失效模式与效应分析FMEA培训课件
- 格式:pptx
- 大小:1.55 MB
- 文档页数:62

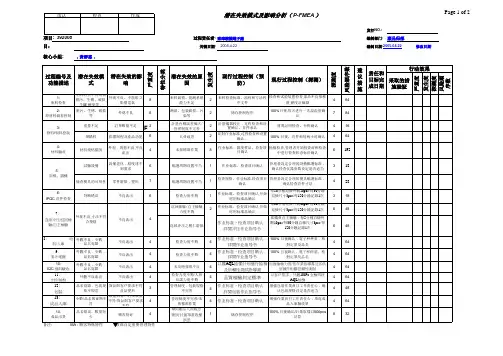
Page 1 of 2发行NO.:项目: 392008致瑋精機電子廠编制部门:致瑋精電子廠品保部机种年型/项目: 2005.4.22核心小组:鄧勝強﹐吳新文﹐黃群惠﹐采取的措施验証严重度发生度探测度风险顺序数1:來料检查材料特性不符规格脏污、生锈、破损,生鏽,硬度等﹐外观不良、不能组立﹐影響電氣8來料破损、量测系统能力不足2来料检查标准、流程和方法程序文件检查和试验装置检查,部品不良推移图,硬度計檢測464 2:原材料储存控制脏污、生锈、破损等外观不良6潮湿、包装破损、污染等2储存控制程序100%目视,每天进行一次温湿度确认784 重量不足訂單數量不足2計量台稱誤差偏大/管理制度不完善2計量儀器校正﹐过程检查和设置确认,首件承认材質証明检查,台称确认416領錯料影響制程及產品功能6人員疏忽2比對作业标准,过程检查和设置确认,100% 目视,首件和每两小时确认4644:材料驗收材料規格錯誤外观﹐規格不良,不良流出4未按標准作業8作业标准、限度样品,检查项目确认抽檢检查,管理者开始检查前和检查中进行检查状态标识确认6192試驗設備設備老化﹐精度達不到要求6維護周期设置不当1作业标准、检查项目确认管理者設定合理的設備維護标准﹐确认检查仪器参数设定是否适当318檢查模具的可用性零件磨損﹐變形7維護周期设置不当1检查规格,作业标准,检查项目确认管理者設定合理的模具維護标准﹐确认检查首件寸法4286:IPQC 首件检查判断错误不良流出6检查力度不夠1作业标准、检查项目确认,开始时用标准品确认每10分種巡檢外觀10pcs/每30分鐘巡檢尺寸3pcs/每120分鐘記錄1次318巡回檢驗/自主檢驗力度不夠2作业标准、检查项目确认,开始时用标准品确认每10分種巡檢外觀10pcs/每30分鐘巡檢尺寸3pcs/每120分鐘記錄1次648连续冲压之模仁磨損作业标准、检查项目确认﹐詳閱冲压作业指导书雇機員自主檢驗﹐每5分種自檢外觀10pcs/每30分鐘自檢尺寸3pcs/每120分鐘記錄1次6488﹕ 收料/入庫外觀不良﹐少數﹐品名寫錯不良流出4检查力度不夠4作业标准、检查项目确认﹐詳閱作业指导书100% 目视确认﹐電子秤秤重﹐核對定單及品名4649﹕委外電鍍外觀不良﹐少數﹐品名寫錯不良流出4检查力度不夠4作业标准、检查项目确认﹐詳閱作业指导书100% 目视确认﹐電子秤秤重﹐核對定單及品名46410:IQC 進料驗收外觀不良﹐少數﹐品名寫錯不良流出4未及時發現不良4以據AQL抽樣計划進行抽檢及信賴性測試指導書加強抽檢力度/依作業指導書及客供証據作相關信賴性測試46411﹕全检/抽检外觀不良流出不良流出4检查力度不夠/人員培訓力度不夠4品質檢驗判定標準以客戶要求﹐外觀100% 全檢再按AQL抽檢46412﹕包裝品名寫錯﹐包裝規格不規范貨品與客戶要求不符﹐產品變形3管理制度﹐包裝規格不完善4作业标准、检查项目确认﹐詳閱包裝作业指导书增強包裝作業員日工作責任心﹐确认包裝規格设定是否适当44813﹕成品入庫少數/品名與實物不符數量與客戶訂單數量不符/貨品與客戶要求不符4管理制度不完善/未按標准作業4作业标准、检查项目确认。增強作業員日工作責任心﹐填寫成品入庫驗收單46414:成品出货品名错误、數量短少顾客投诉4類似產品人員疏忽.筆誤/計量單重取樣誤差1储存控制程序100% 目视确认/計量取樣以500pcs計算832风险顺序数建议措施
'F,,RA*6HH6i+JbFi
At{A**€d:st!l '
i*i+eEsdi*Fl*]t*e s
lirtSF
1.
f++i€t4€1h4{
2.
EF'"n+}si4b .
6A.b .
A&flB+&g
T9XEE
3.
fi r&
6 &.tA wqr
tr .
E J"++F€9f
ff6*a
4.&EX"q"F*tF
+*JE€
5.PLEf"FEhotr€n
RiiiH;\, g+rif6
r\*6 (Fai
lure Mode
&Ef fect
Analysis, FMEA)
€-t€e &.f hzr4a;1s1+fi
E)i t-
4' Ifrj sh t-+E\fr
'Eh
+ft
E- !"'
ffi tt :tE
Prt
4* -
r-
+z,S
it, 1*_ X
& t-
tE
"y--,1 E+
+ yA..9*
rziw
4**fh&,*7.t4tzE-' e++/r,&)*e€ '
€
ft, *--'Az4*
E
AW16,44S4 E+,4
a<
#14'
&-
A;4$t1E+E-.
€e-fr X a4
aE
*
ffi ,iT'
ft ;A',t ISO$ q
;+
rn .,i
El ri+46t
a .t4+1€+,i(QS9000)'
*F
A FMEAEi
1,8,
4+.:+
:,fE&AEAA
I
aFMA) FEA)Criticality
Analysis
)Corrective
Action
1&;ng'6*uu
#tuqi+
rk
)tp
Il,rjE\ ,,+:-
6l'H
&a-afa z
w
fuEE""I | |
4rffiax,4.=^ '*[i#,tg
'N
'
1l
E"n1-4x&.ttfu?
t
RE|+r . r&n,#1?
,
+ x.-Jt-1 '+x.&.E.
{.r4P"l : -et'ry.htLEti.&-*z'E?
t
R*h5rh.. |
&F.r;6'k ,

百度文库
1
1.目 的:
1.1對產品設計及其制程中的潛在失效影響效應建立認知并予以評價。
1.2確認系列措施及消除或降低失效發生的機會。
1.3建立產品設計及其制程的文件記錄。
2.范 圍﹕
2.1DFMEA:所有新產品在開發初期﹐收到客戶設計資料后,并進行可行性評估與規划之前均適用。
2.2 PFMEA﹕
2.2.1在APQP的制程設計與開發驗証階段實施。
2.2.2對新制程或將修訂的制程實施。
3.權 責﹕
3.1制訂﹕DFMEA由開發部主要跨功能小組訂定﹔PFMEA由生產部主要跨功能小組訂定。
3.2審查﹕由各主要跨功能小組組長審查并督導落實執行。
3.3核准﹕管理代表核准。
4.定 義﹕
4.1失效模式﹕指產品或過程可能不能滿足設計意圖或過程要求的方式或方法。
5.作業內容﹕按設計或制程FMEA表格執行,以下簡介FMEA表的制作﹕
5.1 FMEA表編號﹕編號原則如右圖
5.2項目﹕填入要分析之產品型別。
部門﹕填入要分析之工序。
5.3制定部門﹕填入主導FMEA單位別。
5.4編制人﹕填入主導完成FMEA工程師的名字。
5.5次系統 / 機種﹕填入客戶產品名稱。
5.6生效日期﹕填入FMEA最新發布日期。
5.7 FMEA日期( 原 始 )﹕填入最初FMEA制定日期。
5.8核心小組﹕填入跨功能小組所有成員姓名。
5.9功能 / 作業要求或目的﹕盡可能簡潔地填入被分析部位(制程)的功能或作業要求,如果項目包
含一個以上有不同功能或(制程)作業要求時﹐則列出所有項目。
5.10潛在失效模式﹕ D(P) 03 04 25 01
流 水 號
日
月

2016年2月1日 第 1 页 共 1 页 1 目的
利用FMEA技术,分析在生产过程中可能的潜在失效模式及其影响程度,并寻求各种可能的改进方法,降低缺陷发生机率,而达到提高产品品质的目的。
2 适用范围
适用于公司内说明书、标贴件类产品的PFMEA分析。
3 职责
3.1 品管部负责组建PFMEA团队;
3.2 市场、生产部门参与PFMEA活动。
4 引用的文件、术语
《潜在失效模式与后果分析(第四版)》参考手册
4.1 PFMEA:是产品先期策划时常用的一种分析技术,通过分析生产过程中每一种潜在的失效模式及产生的后果,采取措施降低其发生频度和提高其检出能力,从而减少不合格品的发生。
4.2 潜在失效模式:是指生产过程中,在特定工序上,对可能的不能满足过程功能或要求的不符合的描述。如:产品尺寸、变形、外观等。
4.3 潜在失效后果:是指失效模式对顾客产生的影响。如噪音、装配影响、返工、返修、报废等。
4.4 严重度(S):是指某一特定的潜在失效后果的严重程度的级别。
4.5 失效的潜在起因/机理:是指失效是怎样发生的,并应依据可以纠正或可以控制的原则予以描述。
4.6 探测度(D):是过程控制中最佳探测控制相关联的定级数。
4.7 频度(O):是某一特定的起因/机理发生的可能性。
4.8 风险顺序数(RPN):是严重度(S)、频度(O)和探测度(D)的乘积即:
RPN=S×D×O。
5 工作程序
5.1按过程流程进行编制PFMEA 表。
5.2 对失效模式与后果进行评价。
5.3 失效模式与后果分析的评价准则: 有 限 公 司
文件编号:
过程失效模式与后果分析PFMEA作业指导书 版本:01 2016年2月1日 第 2 页 共 2 页 5.3.1严重度(S)的评价准则