工序标准工时
- 格式:xlsx
- 大小:14.10 KB
- 文档页数:4
标准时间的设定一、标准工时概要1、什么是标准工时(StandardTime)标准工时是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。
它具有以下五项主要因素:(1)正常的操作条件:工具条件及环境条件都符合作业内容要求并且不易引起疲劳,如女子搬运重量不超过4.5公斤。
(2)熟练程度:大多数中等偏上水平作业者的熟练度,作业员要了解流程,懂得机器和工具的操作与使用。
(3)作业方法:作业标准规定的方法。
(4)劳动强度与速度:适合大多数普通作业者的强度与速度。
(5)质量标准:以产品的质量标准为准,基本原则是操作者通过自检及互检完成。
由上述的定义可知标准时间是衡量一切工作的标准,它具有相当高的客观性与公平性。
IE的全部方法与手段都是为了保证所制定的标准时间公平合理,因为它是衡量效率的基准,同时也是进行科学的效率管理的基础,并最终被应用到销售、设计、采购、成本管理等相关领域。
2、标准时间的意义与用途制定合理的标准时间是科学管理的最基本工作,也是最重要的工作。
无标准时间就无管理的第一步。
通过标准时间的应用使参与工作的全部人都可以客观准确地计划、实施并评价工作结果。
标准时间的应用非常广泛,是制造业必不可少的作业管理基准。
标准时间的应用具体有以下几个方面:(1)制定生产计划;(2)人工工时计划及人员计划;(3)评价:不同作业者的工作表现,不同的供货商的效率成本,不同的作业方法的优劣;(4)用于制造产品的人工成本控制与管理,包括记件工资的标准;(5)对客户的估价与报价;(6)设备及工装的需求计划;(7)革新与改善的成绩评价。
特别要强调的是标准时间不是一成不变的,随着作业方法及产品工艺的改进,标准时间也是在不断更新与提高的。
3、标准时间的构成大多数的标准时间是由“标准主体作业时间”和“标准准备时间”构成。
此两项又分别由净作业时间和宽放时间构成。
如下图(1)标准主体作业时间与标准准备时间是完成工作所必须进行的作业包括有效的机械作业以及事前准备和中间准备所消耗的时间。
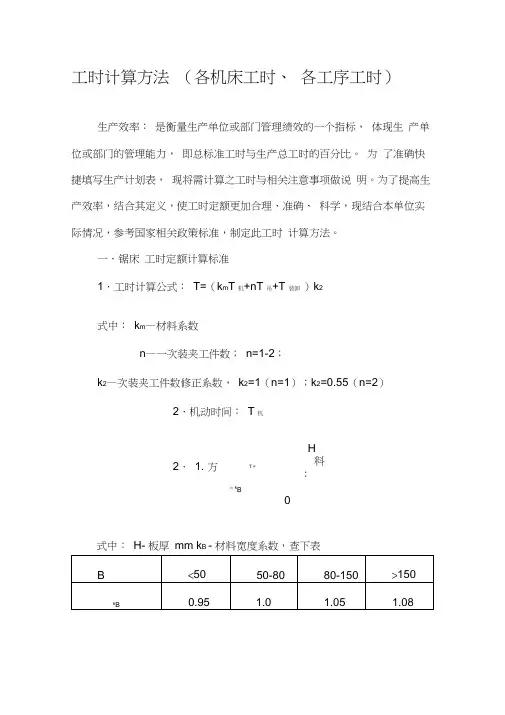
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
标准工时的定义
标准工时是指采用系统方法,以工作节拍为基准,精确地测定各种劳动活动的规定的耗时。
它被用于检测工作的耗时,以及实现生产过程的优化,而且用于定额工资的计算。
另一方面,标准工时也是技术管理的工具。
标准工时的定义主要包括四部分内容:1) 工作节拍:指定每个任务应该完成多少个步骤,并指定完成每个步骤所需花费的时间;2)标准:指衡量活动所消耗的人力,用什么标准;3)指标:指由标准工时得出的每个工序的耗时指标;4)定额:指由标准工时得出的每个工序的定额,以及总的定额。
标准工时的使用可以帮助企业达到减少生产成本、提高效率、提高工作素质、提高质量等目标。
它不仅能准确地测量出每个生产工序需要花费多少时间,而且还能评估员工的工作效率。
它有助于企业更好地把控生产周期,确保生产过程中能顺利完成每个工序,有效地提升企业整体效率。
此外,标准工时还是一种定额管理的重要工具,它可以用来测量每件产品的投入成本,并有效地估算生产过程所需的成本。
将此信息作为计算工资的基础,可以让企业更加合理地支付工人的工资。
从上可以看出,标准工时的定义是指通过对活动的实际耗时的测量,精确的计算出每个工序所花费的时间和成本。
标准工时使企业可以减少生产成本、提高效率和质量,同时也能合理地支付员工的工资。
产线标准工时计算方法嘿,你问产线标准工时计算方法啊?那咱就来说说。
要算产线标准工时呢,得先搞清楚几个事儿。
首先得知道生产一个产品都有哪些步骤。
就像做菜一样,得知道先干啥后干啥。
把生产过程分解成一个个小的工序,这样才能算得清楚。
然后呢,观察每个工序需要多长时间。
可以找几个熟练的工人,让他们正常干活,然后用秒表计时。
这就像给工人的动作拍个小电影,看看他们花了多少时间。
不过可不能只看一个人哦,得多找几个人,取个平均值,这样才比较准。
接着,还得考虑一些特殊情况。
比如说,工人有时候会休息一下,上个厕所啥的,这时间可不能算在标准工时里。
还有,如果机器出故障了,耽误了时间,也得排除掉。
就像走路的时候遇到了小坑,得绕过去,不能算在走路的时间里。
算标准工时的时候,还可以加上一些宽裕时间。
为啥呢?因为工人不可能一直像机器人一样不停歇地干活呀。
得有点时间让他们喘口气,调整一下状态。
这个宽裕时间一般是按照一定的比例加上去的,不能太多也不能太少。
还有哦,如果生产过程中有一些特殊的要求,比如质量检查得特别仔细,那可能也得花更多的时间,这也得考虑进去。
我给你讲个事儿吧。
有个工厂要算生产一种小零件的标准工时。
他们先把生产过程分成了几个工序,然后找了几个熟练工人计时。
结果发现,有的工人干得快,有的干得慢。
他们就取了个平均值,又考虑了休息时间和宽裕时间,最后算出了一个比较合理的标准工时。
有了这个标准工时,工厂就能更好地安排生产计划,提高效率啦。
所以啊,算产线标准工时可不能马虎,得认真仔细,才能让生产更顺利。
标准工时的应用方法标准工时是一种管理劳动力的方法,它在企业中广泛应用,帮助实现生产效率的提升和成本的控制。
以下是标准工时的应用方法:1. 设定标准工时:首先,根据工作任务和生产流程,制定标准工时。
标准工时是完成特定工作任务所需的合理时间,包括不同环节的工作时间、休息时间和其他非工作时间等。
2. 确定标准工时的测定方法:为了确定标准工时,可以采用直接观察、时间研究、工序分析等方法。
直接观察是指通过观察员工在工作过程中所花费的时间来确定标准工时。
时间研究是通过观察和记录员工完成某项工作所花费的时间来确定标准工时。
工序分析是将整个生产过程划分为各个工序,并计算每个工序的标准工时。
3. 加入标准工时的管理系统:将确定的标准工时加入到企业的管理系统中,用于员工工资的计算、绩效考核、生产计划的制定等方面。
通过标准工时,可以根据员工的实际工作时间和标准工时的差异,对员工进行绩效评估和薪酬调整。
4. 监控和评估标准工时的执行情况:企业应定期监控和评估标准工时的执行情况,以确保员工的工作时间与标准工时的一致性。
如果发现存在偏差,需要及时进行调整和纠正,以保证生产效率和质量。
5. 不断优化标准工时:企业应定期评估和优化标准工时。
随着生产流程和技术的不断变化,标准工时也需要相应调整。
通过优化标准工时,可以进一步提高生产效率和降低成本。
总之,标准工时是一种有效的管理工具,它可以帮助企业合理分配工作时间,提高生产效率和降低成本。
然而,在应用标准工时时,企业需要根据自身的情况进行调整和优化,以达到最佳的管理效果。
标准工时是一种基于时间管理的方法,它在企业中起到了重要的作用,可以帮助企业提高生产效率、降低成本和提升竞争力。
以下将继续探讨标准工时的应用方法及其相关内容。
6. 建立准确的工作量标准:为了确定标准工时,企业首先需要建立准确的工作量标准。
工作量标准是根据产品或服务的特点、制作流程和工作内容等因素来确定的,它主要包括产品数量、工作质量、作业环境等指标。
标准工时评定方法标准工时是指在标准工作环境下,进展一道加工所需的人工时间。
标准工时=观测时间×评定系数×〔1+宽放率〕观测时间将每道工序的工作分成假设干个工作单元,分别进展计时。
注:重点强调:测时前操作方法应已标准化。
操作方法不同,所消耗的时间也不同。
假设操作方法尚未标准化,操作单元的划分及其时间研究将毫无意义。
划分单元时应注意:1、每一个单元应有明确且易辨识的起点和终点。
在工作循环中,一个操作单元中止另一个操作单元开场的瞬间,称为分解点或定时点。
2、人工操作单元与机器单元应分开,时间研究主要是测定人工单元。
3、不变单元和可变单元应分开,不变单元是指在各种情况下,其操作时间根本相等的单元,如焊接操作中的手拿焊枪为不变单元。
可变单元是指因加工对象尺寸、大小、重量的不同而变化的单元。
在焊接操作中的焊缝所需时间是随焊缝的长短而变化的,故为可变单元。
4、物料搬运时间应与其他单元时间分开。
因为搬运时间受工作场所布置的影响很大,别离出来便于单独研究。
测时方法:〔1〕归零测时法,即在每一个操作单元终了时,使指针回零的方法。
现场记录时,因为要归零,所以费时,且易漏记。
〔2〕累计测时法,即每次按停显示当时时间,再按那么显示累计走时。
〔3〕连续测时法,在整个过程中,秒表不停的连续走动,直到整个研究完毕为止,观测者将每个操作单元的终点时间读出,记录在表格内。
研究完毕后,将相邻两个操作单元的终点时间相减,即得出操作单元实际的持续时间。
优点是现场记录时,因秒表开动后不再归零,任其连续走动至各单元末记录时间,比拟方便,且一直连续计时,能保证所有时间均可记录无遗漏。
缺点是各单元的持续时间必须通过减法求得,处理数据的工作量较大。
评定系数评比时需要将操作者的速度和理想速度作准确的比拟,所以必须有具体的数字来表示其快慢,为了到达这个目的,就必须有一个评比的尺度。
评比方法:1、速度评定法,是比拟简单的评定方法,它完全根据观测者关于理想速度概念评定工人的工作速度,即将工人工作速度与观测者脑海中已有的标准水平概念进展比拟。
設定標準工時的工具、步驟、測試方法:工具:1)秒表(停表、馬表)2)觀測記錄板3)時間記錄表4)其它步驟:1)收集資料2)劃分操作單位3)測時並記錄4)評定正常時間5)確定寬放時間6)設立標準時間測試方法:1)歸零法(測一次回一次零)2)連續測試法[測時開始直至結束,中間不歸零,此方法有兩種定義:1、測單一工位時,連測;2、從流水線首站開始一站一站測,直至流水線最後工序]3)MOD法(模特法)標準工時的計算公式(初階-預算篇)1、Tack time(TT)= 每日作業時間(分)÷日產量(PCS)= 每日作業時間(分)*生產線稼動率/日產量(PCS)*良品率(不良品除外)Tack Time是指在實際生產中常會發生不良品、組裝不良、設備的調整或故障導致的生產線停止、作業故障導致的運輸混亂等現象;日產量(PCS)=每日作業時間(分)/TT以上公式表明,TT值越低,產量越高;(TT可為產距時間、節拍)注:TT = 作業員每月(日)的操作時間/ 每月(日)市場訂單的需求量2、標準工時(Standard Time)的計算:ST= 正常時間*作業寬放= 平均操作時間* 評比+ 寬放單位工時=Neck Time(NT)瓶頸時間* 工程人數*作業寬放3、生產平衡率= [Σ各工程數測出時間總和/ (瓶頸時間*工程數)]*100%計算出的值的低於85%,可通過生產線的改善(簡化、重排、合並、剔除、新增)來提高生產平衡率(生產線編成效率)注:不平衡率= [ (工作總點數* 耗時最多工作點之標準工時) –工作總工時] / 工作總點數* 耗時最多工作點數標準工時= 1-生產平衡率4、傳送帶速度= 傳送帶上產品間的間距/Tact-Time傳送帶上產品間的間距是一個舒適的作業,一般不作改動,故以上公式表明,TT 值越低,傳送帶速度越快,結合上面公式說明,產量越高;5、生產率= 產出/ 投入產出越高或投入越少,生產率越高;(投入包括成本的投入等綜合的投入),從以上的公式說明,投入可以體現出浪費的程度,所以,控制浪費減少投入,提高生產率;6、稼動率= (投入工時–除外工時)/投入工時稼動率可反饋產線的作業有效率、作業人員作業的有效率;7、相應名詞解釋:制程時間(Process Time)縮寫為PT人的時間(Human Time)縮寫為HT機器時間(Machine Time)縮寫為MT周期時間(Cycle Time)縮寫為CT[指實際上平均每隔幾秒鍾產出一個產品] 加工時間(PT)= HT+MT–重疊時間周期時間(CT)=PT/批流量當批流量= 一個流;則CT = PT一個流是指每次加工一個,檢查一個,傳送至下工序二個流是指每次加工一個二個、檢查二個,傳送至兩個至下工序二個流以上的生產方式,皆稱為批量流標準工時的計算公式(中階-核算篇)秒表測試及模擬仿真軟件都是通過日常的積累總結獲得的經驗來進行設定、判定,中間都存在一定的誤差,以下針對常用的秒表測試來進行一定的核算,以確保所訂的工時達一定的正確性。
一个工序的标准工时指的就是该工序完成所需要的平均标准工时或规范工时。
这个值可以通过对实际生产数据的统计分析来确定或者基于经验公式推算得出。
一般来说,为了得到准确可靠的结果,应该收集足够多的样本数据并对数据进行合理性检验后再做出估计。
此外,还应考虑到不同工人之间技能水平差异等因素可能会影响到每个人执行同一道工序时所花费的时间也有所不同。
因此建议采用科学严谨的方式来测算出最接近真实情况的数值以便于企业更有效地管理其人力资源以及优化生产线流程从而提高整体效率与质量控制能力。
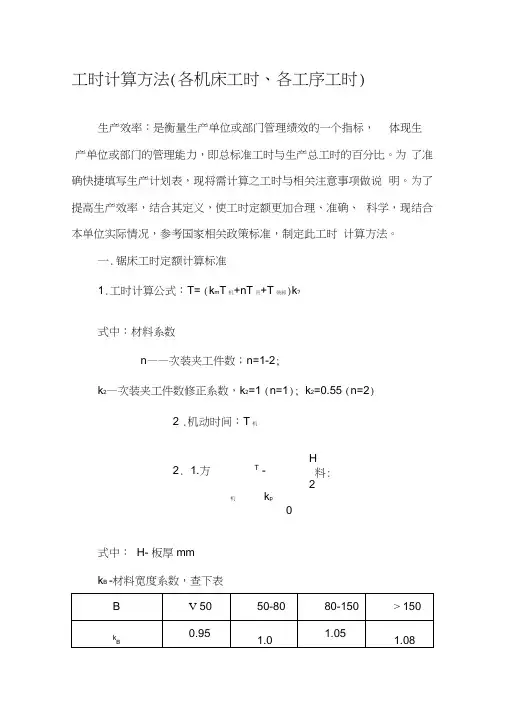
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T= (k m T机+nT吊+T装卸)k?式中:材料系数n——次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1 (n=1); k2=0.55 (n=2)2 .机动时间:T机H2. 1.方T - 料:2机k p式中:H- 板厚mmk B -材料宽度系数,查下表D2. 2.棒料:T2机二4式中D —棒料外径mmD d 。
2 2. 3.管料: T 机= 2— 1000 4式中d 。
一管料内径;mmHH 0*BT 机二 28000—方管外形高3 .吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:2.4..方管:式中:Hmm ; H o —方管内腔高 mm ; B o —方管内腔宽mm ;800综上所述:方料:T= (0.12+n0.0519H+0.001L) k 旷0.00013 H °*B 。
(min )圆料:T= (0.12+n0.0429D+0.001L ) k 2-0.0001 &2 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1 (n=1); k 2=0.55 (n=2)二. 剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 +处理长度/400剪板校正T 校二k*T材料系数K=1 〜1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=艺a折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15 分X折 1.5=0.225+0.2=0.425^ 0.5)准备工时三.风割焊接工时定额计算标准1.风割工时T风割割长度X 公式:3+1.5修磨工时含补焊工时:T修磨2=T风割/2.焊接单件工时:T焊接=T 工件装卸+T 点焊+ T全焊2.1 装卸工件工时:T工件装卸= (T OI+0.2n)B式中:T oi—装卸基本工时;(取T°I=0.2);n--工件数B--重量系数(见表)2.2. 点焊单件工时:T点焊=T O2+O.1J+O.1N式中:T o2—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊=T O3+O.1M+O.1N+L /200+0.2NC式中:T o3—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L 2--焊缝长NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k —难度系数有工差要求k=1.5有深度要求k=1.1扩孔及攻丝k=0.82、机动时间T机注:L/D >8时,须另增排屑时间60% 3、装卸零件时间及辅助时间T装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~ 24 mm/次工件运行行速度8m/mi n磨一次行程工时2.无心磨工时定额(含辅助工时)L-k—T= 1d20式中:L —单件被加工零件总长;k d —直径系数,d< 16, k d=1.0; d> 16, k d=1.23.铣端面工时加工段数系数B计算公式加T= 工长度x六。
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
標準工時(標準時間)的定義、建立方式
及各工序標準產能評估
一、標準時間定議
標準時間是在正常的操作條件下,以標準的作業方法及合理的勞動強度和速度完成符合質量要求的工作所需的作業時間。
具體有以下五項主要因素:
(1)正常的操作條件:工具條件及環境條件都符合作業內容要求並且不易引起疲勞,比如女工搬運重量不超過4.5公斤。
(2)熟練程度:大多數中等偏上水平作業者的熟練度,作業員要了解流程,懂得機器和工具的操作與使用。
(3)作業方法:作業標準規定的方法。
(4)勞動強度與速度:適合大多數普通作業者的強度與速度。
(5)質量標準:以產品的質量標準為準,基本原則是操作者通過自檢及互檢完成。
因此可以說標準工時是衡量一切工作的標準,它具有相當高的客觀性與公平性。
二、標注時間的意義與用途
標準時間的應用具體表現以下幾個方面:
(1)制定生產計劃;
(2)人工工時計劃及人員計劃;
(3)評價:不同作業者的工作表現、不同的供貨商的效率成本、不同作業方法的優劣;
(4)用於制造產品的人工成本控制與管理,包括記件工資的基準;
(5)對客戶的估價與報償;
(6)設備及工裝的需求計劃;
(7)革新與改善的成績評價。
三、標準時間的構成
標準時間= 正常作業時間+寬放時間
=正常作業時間x(1+寬放率)
=觀測時間x評比系數x(1+寬放率)四、各工序標準產能評估
各工序按標準時間測定數值進行計算所得的產量為標準產能。
为有很多方面我们已经在论坛进行暸比较细致的讨论﹐但因为论坛文章太多﹐已经很深﹐而没有看到的朋友依然重复发贴﹐在这里特别把我觉得还不错的东西整理出来﹕谢谢(PEIXIA)newcomer:如何制定工序检查标准时间在电子制造业内,工序检查标准时间的制定一直是一个令人困惑的问题。
因为检查时间是受各种因素影响,如缺陷率,元件排布的复杂程度,还包括人的心理因素,注意力因素等。
请各位发表高见啊!我们用下面公式计算PCBA波峰焊后检查标准时间.S.T=焊接点数(需检查点数)X0.072+焊接点数(需检查点数)X坏点率X坏点处理时间+取放板时间.其中坏点率可用抽样罚得到,一般情况下,取0.1%.有PCBA制造经验的朋友请发表高见啊!Ie:请教0.072是什么意思?PCB上面这么多点,请教你确定只让操作工检查固定的几个点吗,以前我们的SOP上只写检查几点,造成很多不良流到下制程,后来干脆改为外观检查,重点检查某些点。
再请教一个问题,你们的工业工程人员配置如何,一个人负责多少制程或机型。
Newcomer:波峰焊后主要检查插件的焊接品质,当然主要检查插件的焊点,前面Reflow焊接工序SMD 焊点已检查。
检查时主要动作单元有(此处不包括用放大镜检查):*取板。
2~3秒。
*扫描焊点。
每点时间约2TMU=0.072秒。
*发现坏点,停顿,作标记或贴标签,时间约为每坏点15秒~20秒。
*送回板,约2秒。
现在我们假设在波峰焊接后共有焊点200,经统计,波峰焊接的坏品率为0.1%,计算其检查时间。
S.T=200*0.072+200*0.1%*20+5=23.4sec请批评指正。
Peixia:我发现在波峰焊后,那里老是有积压现象,因为用时较多,但我们可以把这200个点分成几块,让几个人检验,你也许会说那人力成本要增加了,那就改良波峰焊工艺塞,其实在回流焊后也有同样的问题,比对目检查往往也用时多,生产平衡就出问题,但这些解决都还是很容易的。
一道工序的标准工时
一道工序的标准工时是指完成该工序所需的标准时间。
它通常是根据工作内容、工作环境、工作条件以及工人的能力和熟练程度来确定的。
标准工时的计算可以通过以下步骤进行:
1. 定义工序范围:首先确定该工序的具体内容和边界,确定开始和结束的时间点。
2. 观察和记录操作:对实际操作进行观察和测量,记录下每个操作的时间和步骤。
3. 剔除非工作时间:从观察和记录的时间中剔除非工作时间,如临时中断、休息时间等。
4. 分析和计算:将剔除非工作时间后的操作时间进行分析和计算,确定平均时间。
5. 校准和修正:根据实际情况和工人的能力和熟练程度,对计算得到的平均时间进行校准和修正。
最终,得出一个合理的标准工时,指导工作组织和安排。
需要注意的是,标准工时只是一个参考值,实际操作中可能会有一些变动和调整。
不同的工厂和行业可能对标准工时有不同的定义和计算方法。
标准工时计算公式举例标准工时是指在一定的生产条件下,完成一定数量产品所需的时间。
标准工时计算是企业生产管理中非常重要的一环,它直接影响着生产成本和生产效率。
下面将通过一个具体的例子,来介绍标准工时的计算公式及其应用。
假设某工厂生产一种产品,生产该产品需要经过三个工序,A、B、C。
现在我们来计算完成一件产品所需的标准工时。
首先,我们需要明确每个工序的工时定额和完成产品所需的数量。
假设工序A的工时定额为2小时,工序B的工时定额为3小时,工序C的工时定额为4小时。
而完成产品所需的数量为100件。
那么,完成100件产品所需的总标准工时 = A工序工时定额×完成产品数量+ B工序工时定额×完成产品数量 + C工序工时定额×完成产品数量。
= 2小时× 100 + 3小时× 100 + 4小时× 100。
= 200小时 + 300小时 + 400小时。
= 900小时。
所以,完成100件产品所需的总标准工时为900小时。
在实际生产中,如果工人的实际工作效率与标准工时不符,就需要进行工时效率的评估和调整。
如果工人的实际工时小于标准工时,说明工人的工作效率高于标准,可以适当调整工资以激励其更高效率地完成工作;如果工人的实际工时大于标准工时,就需要对工作方法和工艺进行分析,找出问题并进行改进,以提高生产效率。
此外,标准工时的计算还可以用于生产计划和生产进度的控制。
通过对标准工时的计算和监控,可以及时发现生产过程中的问题,保证生产进度的顺利进行,从而提高生产效率,降低生产成本。
总之,标准工时的计算对于企业的生产管理至关重要。
它不仅可以帮助企业合理安排生产计划,控制生产成本,还可以激励员工提高工作效率,从而提高企业的竞争力和盈利能力。
希望本文所介绍的标准工时计算公式及其应用能够对大家有所帮助。