磁粉检测-第一章 物理基础-3
- 格式:pptx
- 大小:18.37 MB
- 文档页数:18
磁粉检测全部+讲解学习第⼀章绪论1.1、能形成磁粉显⽰的零件结构或形状上的间断叫做---------不连续性1.2、磁粉检测与渗透检测元件检测主要区别是---------检测原理不同1.3、以下关于磁敏元件检测法的叙述中,正确的是--------- 磁敏元件检测法获得不连续性(包括缺陷)深度的信息。
1.4、磁粉检测在下列哪种缺陷的检测不可靠--------埋藏的很深的⽓孔,⼯件表⾯浅⽽宽的划伤,针孔状的缺陷和延伸⽅向与磁感应线⽅向夹⾓⼩于20度⾓的缺陷。
1.5、磁粉检测优于涡流检测的地⽅--------能直观的显⽰出缺陷的位置、形状、⼤⼩和严重程度-。
1.6、磁粉检测优于渗透检测的地⽅---------能检出表⾯夹有外来材料的表⾯不连续性;对单个零件检测快,可检出近表⾯的不连续性。
1.7、承压设备对铁磁性材料⼯件表⾯和近表⾯缺陷的检测宜优先选择磁粉检测,主要是因为---------磁粉检测对铁磁性材料攻坚的表⾯和近表⾯缺陷具有很⾼的灵敏度,可发现微⽶级宽度的⼩缺陷。
1.8、对检测有⾊⾦属管⼦表⾯缺陷最合适的⽅法是---------涡流法。
1.9、被磁化的⼯件表⾯有⼀裂纹,使裂纹吸引磁粉的原因是------漏磁场。
1.10、漏磁场检测的试件必须具备的条件是--------- 试件有磁性。
1.15、通常把影响⼯件使⽤的不连续性称为缺陷,所以不连续性和缺陷的概念不是不同的。
1.16、磁粉检测和检测元件检测都属于漏磁场检测。
1.17、磁粉检测的基础是不连续性处漏磁场与磁粉的磁相互作⽤。
1.18、磁粉检测可以检测沉淀硬化不锈钢材料,不能检测奥⽒体不锈钢材料1.19、采⽤磁敏元件检测⼯件表⾯的漏磁场时,探测的灵敏度和检查速度及⼯件⼤⼩⽆关。
1.20、如果被磁化的试件表⾯存在裂纹,使裂纹产⽣漏磁场的原因是磁⼒线的不连续性导致磁⼒线发⽣弯曲。
1.21、磁粉检测对铁磁性材料表⾯开⼝⽓孔的检测灵敏度要低于渗透检测。
磁粉检测第一部分基本知识和原理1.1磁现象细小的铁钉或铁丝能被磁铁吸引,这一现象大家在现实生活中都遇到过。
按照物理学的说法,就是磁铁附近存在一个磁场,铁钉或铁丝被吸引是在磁场中受到力的作用。
进一步观察可以发现:细小的铁钉或铁丝总是被吸引在磁铁的端部,这个端部叫磁铁的极,其中一端是北极(N极),另一端是南极(S级)。
当两个磁铁的端部接近时,如果是同极,就会相互排斥,如果是异极,就会相互吸引(图1-1)。
图1-1磁铁的极1.3磁场通俗地说,磁场就是有磁力作用的空间。
假设把小磁针放在磁铁的附近的不同位置,可以发现,不同位置上磁针受的力的大小是不同的,也就是说,空间各点的磁场强弱是不同的。
此外,磁场中同一位置的小磁针的两极会指向确定的方向;而在不同位置上,小磁针静止时指的方向却不一定相同。
这说明磁场是有方向性的。
1.4磁感应线(磁力线)由于磁场看不见,理解和描述它都有一些困难,于是物理学家提出了磁感应线(磁力线)的概念,用磁感应线(磁力线)可以形象地描述磁场。
需要说明一下,在一般描述磁场时,我们经常混用磁感应线和磁力线。
但是如果牵涉到描述铁磁介质的感应磁场时,对两者就需要仔细区别了,这种情况后面会遇到。
另外还必须强调,磁感应线(磁力线)是人为假想的曲线,不是客观存在于磁场中的真实曲线。
1.5磁感应线(磁力线)的性质为了能够确切描述磁场,物理学家规定,磁感应线(磁力线)具有以下性质:1、磁感应线(磁力线)具有方向,曲线上任意一点的切线的方向即表示该点的磁场方向;2、磁感应线(磁力线)的疏密程度表示磁场的强弱;3、磁感应线(磁力线)是连续的闭合曲线,永不中断。
4、任意两条磁感应线(磁力线)永不相交。
5、在磁体外部,磁感应线(磁力线)由N 极(北极)出来,进入S 极(南级);在磁体内部,磁感应线(磁力线)的方向由S极指向N 极。
1.6用磁感应线(磁力线)描述永久磁铁的磁场图1-2显示了条形磁铁和蹄形磁铁的磁力线。
磁粉检测第一章绪论1.1磁粉检测的发展简史和现状1.2漏磁场检测分类磁粉检测是利用漏磁场原理进行检测的。
漏磁场:铁磁材料被磁化后,在不连续性处或磁路截面变化处,磁感应先离开和进入工件表面形成的磁场称为漏磁场。
所谓不连续性,就是工件正常组织结构或外形的任何间断,这种间断可能也可能不影响工件的使用性能。
缺陷:通常把影响工件使用性能的不连续性称为缺陷。
缺陷包含于不连续性,所有不连续性并不一定是缺陷,只有影响工件使用性能的不连续性才是缺陷。
漏磁场检测:利用某种传感器件,直接对漏磁场进行检测的方法。
漏磁场检测分为磁粉检测与检测元件检测。
二者的区别就是磁场的传感器不同。
磁粉检测--磁粉(铁磁性粉末)检测元件检测--磁带、霍尔元件、磁敏二极管或感应线圈1、磁粉检测(MT)磁粉检测法:用磁粉作为漏磁场的检测介质,利用磁化后工件缺陷处漏磁场吸引磁粉形成的磁痕显示,从而确定缺陷存在的一种检测方法。
(1)磁粉检测原理①(条件)铁磁材料被磁化后,②(原因)由于不连续性的存在,③(后果)在工件表面和近表面的磁力线发生畸变而产生漏磁场,吸附施加在工件表面的磁粉,④(现象)在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。
(2)磁粉检测的适用范围1)适用于铁磁材料。
不适用于非铁磁材料和奥氏体不锈钢。
2)适用于检测表面和近表面缺陷,如裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷,缺陷显现直观,可以一目了然地观察到它的形状、大小和位置。
根据缺陷的形态及加工特点,还可以大致确定缺陷是什么性质(裂纹、非金属夹杂、气孔等)。
不适用于检测宽而浅的划痕、针孔状缺陷、埋藏较深的内部缺陷和延伸方向与磁力线方向夹角小于20°的缺陷。
?3)适用于未加工的原材料(如钢坯),加工后的半成品、成品及在役或使用中的零部件。
4)适用于管材、棒材、板材、型材和锻钢件、铸钢件和焊接件。
所以标准规定的适用范围1 范围JB/T 4730的本部分规定了承压设备磁粉检测方法及质量分级要求。
× )减小退所× )交流电比周向(×)但× )在外侧× ) )的磁场。
○ )( ○ )漏磁○ )( × )左右时,( ○ )( ○ )被( ×(○)所以荧( × )即( ○ )○ )由于○ )○ )○ )○ )(×)50μm,。
( ○ )倍。
( ○ )A型灵C其参数更○ )痕显示。
而伪如( ○ )× )铁锈等附则应( ○ )具有 ( ○ )○ )○ )标标四个1.5mm。
标)标( × )标× )标,黑光的,中心× )标○ )标标(×)标除另有标( × )标)标通.居里点.转向点.磁矩.畴壁会.抗磁性.铁磁性磁滞回线感应曲线( C )程度:软磁材料( D ) .高剩磁高磁导率低磁导率.剩磁场峰值;平均值.交流电( B ) 内部缺陷( D ).直流电磁粉数目沉淀浓度错误陷漏检过度背景是否适M1型M型A1-15/50( D )要( D )误的是:1~3来自)或铝棒纵向退磁关闭电流磁粉前粉过程中标,检测500~600A 400~500A标范公式用于:圈磁化标下列可获标14×1200mm,根据至少应为:636A.424A标所用.500LxμW/cm2标通.1000Lx而且越标连,其1s~标准应进应进标准件可用交流电退磁。
D. 无论哪种退磁方法,退磁时电流与磁场的方向和大小的变化必须换向和衰减同时进行。
9.39 下列关于退磁的叙述中,不符合JB/T4730.4-2005标准的是:( D )A. 采用交流退磁时,可将交流电直接通过工件并逐步将电流减到零。
B. 采用直流退磁时,应不断改变电流方向,并逐渐减小到零。
C. 大型工件可采用缠绕电缆线圈分段退磁。
D. 退磁是否达到要求,应按产品技术条件规定,若没有规定具体数值,则剩磁应不大于140A/m。
9.40 对在用承压设备进行磁粉检测时,JB/T4730.4-2005标准没有规定应进行荧光磁粉检测的情况是:( A )A. 表面比较粗糙的部位B. 制造时采用高强钢材料C. 采用对裂纹敏感的材料D. 有可能发生应力腐蚀裂纹的场合9.41 对在用承压设备进行磁粉检测时,JB/T4730.4-2005标准规定了应采用荧光磁粉检测的情况,下面所列原因中错误的是:( D )A. 承压设备表面清理困难,工件表面色泽与非荧光磁粉对比度低。
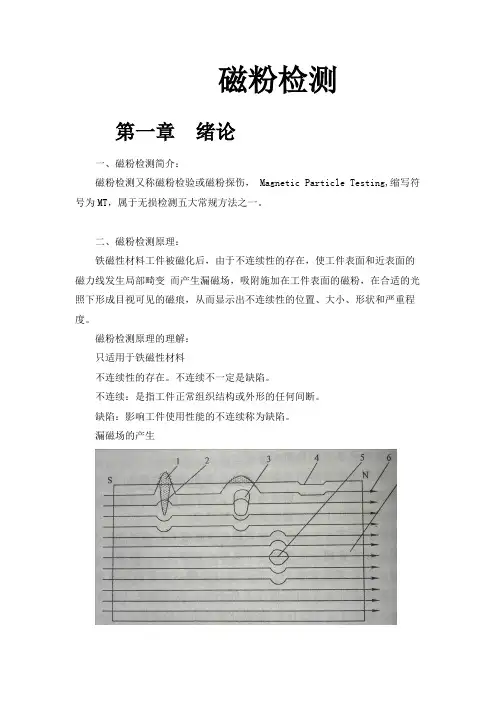
磁粉检测第一章绪论一、磁粉检测简介:磁粉检测又称磁粉检验或磁粉探伤, Magnetic Particle Testing,缩写符号为MT,属于无损检测五大常规方法之一。
二、磁粉检测原理:铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。
磁粉检测原理的理解:只适用于铁磁性材料不连续性的存在。
不连续不一定是缺陷。
不连续:是指工件正常组织结构或外形的任何间断。
缺陷:影响工件使用性能的不连续称为缺陷。
漏磁场的产生磁痕有放大作用:磁痕显示宽度大于缺陷宽度。
磁粉检测的基础是:不连续处漏磁场与磁粉的相互作用。
磁粉检测是漏磁场检测的一种。
漏磁场检测分磁粉检测、检测元件检测。
检测元件有:磁带、霍尔元件、磁敏二极管、感应线圈。
三、磁粉检测适用范围适用于检测铁磁性材料表面和近表面缺陷四、磁粉检测优点可检出铁磁性材料表面和近表面缺陷;能直观地显示缺陷的位置、形状大小和严重程度;具有很高的检出灵敏度,可检测微米级宽度的缺陷;放大作用、对比度。
单个工件检测速度快,工艺简单;采用合适的磁化方法,几乎可以检测工件表面各部位、各方向上的缺陷;基本不受工件大小、几何形状的限制。
重复性好。
成本低廉;污染少。
五、磁粉检测缺点只使用于铁磁性材料,不适用于非铁磁性材料。
只有铁、钴、镍才是铁磁性材料。
不适用于奥氏体不锈钢、奥氏体不锈钢焊条焊接的焊缝、铜、铝、镁、钛;只能检测表面、近表面缺陷。
检测灵敏度与检测方法、磁化方法有很大关系。
垂直于磁力线的缺陷检出灵敏度最高,与磁化方向夹角小于20°的缺陷很难检出。
受几何形状的影响,易产生非相关显示。
若工件表面有覆盖层,将对检测产生不良影响。
通电法、触头法磁化,易产生电弧,烧伤工件。
具有较大剩磁的工件需进行退磁处理。
六、磁化检测程序:七个步骤。