激活能,焊锡丝的尺寸、材质以及表面处理处理工艺的不同会有不同的焊接特性,其中表面处理工艺对于焊锡丝的可靠性以及其他焊接性能有着重要的影响。
一般,如果用于焊接的表面如果处理得比较差,将会影响焊接特性,从而影响焊接质量,因此,在使用焊锡丝时,一定要选择好合适的表面处理工艺,以确保焊接质量。
四、寿命要求由于焊接过程中温度降低激活能,焊锡丝的尺寸、材质以及表面处理处理工艺的不同会有不同的焊接特性,其中镀层质量、锡锡含量等都会影响焊接件的寿命,因此一般来讲,在选择焊锡丝时,首先要考虑单位焊接件的寿命。
焊锡丝分类及使用全文共四篇示例,供读者参考第一篇示例:焊锡丝是焊接过程中广泛应用的一种焊接材料,通常是一种覆盖在焊芯上的锡合金丝。
焊锡丝的种类和规格多种多样,不同的焊接需求适用的焊锡丝也不尽相同。
在选择合适的焊锡丝之前,我们首先要了解各种焊锡丝的分类和特点,以便在实际应用中选择合适的产品进行焊接。
一、焊锡丝的分类1.普通焊锡丝:普通焊锡丝是最常见的一种焊锡丝,主要由锡和铅的合金构成,通常成分为60%的锡和40%的铅。
这种焊锡丝具有较好的流动性和润湿性,适用于一般的焊接作业。
2.无铅焊锡丝:无铅焊锡丝针对环保要求较高的地区和行业开发,取代了传统含铅焊锡丝。
无铅焊锡丝通常由铅替代元素合金构成,如锡、铜、银等。
虽然无铅焊锡丝的价格略高,但对人体健康和环境友好,使用范围逐渐扩大。
3.助焊剂芯焊锡丝:助焊剂芯焊锡丝在焊接时自带助焊剂,简化了焊接工艺,提高了焊接质量。
助焊剂能够去除铜表面氧化物,增强焊锡与基材的结合力,使焊接更加牢固。
4.不同规格的焊锡丝:焊锡丝的规格通常以直径来表示,常见的规格有0.5mm、0.8mm、1.0mm等。
不同规格的焊锡丝适用于不同的焊接场景,直径越细的焊锡丝适用于精细焊接,直径较粗的焊锡丝适用于强度要求高的焊接作业。
1.准备工作:在进行焊接工作之前,首先要对焊接区域进行清洁处理,去除表面的油污、氧化物等杂质,保持焊接区域干净。
同时准备好所需的焊锡丝、焊接设备(焊接台、焊枪等)、助焊剂等工具。
2.选择合适的焊锡丝:根据实际的焊接需求选择合适的焊锡丝,包括选用适当的合金成分、直径规格等。
不同的焊接材料和工艺需要适当的焊锡丝来保证焊接效果。
3.焊接操作:将焊锡丝通过焊锡枪或焊锡笔引入焊接区域,观察焊锡丝与基材的熔化情况,控制焊接时间和温度,确保焊接效果良好。
同时使用助焊剂来提高焊锡丝的润湿性和结合度。
4.后续处理:焊接完成后,及时清理焊接区域的残渣和焊接痕迹,对焊接点进行检查,确保焊接质量符合要求。
焊锡丝国标
焊锡丝是指在电子原器件的焊接过程中与电烙铁配合使用的具有一定长度与直径的锡合金丝。
焊锡丝具有良好的润湿性、导电率、热导率,易上锡等优点。
根据我国国家标准,焊锡丝主要分为无铅焊锡丝和有铅焊锡丝。
1. 无铅焊锡丝:
无铅焊锡丝是指焊锡丝中不含有铅元素的锡合金。
无铅焊锡丝的国家标准主要包括以下几种:
(1) 锡铜无铅焊锡丝(Sn99.3Cu0.7):这种焊锡丝主要由锡和铜组成,具有较高的导电率和良好的稳定性。
(2) 锡银铜无铅焊锡丝(Sn96.5Ag3.0Cu0.5):这种焊锡丝主要由锡、银和铜组成,导电性能更优越,但成本较高。
(3) 0.3银无铅焊锡丝(Sn99.0Ag0.3Cu0.7):这种焊锡丝中含有较低比例的银,导电性能较好,成本相对较低。
(4) 实芯型无铅焊锡丝(不含助焊剂):实芯型无铅焊锡丝不含助焊剂,适用于对助焊剂有特殊要求的场合。
(5) 小松香无铅焊锡丝(含 1.6%松香):这种焊锡丝中含有适量的松香,具有较好的抗氧化性能,适用于焊接过程中需要抗氧化保护的场合。
2. 有铅焊锡丝:
有铅焊锡丝是指焊锡丝中含有铅元素的锡合金。
我国对有铅焊锡丝的国家标准是GB/T3131-2001P。
总之,焊锡丝国家标准主要针对无铅焊锡丝和有铅焊锡丝,根据不同的应用需求和性能特点,可以选择合适的焊锡丝类型。
在实际应用中,焊锡丝的选择应根据焊接对象、焊接条件等因素综合考虑。
焊锡丝分类及使用全文共四篇示例,供读者参考第一篇示例:焊锡丝是一种焊接材料,广泛应用于电子、电气和机械等领域。
它是由焊锡合金组成,通过加热来使其熔化,将需要焊接的两个部件连接在一起。
焊锡丝的分类和使用对于焊接工作至关重要,下面将介绍焊锡丝的分类及使用。
一、分类1. 按材料分焊锡丝主要由铅和锡合金组成,按照不同的成分比例可以分为不同种类的焊锡丝。
常用的有63/37焊锡丝、60/40焊锡丝、50/50焊锡丝等。
其中63/37焊锡丝含有63%的锡和37%的铅,是最常用的一种,焊接效果好;60/40焊锡丝焊接温度较低,适合对温度敏感的元件进行焊接;50/50焊锡丝熔点较低,适合对温度要求不高的场合。
2. 按直径分焊锡丝的直径一般在0.5mm-3.0mm之间,按照直径的不同可以分为不同规格的焊锡丝。
直径较细的焊锡丝适合对细小元件进行精细焊接,直径较粗的焊锡丝适合对大型部件进行焊接。
3. 按包装方式分焊锡丝的包装方式有卷装、盒装、管装等多种形式。
不同包装方式适合不同的使用场合,选择合适的包装方式可以提高工作效率。
二、使用1. 准备工作在使用焊锡丝之前,首先要做好准备工作。
检查焊台、焊枪、焊锡丝等工具是否正常,确保电源接线正确,以免发生触电危险。
还要准备好焊接所需的元件和基板,做好焊接前的预热工作。
2. 焊接操作将焊锡丝通过焊枪加热,待焊锡丝熔化后,将熔化的焊锡丝涂抹在需要焊接的部件上。
要注意控制好焊锡丝的量,避免焊锡过多或过少。
焊接时要保持焊锡丝和基板的接触,确保焊接的牢固性。
焊接完成后,要及时清理焊锡残渣,保持焊接部位的干净整洁。
3. 安全注意事项在使用焊锡丝时,要注意安全问题。
焊锡丝加热时会释放有害气体,应保持通风良好,避免长时间暴露在焊接烟雾中。
要注意防止火灾和烫伤,使用时要穿戴好隔热手套,避免焊锡飞溅造成伤害。
焊锡丝的分类及使用对于焊接工作至关重要。
选择合适的焊锡丝类型和规格可以提高焊接质量,做好焊接过程中的安全防护措施可以保障人身安全。
焊锡丝国标
焊锡丝是一种重要的电子焊接材料,其主要作用是连接电子元器件并提高电路的可靠性。
根据国家标准,焊锡丝的规格要求为直径0.3mm~3.0mm,材质应为含锡量不低于50%的锡铜合金。
下面我们来介绍一下焊锡丝的更多知识。
首先,焊锡丝的品质直接影响着电路的质量和可靠性。
焊锡丝品质主要取决于以下几个方面:锡含量、通电性、抗氧化性、湿润性和流动性。
其中,锡含量是焊锡丝品质最基本的保障,含锡量越高,焊接效果越好。
通电性则影响着焊接时的热量传输和流动性,抗氧化性可保护焊接点不被氧化损坏,湿润性则决定着焊锡丝能否充分覆盖被焊接物,流动性决定了焊接点是否充分牢固。
其次,焊锡丝的用途广泛,主要分为手工焊接和机器焊接两种。
手工焊接适用于小批量、细小、复杂或者需要在特定位置进行焊接的元器件。
机器焊接则适用于批量生产,可以快速高效地完成焊接操作。
最后,使用焊锡丝时需要注意一些事项。
首先,焊接时应该根据被焊接物的大小和形状选择合适大小的焊锡丝,以免浪费。
其次,需要注意焊接温度和时间的控制,过高的温度或时间会导致焊接点容易损坏。
同时,需要使用合适的焊接工具和配件,以确保焊接质量。
最后,在焊接完成后,还应该进行质量检测,以排除可能存在的焊接缺陷和故障。
总之,焊锡丝的使用是电子行业不可或缺的一部分,其品质和用途都极其重要。
我们应该从规范和标准出发,选择合适的焊锡丝和合适的操作方法,以确保电路的质量和可靠性。
广东步步高电子工业有限公司电脑电玩厂BBK ELECTRONICS CORP., LTD助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
--焊锡丝采购标准--B2ST-QMS-40-011 编号南京萨特科技发展有限公司版本 B/21/3 页码焊锡丝采购标准版本页数修订者修订内容描述修订日期生效日期 A/0 2 张忠和首次发行 2009/02/15 / A/1 2 张忠和修改储存温度 2010/09/02 /因格式变更,版本由A/1修订为B/0;增加6.1/ B/0 3 艾莹露 2011/03/08 产品特性要求;增加6.6环保要求/ B/1 3 艾莹露修改6.6环保要求 2011/10/14 B/2 3 陈慷增加JS010:Ф1.4mm 1% 焊锡丝的采购标准 2015/12/10 2015/12/17 编制 / 日期批准 / 日期审核 / 日期杨漫雪王世平2015-12-11吴赛2015-12-14 陈慷2015-12-15 张争峰2015-12-14 2015-12-10***未经许可不得翻印***ST-QMS-40-011 编号南京萨特科技发展有限公司版本 B/22/3 页码焊锡丝采购标准1.目的采购符合生产技术要求的焊锡丝。
2.适用范围此规范适用于焊锡丝采购。
3.参考文件及记录:无。
4.职责4.1研发部:提供焊锡丝技术参数。
4.2品保部:对焊锡丝进行进料检验,确保其符合生产技术要求。
4.3资材部:采购符合生产技术要求的焊锡丝。
5.定义:无。
6.作业内容6.1 产品特性要求:成分松香ERP品号熔点丝径热导率比热容含量 Pb Sn 其他JS001 >300? 1.2mm 1.0% >95% <5% <0.5% <34.8W/(m2?K) <129.8J/(kg?K) JS010 >300? 1.4mm 1.0% >95% <5% <0.5% <34.8W/(m2?K) <129.8J/(kg?K)6.2外观要求6.2.1 标签上注明焊锡丝丝径以及松香含量。
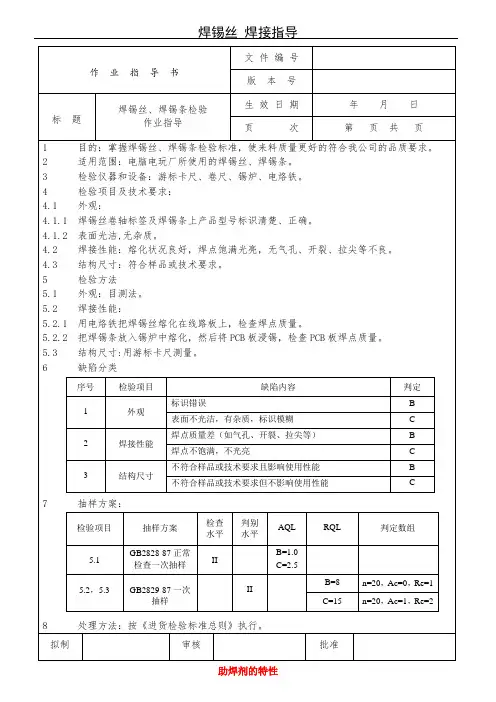
焊锡丝焊接指导助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
另一个例子,如使用氢气做为助焊剂,若温度是一定的,反映时间则依氧化物的厚度而定。
焊锡丝选购窍门焊锡丝质量的好坏直接影响焊接的质量与效果。
大家都想买到好货,那应该怎么进行挑选选购呢?以下是店铺为你整理的焊锡丝选购窍门,希望能帮到你。
焊锡丝选购窍门一、看目测检查,好的锡丝应光滑,有光泽,无氧化,发黑现象!(高品质的焊锡丝都有一层膜保护,以避免氧化)焊锡丝的质量一般是颜色发亮的较好,暗的焊锡丝则含铅量较高,并且相对不太容易融化。
好的焊锡丝的颜色是闪亮色(有铅),或银白色(无铅)而不是白色。
二、摸好的焊锡丝发白发亮,用手擦拭不容易涂到手上,而含铅量高的锡丝则发黑,用手擦拭容易黑手!锡的延展性很好,纯度越高的的锡线越不易折断。
当然,含锡量高的锡丝本身很软,不属于硬金属品三、润湿性润湿性能性能来判断。
而无铅焊锡丝则要根据是否符合ROHS标淮,助焊剂残留,无卤素,上锡速度来判断。
烟雾、飞溅、残留、亮度也是判断焊锡丝好坏的标淮。
四、包装注意焊锡丝的包装外观,虽然包装外观不能代表品质,但凡是正规厂家出品的焊锡丝都会有相应的详细的标识,如果有质量问题便可更好地查证。
在产品标识里应该标明此焊锡丝的含锡量或度数、含铅量、助焊剂量、溶点、包装重量等焊锡丝应有的基本信息。
五、品牌选择焊锡生产商是保证质量的最佳途径。
很多朋友贪图方便,往往就近到电子城或五金工具商店购买焊锡丝。
而这些商店作为一个经销商是必须要赚钱的,可想而知,其利润就在价差上,所以我们在选购时尽量选择生产厂家直接购买。
焊锡丝规格选择根据不同的情况,焊锡丝有几种分类的方法:按金属合金材料来分类:可分为锡铅合金焊锡丝,纯锡焊锡丝,锡铜合金焊锡丝,锡银铜合金焊锡丝,锡铋合金焊锡丝,锡镍合金焊锡丝及特殊含锡合金材质的焊锡丝按焊锡丝的助剂的化学成份来分类:可分为松香芯焊锡丝,免清洗焊锡丝,实芯焊锡丝,权脂型焊锡丝,单芯焊锡丝,三芯焊锡丝,水溶性焊锡丝,铝焊焊锡丝,不锈钢焊锡丝按熔解温度来分类:可分为低温焊锡丝,常温焊锡丝,高温焊锡丝。
焊锡丝怎么用1、选用合适的优质焊锡,应选用焊接电子元件用的低熔点焊锡丝。
铅及铅合金1.电解沉积用铅阳极板(YS/T498-2006)2.铅及铅锑合金板(GB/T1470-2014)3.铅及铅锑合金管(GB/T1472-2014)4.铅及铅锑合金棒和线材(YS/T636-2007)5.保险铅丝(GB3132-1982)6.高纯铅(YS/T265-2012)7.粗铅(YS/T71-2013)8.铅锭(GB/T469-2013)9.再生铅及铅合金锭(GB/T21181-2007)10.铅及铅合金废料(GB/T13588-2006)锡及锡合金1.锡阳极板(GB/T2056-2005)2.免清洗焊接用焊锡丝(SJ/T11168-1998)3.锡铅钎料(GB/T3131-2001)4.铸造锡铅焊料(GB/T8012-2013)5.无铅锡基焊料(YS/T747-2010)6.高纯锡(YS/T44-2011)7.锡粉(GB/T26304-2010)8.电子产品焊接用锡合金粉(SJ/T11391-2009)9.锡锭(GB/T1599-2014)10.锡阳极泥(YS/T992-2014)11.锡及锡合金废料(GB/T21180-2007)12.GBT 20422-2018 无铅钎料13.GBT 29089-2012球形焊锡粉14.GBT 31475-2015 电子装联高质量内部互连用焊锡膏15.GBT 6208-1995钎料型号表示方法16.GBT 728-2010 锡锭17.SJT11273-2002 免清洗液态助焊剂18.GBT 9491-2002 锡焊用液态焊剂(松香基)19.SJ 2660-1986 软钎焊用树脂系焊剂试验方法20.SJ-2659-86 电子工业用树脂芯焊锡丝和软钎焊用树脂系焊剂试验方法21.SJ_T 11319-2005 动态氧化渣试验方法22.GBT 15829-2008 软钎剂分类与性能要求23.GB-T 8146-2003 松香试验方法24.GBT 11364-2008 钎料润湿性试验方法25.SJ 11389-2009无铅焊接用助焊剂26.SJ 11390-2009无铅焊料试验方法27.GBT 10574.1-2003 锡铅焊料化学分析方法锡量的测定28.SJT 11186-1998 锡铅膏状焊料通用规范29.GB/T 11364-2008 钎料润湿性试验方法30.GB/T 31985-2015光伏涂锡焊带31.SJ/T 11519-2015电子连接用镀锡铜线规范32.GB/T 4910-2009镀锡圆铜线33.YS/T 866-2013电容器端面用无铅锡基喷金线34.YS/T 523-2011锡、铅及其合金箔和锌箔35.GB/T 2056-2005电镀用铜、锌、镉、镍、锡阳极板36.GB/T 3260.10-2013锡化学分析方法37.GB/T 2424.17-2008电工电子产品环境试验第2部分:试验方法试验T:锡焊试验导则38.电工电子产品环境试验第2部分:试验方法试验T:锡焊GB/T 2423.28-200539.ISO 9453:2014 焊料合金-化学成分与形式40.ISO 9455 也对一系列助焊剂(焊接辅料)各项性能指标测试41.ASTM B32-2004 金属软钎料规程42.GB/T 17461-1998金属覆盖层锡-铅合金电镀层43.GB/T 17462-1998金属覆盖层锡-镍合金电镀层44.J-STD-004助焊剂要求45.J-STD-005焊膏要求46.J-STD-006电子焊接领域电子级焊料合金及含助焊剂与不含助焊剂的固体焊料的要求47.TM-650所有试验检测方法48.IPC-HDBK-005焊膏评估指南\49.JIS Z 3197-1999 树脂型助焊剂试验方法50.JIS Z 3198 1-7 2003无铅焊料试验方法:熔化温度,机械拉伸,铺展,焊点拉伸与剪切,QFP拉伸,润湿平衡及接触角,片式元件焊点的剪切试验51.JIS Z 3282-2006树脂芯焊料52.JIS Z 3 284-2014锡膏53.JIS Z 3910-1990锡铅焊料化学分析方法。
焊锡丝的熔点
焊锡丝是一种常用的电子焊接材料,其具有优良的电热导性能,具有优良的焊接性能,可以用于焊接电子元件,电子零件和其它电子材料等。
焊锡丝的熔点是指在指定温度下,电子焊接材料发现的一种形式变化,从这种状态转变到最后的固态形式,它可以用于焊接多种电子器件、电子模块以及其他与电子有关的材料和组件。
焊锡丝的熔点是在电子焊接材料发现的形式变化最高温度,它以热量能量的消耗来标识。
电子焊接材料的熔点要求有特定的高度。
为了达到特定高度的熔点,需要采用一种较高的焊接技术。
焊锡丝的熔点要求一定,通常在183-190摄氏度之间。
对于安装电子元件和模块,需要严格的控制焊接温度,可以使用使用热风焊接技术,热风焊接机可以控制温度,当焊接温度达到指定的焊锡丝熔点时,焊接过程结束,焊后电子元件及模块不会因为过热而受到损坏。
焊接温度控制不仅对焊接材料的熔点有较高的要求,也要求有严格的控制方法。
如果控制不当,电子元件和模块将受到损坏,尤其是重要的紧固件和焊接部件。
如果温度过低,焊接材料无法达到熔点,无法形成良好的焊接,容易导致电子元件和模块的损坏。
如果温度过高,焊接材料会熔,导致焊接后的电子元件烧坏。
为了保证焊接的质量,需要认真考虑熔点控制的问题。
在焊接过程中,需要精确控制温度,使用专业的焊接设备,能够准确测量焊接材料的温度,保证温度在指定的范围内,以保证电子元件和模块的安
全可靠。
焊锡丝的熔点是对电子焊接材料选择及实施焊接工艺要求提出的一个重要指标,在电子焊接过程中需要精确控制焊锡丝的熔点,以保证焊接后元件、器件可靠性,且可以确保焊接的质量。
焊锡丝的温度范围会受到多种因素的影响,例如焊锡丝的成分、直径、焊接对象的材料等。
一般来说,常见的焊锡丝温度范围在 180℃至 400℃之间。
不同类型的焊锡丝可能需要不同的温度来达到最佳的焊接效果。
例如,含铅焊锡丝通常需要较低的温度,而无铅焊锡丝可能需要稍高的温度。
在进行焊接时,需要根据具体的焊接任务和焊锡丝的规格来调整焊接温度。
需要注意的是,过高或过低的温度都可能导致焊接质量问题,如焊点不牢固、焊接不良等。
因此,在使用焊锡丝进行焊接时,最好参考焊锡丝的产品说明书或咨询专业人士,以确保选择合适的温度范围并获得良好的焊接效果。
【锡SN标准】一、引言锡(化学符号:Sn)是一种常见的金属元素,具有良好的导电性和可塑性,广泛应用于电子、冶金、化工等领域。
为了确保锡的质量和安全性,制定了一系列的锡SN标准,以规范锡产品的生产和使用。
本文将详细介绍锡SN标准的相关内容。
二、锡SN标准的分类根据不同的应用领域和要求,锡SN标准可以分为以下几类:1. 锡合金标准:主要适用于锡合金产品,如锡铅合金、锡锑合金等。
这些标准通常包括合金成分、物理性能、化学性能、机械性能等方面的要求,以保证锡合金产品的质量和可靠性。
2. 锡焊料标准:主要适用于焊接行业,规范焊接过程中使用的锡焊料。
这些标准通常包括焊料成分、焊接性能、焊缝质量等方面的要求,以确保焊接的可靠性和稳定性。
3. 锡板、锡带标准:主要适用于锡板和锡带产品,用于电子、通信等行业。
这些标准通常包括板材厚度、表面质量、机械性能等方面的要求,以保证产品的平整度、可加工性和使用寿命。
4. 锡粉标准:主要适用于冶金、化工等领域,规范锡粉的生产和使用。
这些标准通常包括粒度分布、化学成分、物理性能等方面的要求,以确保锡粉的质量和稳定性。
三、锡SN标准的制定过程锡SN标准的制定过程一般包括以下几个步骤:1. 研究调查:通过对国内外锡产品和相关标准的研究调查,了解市场需求和技术发展趋势,确定制定标准的必要性和可行性。
2. 标准起草:由专家组成标准起草组,根据研究调查结果,制定标准的具体内容和要求。
起草过程中还需征求相关利益方的意见和建议,确保标准的科学性和实用性。
3. 讨论修订:将起草好的标准提交给有关部门或组织进行讨论和修订。
通过专家评审和公开征求意见等方式,对标准进行进一步完善和修订。
4. 审批发布:经过多轮的讨论修订后,最终确定标准内容,并由相关部门或组织进行审批和发布。
发布后,标准即可在相关行业中得到应用。
四、锡SN标准的重要性锡SN标准的制定和执行对于保障锡产品的质量和安全具有重要意义:1. 保障产品质量:锡SN标准通过规范产品的成分、性能等要求,可以有效避免产品质量差异化问题,确保产品达到一定的质量标准。