失效模式与影响分析(FMEA) 讲义
- 格式:ppt
- 大小:390.50 KB
- 文档页数:46


FMEA失效模式与影响分析记录表
单位: 工艺区域: 设备名称及位号:
作用: 正常工作状态:
分析人员: 分 析 时 间: 审 核 人: 编号:
序号 失效部件及
失效模式 失效如何发生 影 响 后
果 以往失效频率及现有安全控制措施
L S R 建议改进措 施 偏差发生
频 率 安 全 检 查 操作规程 员工胜任程 度 安 全 措 施
FMEA编
号版本
页数
艾朵喜批准:日期制
程生效日
期:
完成状
况S0DRP
N
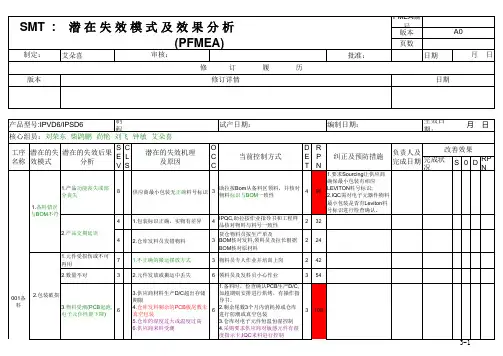
1.产品功能丧失或部分丧失8供应商最小包装无正确料号标识3助拉按Bom从备料区领料,并核对物料标识与BOM一致性4961.要求Sourcing让供应商确保最小包装有相应LEVITON料号标识;2.IQC需对电子元器件物料最小包装是否有Leviton料号标识进行检查确认。
41.包装标识正确,实物有差异4IPQC,助拉按作业指导书和工程样品核对物料与料号一致性232
42.仓库发料员发错物料3货仓物料员按生产单及BOM核对发料,领料员及拉长根据BOM核对原材料224
1.元件受损伤或不可再用71.不正确的搬运摆放方式3物料员专人作业并培训上岗242
2.数量不对32.元件发放或搬运中丢失6领料员及发料员小心作业354
3.物料受潮(PCB起泡,电子元件性能下降)63.供应商材料生产D/C超出存储期限4.仓库发料剩余的PCB板尾数未真空包装5.仓库的湿度过大或温度过高6.供应商来料受潮61.备料时,检查确认PCB生产D/C,如超期则安排进行烘烤,有操作指导书。2.剩余尾数3个月内消耗掉或仓库进行防潮或真空包装3.仓库对电子元件恒温恒湿控制4.采购要求供应商对敏感元件有湿度指示卡,IQC来料进行控制3108001备料审核: SMT : 潜 在 失 效 模 式 及 效 果 分 析
工序
名称潜在的失
效模式潜在的失效后果
分析潜在的失效机理
及原因当前控制方式D
E
TO
C
C纠正及预防措施试产日期:
R
P
NA0
(PFMEA)
制定:
产品型号:IPVD6/IPSD6日期
核心组员:刘荣东 柴鹍鹏 尚艳 刘飞 钟敏 艾朵喜
改善效果负责人及
完成日期S
E
VC
L
S编制日期:月 日月 日
修 订 履 历
修订详情
1.备料错误与BOM不符版本
2.包装破损2.产品交期延误
3-13.电子尺寸不符1.贴片偏移或功能不良51.供应商制程变异3IQC来料检验及FAR230
4.电子元件超过有效期1.性能不良或部分不良2.影响产品焊接性能3.产品环保不合格71.货仓没有先进先出2.MRP计划不当3.供应商来料日期接近或超过储存日期31.IQC核对D/C生产日期和物料使用期限,对库存依据WI-QA-1861执行2.MRP严格控制订单数量3.仓库严格控制先进先出242
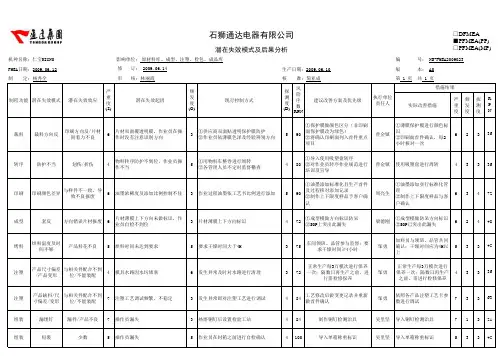
实际改善措施严重度频发度探测度RPN裁料裁料方向反印刷方向反/片材附着力不良6片材双面覆透明膜,作业员在操作时没有注意识别方向3①供应商双面贴透明保护膜防护②作业员依薄膜色泽及经验辨别方向590①保护膜做颜色区分(非印刷面保护膜改为绿色)②将确认印刷面列入首件重点项目曾金镇①薄膜保护膜进行颜色标识②印刷面首件确认,每2小时核对一次62336转序防护不当划伤/折伤4物料转序防护不到位,作业员操作不当5①用物料车整卷进行周转②各管理人员不定时监督稽查480①导入使用吸塑盘转序②对作业员转序作业规范进行培训及宣导曾金镇使用吸塑盘进行周转43336印刷印刷颜色差异与样件不一致,导致不良报废6油墨浓稀度及添加比例控制不佳3作业过程油墨依工艺书比例进行添加590①油墨添加标准化且生产首件及过程核对添加记录②制作上下限度样品予客户确认周亮生①油墨添加实行标准化管理②制作上下限度样品与客户确认63472成型套反方向错误片材报废6片材薄膜上下方向未做标识,作业员自检不到位3片材薄膜上下方向标识472①成型模做方向标识防呆②SOP上突出此漏失梁德刚①成型模做防呆方向标识②SOP已突出此漏失62448烤料烘料温度及时间不够产品料花不良5烘料时间未达到要求5要求干燥时间大于4H375车间领班、品管参与监督:要求干燥时间≥4小时邹勇加料员与领班、品管共同确认:干燥时间应为4H以上53345注塑产品尺寸偏差/产品变形与相关件配合不到位/不能装配4模具水路因水圬堵塞6发生异常及时对水路进行清理372正常生产每3万模次进行保养一次;隔数日再生产之前,进行需检修保养邹勇正常生产每3万模次进行保养一次;隔数日再生产之前,需进行检修保养43336注塑产品缺料/尺寸偏差/变形与相关件配合不到位/不能装配7注塑工艺调试频繁、不稳定3发生异常即对注塑工艺进行调试484工艺修改后做变更记录并重新做首件确认邹勇依照各产品注塑工艺卡参数进行调试73363组装漏埋钉漏件/产品不良7操作员漏失3热熔铜钉后设置检验工站484制作铜钉检测治具吴里坚导入铜钉检测治具71321组装短裝少数5操作员漏失5作业员在封箱之前进行自检确认4100导入单箱称重标识吴里坚导入单箱称重标识53345石狮通达电器有限公司潜在失效模式及后果分析机种名称:仁宝KIUNO 影响单位: 原材料库、成型、注塑、检包、成品库编 号: NB-FMEA2009023制 定:杨秀全 审 核:林丽霞核 准:简亚成FMEA日期:2009.06.12 修 订: 2009.06.14措施结果探测度(D)风险序数RPN建议改善方案及优先级执行单位责任人版 本: A0频发度(O)制程功能第 1 页 共 1 页潜在失效模式潜在失效效应现行控制方式潜在失效起因严重度(S)生产日期:2009.06.10A0□DFMEA□DFMEA■PFMEA(PP)□PFMEA(MP)□DFMEA□DFMEA□DFMEA□DFMEA□DFMEA

FMEA(失效模式与影响分析)
Failure Mode and Effects Analysis潜在失效模式与后果分析在设计和制造产品时,通常有三道控制缺陷的防线:避免或消除故障起因、预先确定或检测故障、减少故障的影响和后果。FMEA正是帮助我们从第一道防线就将缺陷消灭在摇篮之中的有效工具。
FMEA是一种可靠性设计的重要方法。它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合。它对各种可能的风险进行评价、分析,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平。及时性是成功实施FMEA的最重要因素之一,它是一个“事前的行为”,而不是“事后的行为”。为达到最佳效益,FMEA必须在故障模式被纳入产品之前进行。
FMEA实际是一组系列化的活动,其过程包括:找出产品/过程中潜在的故障模式;根据相应的评价体系对找出的潜在故障模式进行风险量化评估;列出故障起因/机理,寻找预防或改进措施。
由于产品故障可能与设计、制造过程、使用、承包商/供应商以及服务有关,因此FMEA又细分为设计FMEA、过程FMEA、使用FMEA和服务FMEA四类。其中设计FMEA和过程FMEA最为常用。
设计FMEA(也记为d-FMEA)应在一个设计概念形成之时或之前开始,并且在产品开发各阶段中,当设计有变化或得到其他信息时及时不断地修改,并在图样加工完成之前结束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。需要注意的是,d-FMEA在体现设计意图的同时还应保证制造或装配能够实现设计意图。因此,虽然d-FMEA不是靠过程控制来克服设计中的缺陷,但其可以考虑制造/装配过程中技术的/客观的限制,从而为过程控制提供了良好的基础。
进行d-FMEA有助于:
· 设计要求与设计方案的相互权衡;
· 制造与装配要求的最初设计;
· 提高在设计/开发过程中考虑潜在故障模式及其对系统和产品影响的可能性;