校平机计算公式
- 格式:xls
- 大小:26.50 KB
- 文档页数:12

校平机原理
校平机是一种常用于工业生产中的设备,它可以对物体表面进行平整处理,使
其表面更加光滑、均匀。
校平机的原理是通过一定的力和速度对物体表面进行磨削,从而去除表面的不平整部分,使其达到所需的平整度。
下面将详细介绍校平机的原理及其工作过程。
首先,校平机的工作原理是利用磨削力对物体表面进行处理。
通过设定合适的
压力和速度,校平机可以对不同硬度和材质的物体进行磨削,去除表面的凹凸不平。
这需要校平机具备一定的动力系统和磨削工具,以确保对物体表面的有效处理。
其次,校平机的工作过程包括几个基本步骤。
首先是对待加工物体进行固定,
以确保在加工过程中不会出现移动或晃动,从而影响加工效果。
然后是设定合适的加工参数,包括磨削压力、速度、磨削工具的选择等。
接下来是启动校平机,使其按照设定的参数对物体表面进行磨削处理。
最后是对加工后的物体进行检查,确保其表面达到所需的平整度。
此外,校平机的原理还涉及到磨削工具的选择和设计。
不同的物体表面可能需
要不同类型的磨削工具,如砂轮、砂带等。
这些磨削工具的选择需要考虑物体的硬度、材质以及所需的加工精度等因素。
同时,磨削工具的设计也需要考虑到其耐磨性、散热性等特性,以确保其在加工过程中能够持续有效地进行磨削。
总的来说,校平机的原理是通过磨削力对物体表面进行处理,使其达到所需的
平整度。
在实际应用中,校平机需要根据不同的加工要求选择合适的加工参数和磨削工具,以确保加工效果的质量和稳定性。
希望通过本文的介绍,读者能对校平机的原理有一个更加清晰的认识。
动平衡校正的计算公式集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-
不平衡量的简化计算公式:m=9549MG/r×n
M——转子质量单位(kg)
G——精度等级选用
r——校正半径单位(mm)
n——工件的工作转速单位(rpm)
m——不平衡合格量单位(g)
允许不平衡量的计算公式为:
式中mper为允许不平衡量,单位是g;
M代表转子的自身重量,单位是kg;
G代表转子的平衡精度等级,单位是mm/s;
r代表转子的校正半径,单位是mm;
n代表转子的转速,单位是rpm。
举例如下:
如一个电机转子的平衡精度要求为G6.3级,转子的重量为0.2kg,转子的转速为
1000rpm,校正
半径20mm,
则该转子的允许不平衡量为:
因电机转子一般都是双面校正平衡,故分配到每面的允许不平衡量为0.3g。
在选择平衡机之前,应先考虑转子所要求的平衡精度。
转子允许不平衡量的计算
允许不平衡量的计算公式为:
式中m
为允许不平衡量,单位是g;
per
M代表转子的自身重量,单位是kg;
G代表转子的平衡精度等级,单位是mm/s;
r代表转子的校正半径,单位是mm;
n代表转子的转速,单位是rpm。
举例如下:
如一个电机转子的平衡精度要求为G6.3级,转子的重量为0.2kg,转子的转速为1000rpm,校正
半径20mm,
则该转子的允许不平衡量为:
因电机转子一般都是双面校正平衡,故分配到每面的允许不平衡量为0.3g。
在选择平衡机之前,应先考虑转子所要求的平衡精度。
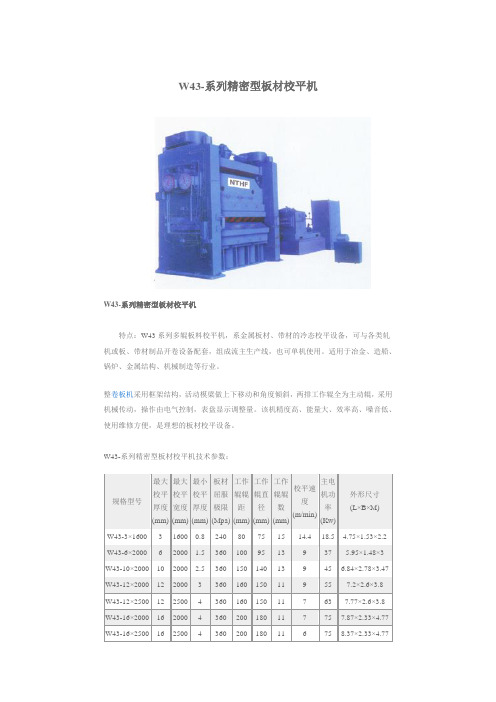
W43-系列精密型板材校平机
W43-系列精密型板材校平机
特点:W43系列多辊板料校平机,系金属板材、带材的冷态校平设备,可与各类轧机或板、带材制品开卷设备配套,组成流主生产线,也可单机使用。
适用于冶金、造船、锅炉、金属结构、机械制造等行业。
整卷板机采用框架结构,活动模梁做上下移动和角度倾斜,两排工作辊全为主动辊,采用机械传动,操作由电气控制,表盘显示调整量。
该机精度高、能量大、效率高、嗓音低、使用维修方便,是理想的板材校平设备。
W43-系列精密型板材校平机技术参数:
注:根据用户要求,本技术参数可作调整。
公司技术部门根据市场要求,对以上技术参数改进,请予谅解。
怎样计算平板的平面度1、最近很多朋友都向我咨询铸铁平板的平面度怎么计算,我整理了一些资料不知道对大家有没有帮助;有兴趣的朋友可以参考一下。
对于用刀口尺和微米量块检定尺寸较小的平板,其平面度算法比较简单。
但是对于大尺寸平板需要用电子水平仪或者自准直仪来检定,其数据处理是比较繁琐,也没有更好的手算方法,通常只能借助程序进行数据处理。
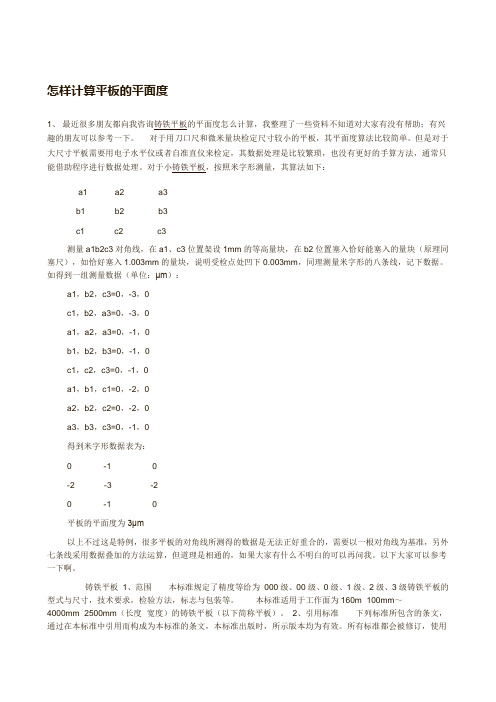
对于小铸铁平板,按照米字形测量,其算法如下:a1 a2 a3b1 b2 b3c1 c2 c3测量a1b2c3对角线,在a1、c3位置架设1mm的等高量块,在b2位置塞入恰好能塞入的量块(原理同塞尺),如恰好塞入1.003mm的量块,说明受检点处凹下0.003mm,同理测量米字形的八条线,记下数据。
如得到一组测量数据(单位:μm):a1,b2,c3=0,-3,0c1,b2,a3=0,-3,0a1,a2,a3=0,-1,0b1,b2,b3=0,-1,0c1,c2,c3=0,-1,0a1,b1,c1=0,-2,0a2,b2,c2=0,-2,0a3,b3,c3=0,-1,0得到米字形数据表为:0 -1 0-2 -3 -20 -1 0平板的平面度为3μm以上不过这是特例,很多平板的对角线所测得的数据是无法正好重合的,需要以一根对角线为基准,另外七条线采用数据叠加的方法运算,但道理是相通的,如果大家有什么不明白的可以再问我。
以下大家可以参考一下啊。
铸铁平板1、范围本标准规定了精度等给为000级、00级、0级、1级、2级、3级铸铁平板的型式与尺寸,技术要求,检验方法,标志与包装等。
本标准适用于工作面为160m×100mm~4000mm×2500mm(长度×宽度)的铸铁平板(以下简称平板)。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。

机械计算公式范文机械计算是指利用机械设备进行数值计算的方式。
在过去,当计算机尚未普及时,人们常常使用机械计算器或计算尺等工具进行计算。
机械计算通常采用一定的公式或算法来完成计算任务。
接下来,我将介绍一些常见的机械计算公式。
1.加法和减法:机械计算器可以通过滑动刻度、计算齿轮和进位环等机械部件来实现加法和减法运算。
对于加法,可以简单地将两个数的刻度相加。
对于减法,可以将两个数的刻度相减。
这是最基本的机械计算公式之一2.乘法和除法:乘法和除法运算是机械计算中比较复杂的部分。
机械计算器通常使用乘法和除法表格来实现这些运算。
乘法表格由一系列的进位环和乘法位构成。
通过将两个数的对应数字所在的进位环拧到一起,将相应的乘法位相加,从而完成乘法运算。
除法表格使用类似的原理,通过将两个数的对应数字所在的进位环拧到一起,将相应的除法位去除,完成除法运算。
3.开方和乘方:机械计算器可以使用齿轮和刻度来进行开方和乘方运算。
开方操作通常使用开方刻度,将要开方的数对齐到刻度上,读取对应的结果。
乘方操作则需要多次进行乘法运算,通过拨动齿轮和刻度来完成。
4.三角函数和反三角函数:机械计算器可以使用圆盘和刻度来进行三角函数和反三角函数的计算。
圆盘上有标有正弦、余弦和正切的刻度,通过将圆盘的角度对齐到刻度上,可以读取对应的三角函数值。
反三角函数的计算则需要将刻度对齐到对应的三角函数值上,读取对应的角度。
5.积分和微分:机械计算器中也有专门用于积分和微分运算的部件。
积分通常是利用机械计算器的刻度和滑动计算杆来实现,通过滑动计算杆来测量曲线下的面积。
微分则需要更复杂的装置,通常使用机械芯轴和微分齿轮来进行。
以上只是一些常见的机械计算公式,实际上机械计算涉及的公式还有很多。
机械计算器和计算尺等工具在现代计算机普及之前起到了重要的作用,为人们进行精确的数值计算提供了便利。
虽然现代计算机已经完全取代了机械计算器,但机械计算的思想和原理仍然对我们有着重要的启示和意义。
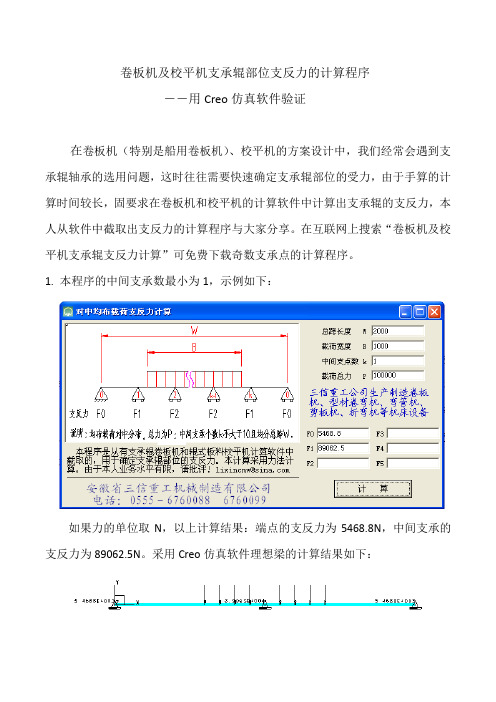
卷板机及校平机支承辊部位支反力的计算程序――用Creo仿真软件验证在卷板机(特别是船用卷板机)、校平机的方案设计中,我们经常会遇到支承辊轴承的选用问题,这时往往需要快速确定支承辊部位的受力,由于手算的计算时间较长,固要求在卷板机和校平机的计算软件中计算出支承辊的支反力,本人从软件中截取出支反力的计算程序与大家分享。
在互联网上搜索“卷板机及校平机支承辊支反力计算”可免费下载奇数支承点的计算程序。
1. 本程序的中间支承数最小为1,示例如下:如果力的单位取N,以上计算结果:端点的支反力为5468.8N,中间支承的支反力为89062.5N。
采用Creo仿真软件理想梁的计算结果如下:2. 本程序中中间支承点个数最大为10,示例如下:如果力的单位取N,以上计算结果:端点的支反力为-1105.9N,从左往右数中间支承的支反力分别为8588.6、116036.2、126876.1、124506.3、124506.3、125098.7N。
由于是载荷是对中分布,另一半支承的支反力对称相等。
采用Creo 仿真软件理想梁的计算结果如下:上图中红圈中的支点不是支承辊支点,为轴向约束点,为了表示其不是支承点,特别将梁的变形放大显示,可以看到天蓝色线条在约束点以下,此点不是支承点。
3. 以下是校平机的计算程序中的支反力计算,只显示最大支反力,示例如下:本校平机设计计算程序中,“轴向支承辊点数k”为6,均匀分布在“工作辊轴承座跨距W”中,这是设计方案,最终设计结果也可能不是均匀分布。
“板材宽度B”的改变会对支反力有较大的影响,本程序对校平机的能力换算有着重要的意义。
以下是截出的本程序,只是计算结果保留了1 位小数。
本人感到Creo是个很好的软件,很了不起,本人只能做到这种程度了,还拿出来在这儿发布,真对不起大家,请多指教。
lixincmw@2013-12-19。
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×=3-(1/2×=M6×=6-(1/2×=例2:公式:M3×=3-÷2)=M6×=6-÷2)=二、一般英制丝攻之换算公式:1英寸=(代码)例1:(1/4-30)1/4×=(牙径)÷30=(牙距)则1/4-30换算成公制牙应为:×例2:(3/16-32)3/16×=(牙径)÷32=(牙距)则3/16-32换算成公制牙应为:×三、一般英制牙换算成公制牙的公式:分子÷分母×=牙外径(同上)例1:(3/8-24)3÷8×=(牙外径)÷24=(公制牙距)则3/8-24换算成公制牙应为:×四、美制牙换算公制牙公式:例:6-326-32 +/代码×6=×=(牙外径)÷32=(牙距)那么6-32换算成公制牙应为:×1、孔内径计算公式:牙外径-1/2×牙距则应为:-1/2×=那么6-32他内孔径应为2、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距)/代码=下孔径例1:M6×M6-×=(最大下孔径)M6-(×)=(最小)例2:切削丝攻下孔内径简易计算公式:M6-×=(最大)M6-×=(最小)M6-(牙距)/代码=下孔径例3:M6×=6-=+=五、压牙外径计算简易公式:1.直径-××牙距(需通规通止规止)例1:M3×=3-××=(外径)例2:M6×=6-××=(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×=3-×=(车削前外径)例2:M6×=6-×=(车削前外径)七、压花外径深度(外径)外径÷×花齿距=压花前外径例:÷×(花距)=压花深度应为八、多边形材料之对角换算公式:1.四角形:对边径×=对角径2.五角形:对边径×=对角径3.六角形:对边直径×=对角直径公式2:1.四角:对边径÷=对角径2.六角:对边径÷=对角径九、刀具厚度(切刀):材料外径÷10+参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷÷总长=度数。
刮平机工作量计算公式在道路建设和维护中,刮平机是一种常用的施工机械,用于平整道路表面,去除不平整和损坏的路面层。
刮平机的工作量是指在单位时间内刮平机所完成的工作量,通常以平方米/小时来表示。
对于道路施工和维护单位来说,准确计算刮平机的工作量对于合理安排施工进度和提高施工效率非常重要。
因此,掌握刮平机工作量的计算公式是非常必要的。
刮平机的工作量受到多种因素的影响,包括刮平机的工作宽度、刮平机的工作速度、路面的材料和状况等。
在实际施工中,刮平机的工作量计算公式可以通过以下步骤来确定。
首先,需要确定刮平机的工作宽度。
刮平机的工作宽度是指刮平机在一次工作中能够覆盖的道路宽度,通常以米为单位。
刮平机的工作宽度可以根据刮平机的型号和规格来确定,也可以通过实际测量来获取。
其次,需要确定刮平机的工作速度。
刮平机的工作速度是指刮平机在工作时的移动速度,通常以千米/小时来表示。
刮平机的工作速度可以根据刮平机的型号和规格来确定,也可以通过实际测试来获取。
然后,需要对路面的材料和状况进行评估。
不同类型的路面材料和不同状况的路面对刮平机的工作量会产生不同的影响。
通常情况下,路面较为平整和材料较为坚硬的情况下,刮平机的工作量会相对较高;而路面较为不平整和材料较为松软的情况下,刮平机的工作量会相对较低。
最后,可以通过以下公式来计算刮平机的工作量:工作量 = 工作宽度×工作速度×效率系数。
其中,工作宽度和工作速度已经在前面进行了确定,效率系数是指刮平机在实际工作中的效率,通常取值在0.8-1之间。
效率系数可以根据实际施工情况进行调整,以反映刮平机在实际工作中的表现。
通过以上公式,可以比较准确地计算出刮平机在单位时间内的工作量。
在实际施工中,可以根据这个计算结果来合理安排施工进度,提高施工效率,从而达到节约成本、提高效益的目的。
除了上述公式外,还有一些其他因素也会对刮平机的工作量产生影响,比如刮平机的维护保养情况、作业人员的操作水平等。
校平机参数
校平机的参数可以包括以下几个方面:
1. 幅度范围:指校平机可操作的工件尺寸范围,一般以长度或直径来表示。
2. 校正精度:指校平机能够实现的校正精度,通常以公差或表面粗糙度来表示。
3. 速度:指校平机的加工速度,即每单位时间内能处理的工件数量。
4. 功率:指校平机的功率大小,通常以瓦特(W)或千瓦(kW)来表示。
5. 控制方式:指校平机的控制方式,可以是手动操作、数控操作或自动化操作。
6. 加工方式:指校平机的加工方式,可以是旋转切削、绞切或磨削等。
7. 设备尺寸:指校平机的物理尺寸,包括长度、宽度和高度等。
8. 重量:指校平机的重量大小,通常以千克(kg)或吨(t)
来表示。
9. 输入电源要求:指校平机的电源要求,包括额定电压和额定
频率等。
10. 其他特殊功能:根据具体情况,校平机还可以有其他特殊功能,如自动换刀、自动送料等。
以上参数可以根据具体的校平机产品而有所不同,不同的应用场景和需求可能需要不同的参数配置。
机电相对运动精度计算公式在机电系统中,相对运动精度是一个非常重要的指标,它直接影响到机械设备的性能和使用效果。
因此,精确计算机电相对运动精度是非常重要的。
本文将介绍机电相对运动精度的计算公式,并对其进行详细的分析和讨论。
机电相对运动精度是指两个相对运动部件之间的相对位置误差,通常用于衡量机械设备的运动精度和定位精度。
在实际的机械系统中,由于各种因素的影响,如机械结构的精度、传动系统的误差、控制系统的稳定性等,都会导致机电系统的相对运动精度存在一定的误差。
因此,精确计算机电相对运动精度是非常重要的,可以帮助我们更好地设计和优化机械系统,提高其运动精度和定位精度。
机电相对运动精度的计算公式通常可以通过以下步骤进行推导:1. 首先,我们需要确定机械系统的结构和运动方式,包括各个运动部件的相对位置关系、传动方式和传动比等。
这些信息可以帮助我们建立机械系统的数学模型,从而进行相对运动精度的计算。
2. 其次,我们需要分析机械系统的误差来源,包括机械结构的加工精度、传动系统的传动误差、控制系统的稳定性等。
这些误差来源会直接影响到机械系统的相对运动精度,因此需要对其进行详细的分析和评估。
3. 然后,我们可以根据机械系统的数学模型和误差来源,建立机电相对运动精度的计算公式。
这个公式通常可以表示为一个数学方程,其中包括各个误差来源的影响因素和其相对重要性,从而可以帮助我们更准确地计算机械系统的相对运动精度。
4. 最后,我们可以通过实际的实验和测试,验证机电相对运动精度的计算公式的准确性和可靠性。
通过与实际数据的比较,可以帮助我们进一步优化机械系统,提高其运动精度和定位精度。
在实际的机械系统中,机电相对运动精度的计算公式通常会受到各种因素的影响,如机械结构的复杂性、传动系统的非线性特性、控制系统的动态响应等。
因此,精确计算机电相对运动精度是一个非常复杂的问题,需要综合考虑各种因素的影响,才能得到准确的结果。
总之,机电相对运动精度的计算公式是一个非常重要的研究课题,它直接影响到机械系统的运动精度和定位精度。