船体分段划分
- 格式:ppt
- 大小:1.55 MB
- 文档页数:25

39灵便型油轮船体分段划分工艺设计柴江辉1张松奇2叶彬2陈宜坤1(1广船国际科技信息部2广船国际工法部)摘要:本文以某灵便型油轮为例,阐述了灵便型油轮船体分段划分的原则、划分的方法以及影响分段划分的主要因素,提出船体分段划分的最佳方案。
体现了对船体分段总装和吊装的影响作用。
关键词:油轮;船体建造;分段划分DOI :10.3969/j.issn.2095-4506.2018.02.0100灵便型油轮船型特点本油轮为钢质船体、双底双壳、单机、单桨、单甲板,设有球鼻船艏、货油舱与机舱区用泵舱隔离。
本船船体及其机器、设备和舾装均满足DNV 的规范和规则要求。
本船主尺度总长:182.5m;垂线间长:174.50m;型宽:27.40m;型深:16.80m;设计吃水:9.55m;结构吃水:11.60m;脊弧:上甲板脊弧~1.95M(至艏端点);甲板梁拱:(折线梁拱)上甲板0.50m;上甲板以上的甲板0.10m;上甲板以下的甲板(无)肋骨间距:艉——FR120.60m ;FR12——FR440.80m;FR44——艏0.70m 双层底高度:机舱区域2.015m;货油舱区域1.830m ;边舱宽度≥2.00m。
货油舱区为双壳体结构,FR86-50~FR174+50无舭部斜板;且FR44~FR86-50舭部斜板为双折角;从FR216+50~FR236内壳板在11085往上到主甲板外飘。
货油舱区设有纵、横向槽型壁,但没有上、下壁墩,槽型壁对应结构安装精度要求高。
1分段划分原则考虑在工艺设计初期,除了常规的分段划分原则之外,我们在提高钢材利用率、分段装配、船体合拢的合理性等方面重点进行了分析。
1.1分段尺度应充分考虑钢板利用率可获得原材料最佳利用率的钢板规格,它影响分段的长度,在实际分段划分中,根据钢板规格使分段的长度尽量安排成钢板长度的倍数以减少对接缝,从而提高钢材利用率。
1.2分段装配和船体合拢的合理性考虑在分段划分时充分考虑船体线型变化大、结构密集部位的建造特点和要求;有特殊工艺要求的部位,需结合船台分段吊装顺序。
分段划分原则1.0目的为了规范公司以后船舶类项目的分段命名,便于工人在施工的过程中能更好、更方便的识别分段。
根据公司体系要求,编制此文件。
2.0适用范围本规则适用于所有船舶类项目。
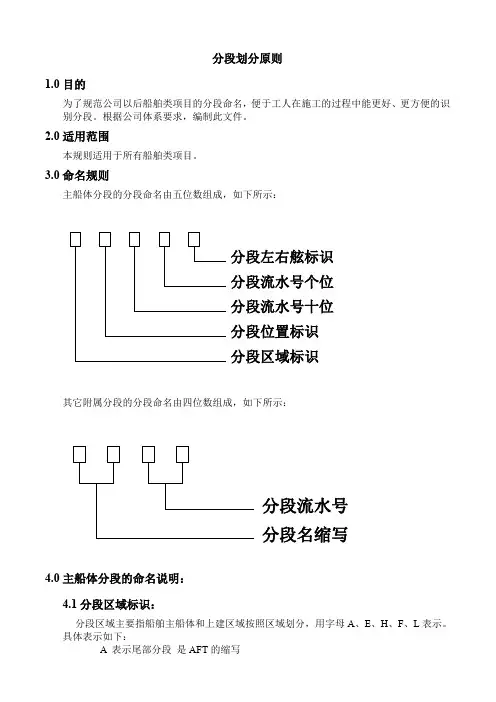
3.0命名规则主船体分段的分段命名由五位数组成,如下所示:分段左右舷标识分段流水号个位分段流水号十位分段位置标识分段区域标识其它附属分段的分段命名由四位数组成,如下所示:分段流水号分段名缩写4.0主船体分段的命名说明:4.1分段区域标识:分段区域主要指船舶主船体和上建区域按照区域划分,用字母A、E、H、F、L表示。
具体表示如下:A 表示尾部分段是AFT的缩写E 表示机舱分段是ENGINE ROOM的缩写H 表示中部船体分段是HULL的缩写F 表示首部分段是FORE的缩写L 表示上建分段是LIVING ACCOMMODATION的缩写4.2分段位置标识:分段位置指的是分段在区域的具体方位。
具体分层位置和区域位置两类。
层位置表示方法适用于A尾部分段、E机舱分段、F首部分段、L上建分段,指的是分段所在的层,用数字1-9表示。
从下向上进行排序,最下方的一个分段用‘1’表示,从下向上第二个分段用‘2’,第三个分段用‘3’表示,以此类推。
区域位置表示方法适用于H中部船体分段,分段的位置用分段所在的区域英文缩写表示,具体如下:B 双层底分段或底部分段BOTTOM的缩写S 外板分段或舷侧分段SHELL的缩写D 主甲板分段DECK的缩写T 横舱壁分段TRANSVERSE BULKHEAD的缩写L 纵舱壁分段LONGITUDINAL BUKLHEAD的缩写P 平台分段PLATFORM 缩写4.3分段流水号十位:分段流水号十位的作用有两种:第一种是表示分段在所在层的具体方位;第二种是当分段流水号个位编号超过9后,用于个位向前进位。
第一种适用于A尾部分段、E机舱分段、F首部分段、L上建分段,指的是分段在所在层的横向位置,用数字0-9表示。
从船中向舷侧进行排列,船中的系列分段用‘0’表示,从船中向舷侧的第一系列分段用‘1’表示,第二系列分段用‘2’表示,以此类推。
船体分段划分时考虑因素摘要:船体分段划分是在充分考虑工厂的起重能力、场地、配套设施、涂装设备、船舶结构完整合理的基础上,并综合考虑建造工时、材料消耗、建造质量和新工艺推广等方面因素而形成的工艺设计方案,是须从工厂全局加以考虑确定的内容,它不仅是产品详细设计、生产设计适应于工厂船舶建造的前提条件,也是工厂船舶建造过程中一切活动的基础。
关键词:船体分段划分考虑因素、分段重量、分段外形尺寸、钢料利用率的应用、分段吊装、翻身、分段接缝处装焊的考虑、舾装:一、分段建造概述分段建造法是目前船体建造广为采用的一种方法。
与传统的整体建造法相比,分段建造法具有以下优越性:(1)采用分段装配方式可以扩大施工作业面。
(2)采用分段装配方式提供了组织连续性生产和高度专业化生产的条件,给生产流水线创造了前提。
(3)采用分段装配方式有可使仰焊、垂直焊等焊缝部位置于平焊位置进行焊接,改善了焊接施工条件,有利于提高装焊生产率,并易于保证产品的制造质量;也提供了扩大自动、半自动焊的应用条件。
(4)采用分段装配方式只需在船台上焊接为数不多的大接头焊缝,有利于控制船体焊接变形。
此外,就分段制造本身而言,由于采用了胎架等工艺设备,也可保证分段的建造质量。
就现代造船技术的特点来看,船体装配过程基本上可划分以下三个步骤:第一步:由为数不多的板材或型材组合成部件的过程叫小/中组立。
例如,组合梁、框架、板片以及小立体构件等都属于小/中组立。
第二步:由小/中组立与板材或型材等中组成分段的过程叫造分段。
例如:舱壁、甲板、平台甲板、双层底、主机座、轴隧等都属于分段装配。
在分段装配中,按照整个分段的外形、主尺度又可分为平面分段和立体分段两类。
第三步:由分段与零件板材、型材或部件组合而成船体的过程,此步骤系在船台上进行,因此又称为船台总组或叫船台合拢。
二、船体分段划分的要考虑因素:现当今船舶建造一般是由分段总组成船舶。
但分段制造前是需要考虑怎样划分分段才能确保船舶建造时高效、成本低、周期短的问题。
船体分段的划分
船体分段是指根据船体结构特点和建造施工工艺要求,对船体进行合理划分所形成的区段。
由船体的零件、部件组成的船体局部结构,是组成船体整体的中间产品。
船体分段划分原则
船体分段的合理划分,是船体分道建造技术实施的基础和关键,同时也影响着区域舾装和涂装的顺利实施。
因此,和其他中间产品相比,分段划分的合理与否,对造船生产率影响最大。
在产品生产设计中,根据分道建造的原则,以及生产设施的实际情况,以各分段工作量相近作为主要依据,科学、合理地划分船体分段,使中间产品的设计合理,各分道生产的作业量均衡。
为便分段装配原则
必须考虑作业问题类型的相似性,最大限度地减少作业时间因分段不同而有变化。
分段的作业时间相等原则
应将传统上在分段装配期间完成的许多作业分配给较前的制造级;或者为了不因为某些分段的作业量和作业时间过多而破坏船体主工艺
流程,可以增设小分段装配、大分段连接这样的附加制造级予以调节。
便于合拢原则
分段的结构应稳固,不需要临时支撑和加强,或者其形状适当,只需最少时间即可完成合拢。
便于舾装和涂装原则
在满足起重能力、场地的条件下,分段应有尽可能大的空间面积(或体积)。

综述与评论Com prehens i ve Revi ew&Comm ent 船体分段划分方法研究概述钟宏才 向 东 谭家华(上海交通大学船舶及海洋工程学院) 提 要 本文介绍了国内外在船体分段划分方法上的研究状况,归纳了应遵循的分段划分原则,同时指出了分段划分方法研究的发展方向。
主题词 分段建造法 船体分段 设计1 引言 20世纪40年代中后期,焊接技术在造船中的应用发展了船体分段建造技术,并由此开始了分段划分方法的研究。
分段建造技术对船舶行业的影响是巨大的。
和船舶的整体建造方法相比,分段建造方法可以大大地缩短建造周期,也改善了工人的作业条件和船舶的建造质量。
但分段建造方法也带来了如何划分分段才能更适应建造的问题,即针对船型特点,结合船厂的生产设备和生产技术水平找出最优的分段划分方案来。
如何更合理地划分分段,国内外的造船工作者都做了大量的研究,本文介绍了国内外分段划分研究现状,并指出了分段划分方法研究的发展方向。
2 国内外的分段划分研究 分段的划分应适于船舶的建造,要满足可建造、易于建造和高效建造的要求,这就对船体分段有各种限制和要求,如分段结构的强度和刚度要求,改善作业条件的要求,满足船厂起吊运输能力的限制要求等等。
通常这些要求是以分段划分原则的形式提出来的,特别是在传统的造船模式下,分段划分的研究就是对分段划分原则的研究。
因此,确定合理的分段划分原则就成了船体分段划分方法研究的重要部分。
如文献[1]中提到分段划分的位置和分段的大小应当满足以下条件。
(1)为了保证分段在运输和起吊时分段有足够基金项目:高等学校博士学科点专项科研基金资助课题(2000024801);国家自然科学基金(59975059)的结构刚度,通常在划分分段时把分段端部或侧边划到靠近横舱壁、纵舱壁或甲板的位置;为了船台合拢时的焊接方便,分段的端接缝应与舱壁或者甲板间隔大约300mm,而且舱壁或甲板上的扶强材应在端接缝的相反方向。
船舶平面分段设计方案船舶平面分段设计方案是针对船体结构的一种设计方案,通过将船体划分为若干个区域(即分段),以实现船体的平面分布和设计的目的。
下面是一份船舶平面分段设计方案的详细介绍。
1. 设计目的:(1) 提高船体的结构强度和刚度,增强船舶的耐久性和安全性;(2) 方便生产制造和船舶维修,减少制造成本和维护费用;(3) 符合船级社规章的要求,获得相关船级社的认证。
2. 设计步骤:(1) 分析船舶的功能需求和船型特点,确定平面分段的数量和位置;(2) 进行船体结构计算和强度分析,确定分段的尺寸和配置;(3) 根据分段的数量和尺寸,制定生产制造工艺和工序;(4) 进行船舶平面分段设计,绘制分段图纸,并标注必要的尺寸和要求。
3. 分段数量和位置:分段的数量和位置根据船体的结构和功能需求来确定。
一般来说,船头、船尾、船体中部和船舱等区域是常见的分段位置。
在确定分段位置时,还需考虑到船舶的造型和稳性等因素。
4. 分段尺寸和配置:分段的尺寸和配置需根据船体结构的要求和分段位置来设计。
一般来说,船头和船尾的分段尺寸较小,船舱的分段尺寸较大。
在设计分段尺寸时,还需考虑到分段之间的连接方式和强度要求。
5. 生产制造工艺和工序:生产制造工艺和工序的制定需根据分段的尺寸和配置来确定。
一般来说,先进行分段的制造和组装,然后进行船体结构的加固和连接。
在制定工序时,还需考虑到船舶的生产周期和制造成本等因素。
6. 分段图纸设计:分段图纸是船舶平面分段设计的重要成果,需绘制详细的设计图纸,并标注必要的尺寸和要求。
在图纸设计时,还需考虑到船级社的规定和标准。
通过以上步骤的设计和实施,可以实现船体结构的平面分布和设计的目的,提高船体的耐久性和安全性,减少制造成本和维护费用,并获得船级社的认证。
第8章 船体分段划分图和分段结构图目前,船舶建造大多采用分段建造法,一艘大㊁中型船舶的船体,往往被分成几十个分段到近百个分段,先在车间或其他场地的胎架或平台上分别建造分段,然后将建造好的分段运往船台上进行船体的总装㊂因此,当船舶的设计进行到一定阶段,整个船舶的结构图已经完成,船台装配方式已经确定之后,就需着手研究船体分段的划分和分段结构图的设绘㊂船体分段划分是否合理,关系到能否有效地利用工厂的设备能力,提高劳动生产效率,改善劳动条件,提高造船质量和降低成本㊂也就是说,船体分段的尺寸㊁质量㊁形状及划分位置,对船舶建造的周期㊁成本和质量,都有相当大的影响㊂在划分船体分段时,必须根据工厂生产条件(包括起重能力)㊁船舶建造工艺和船体结构特点等多方因素,进行反复分析研究㊁全面比较,以求得在技术和经济上最为合理的分段划分方案,从而绘制出分段划分图和分段结构图㊂8.1 分段划分图8.1.1 分段划分图的组成和特点 分段划分图表示了全船分段的数量㊁各分段的分段接缝位置和分段的理论质量以及船台装配余量的数量和加放部位㊂某些分段划分图还表示了各分段在船台上的定位吊装顺序㊂船体分段划分图还是其他结构图样绘制分段接缝位置的依据,也是船台装配时分段吊装㊁定位以及起重㊁运输配备设备的依据㊂分段划分图主要由一组视图㊁船体分段的编号㊁分段明细栏和主尺度组成,见图8-1㊂1.分段划分图的视图分段划分图的视图用来表达分段的划分情况以及分段接缝位置,由于在船体分段划分图上只表示分段的接缝,而不表示一般的板缝,所以分段接缝线不用斜栅线而用细实线表示即可㊂通常视图有以下几种:1)视图种类(1)侧面图:侧面图从船体右舷向V投影面投影所得的视图,见图8-1上方的视图㊂它表示了船体分段沿船长和船深方向的位置㊂侧面图是分段划分图的主视图,一般来说,从中可以了解全船分段划分的概貌㊂(2)甲板平面图:甲板平面图是用剖切面沿甲板表面剖切船体而得的剖面图,它表示了船体分段沿船长和船宽方向的位置㊂具体来说,甲板平面图主要用来表示甲板分段或与甲板相关的分段的位置,见图8-1中的上甲板平面图㊂(3)舱底图:舱底图是用剖切面沿底部构架的表面剖切船体而得的剖视图㊂它主要表示了船体底部分段沿船长和船宽方向的位置,见图8-1下方的舱底图㊂491591691 除上述视图外,若船体分段的板和内部骨架的分段接缝不在同一平面内时,则分段划分图通常还包括:(4)纵剖面图:纵剖面图是用纵向平面剖切船体而得的剖面图,它表示了剖切平面处的分段的板和内部纵向骨架沿船长方向的分段接缝位置㊂(5)横剖面图:横剖面图是用横向平面剖切船体而得的剖面图,它表示了剖切平面处的分段的板和横向骨架沿船宽方向的分段接缝位置㊂纵剖面图和横剖面图不仅表示了分段的接缝位置,而且表示了内部纵骨架和横骨架的接缝位置,体现了船体分段划分时内部骨架处理结果,表示了分段处板与骨架之间的分段接缝线的相对位置㊂而侧面图㊁甲板平面图㊁舱底图是不表示内部骨架接缝位置的㊂分段划分图中的种类和数量,需要根据船舶类型㊁大小及分段划分的情况而定㊂例如各层上层建筑自成独立分段,沿船长和船宽方向不再划分,则其分段位置在侧面图已清楚表达,而不再需要绘制相应的甲板平面图㊂又如小型船舶采用总段建造时,则各分段位置在侧面图也可清楚表达,而不再需要绘制甲板平面图和舱底图㊂再如沿船长方向分段和内部骨架的接缝位置一致,则纵剖面图也可省略不画,若沿船宽方向不再划分分段,则横剖面图也省略不画㊂总之,在完整㊁清晰表达出分段位置的前提下,力求减少视图数量,以减少绘图工作量㊂2)视图中的尺寸标注分段划分图中标准的尺寸如下:(1)船体主尺度:通常标有总长㊁垂线间长㊁型宽㊁型深㊁吃水㊁肋距等㊂船体主尺度一般置于图纸的右上方㊂(2)分段接缝位置的定位尺寸:通常是沿船长方向为靠近分段接缝最近的肋位,沿船宽方向为船体中线,沿船深方向为甲板㊁平台㊁内底等相关构件㊂3)船体分段的编号为了便于图样的识读和船体的建造工作,分段划分图上必须对各分段进行编号,每个分段的编号数称为分段号㊂按GB/T4476 84‘金属船体制图“规定,分段号的编制方法如下: (1)主船体分段采用三位数字编号:其中百位数字表示分段的区域,用 1”代表尾段, 2”代表中段, 3”代表首段,见图8-2(a)㊂十位数字表示分段的部位,用 1”代表底部, 2”代表舷侧, 3”代表甲板, 4”代表舱壁, 0”代表立体分段,见图8-2(b)㊂个位数字表示分段的序号,序号顺序从尾段向首段㊁自下向上进行㊂同一分段的两舷采用一个编号,但应在编号后面注明左(P)㊁右(S),见图8-2(c)㊂例如:211表示主船体中段底部第一分段㊂对于大型船舶,当同一底部分段在横向再划分成左㊁右两段或左㊁中㊁右三段时,则还应注明P(左)㊁S(右)或P(左)㊁C(中)㊁S(右)㊂223表示主船体舷侧第三分段㊂对于同一部位左右对称的两个舷侧分段,除写上分段号外同样应注明P(左)和S(右)以区分左舷分段还是右舷分段㊂101表示船体尾段的第一立体分段㊂如果主船体的中段采用总段形式,则三位数中的后两位表示总段的序号,序号顺序从尾段向首段,从01起编依次02㊁03㊁ 等,如:201表示中段中的第一个总段㊂如果首段与尾段沿船深方向再进行水平划分,则三位数中的后两位数为分段序号,自下向上以01㊁02㊁ 编制,如:101表示尾段中第一分段;301表示首段中第一分段㊂(2)上层建筑分段的分段号编法:百位数字为 6”;后两位数字为分段的序号,顺序由尾段至首段,再由下至上的进行㊂例如:601表示上层建筑分段第一段㊂分段号写在直径为8mm 的细实线圆中,分段范围用对准圆心的细实线对角线表示,见图8-2㊂图8-2 分段的编号(a )主船体分段;(b )部位分段;(c )某分段的两舷表示㊂目前,各船厂对分段的编号并非一致,特别是随着生产设计的深化,对分段编号有进一步细化的要求㊂如:有的船厂分段编号用四位字符,见图8-3㊂图8-3 有关船厂对分段的编号791891例如:202G表示机舱区域,底部向首段第二个整体分段㊂2.分段划分图的分段明细栏分段划分图的标题栏上方编有明细栏,明细栏中列出全船各分段的分段号㊁名称㊁质量及外形尺寸等,其格式见图8-4㊂其中:(1)序号:表示全船分段的次序号,通常的次序是由尾向首,自下向上编排㊂可以从序号中知道全船分段的数量;(2)分段号:各分段的代号;(3)名称:表示各分段的名称及沿船长方向的位置;(4)质量:表示该分段的理论质量㊂单位为t(吨);(5)外形尺寸:表示分段长×宽㊁长×高或长×宽×高的外形轮廓尺寸㊂单位为m(米);(6)附注:填写必要的说明㊂图8-4 分段划分图的分段明细栏格式明细栏在船台装配时,可作为定位㊁吊装以及起重㊁运输配置设备的依据㊂3.分段划分图的特点1)分段划分图的视图是具有示意性质的图形由于分段划分图主要用来表明分段接缝的位置,所以视图中,除与分段定位有关的结构(如甲板㊁平台㊁舱壁㊁内底㊁水密肋板等)外,其他结构均省略不画㊂这样图样简洁㊁清晰㊁画图方便,读图也一目了然,便于使用㊂2)图线应用不同于其他图样除纵剖面与横剖面图外,其余视图的外形轮廓用细实线画出;甲板㊁平台㊁舱壁㊁内底等结构不论其水密与否,凡不可见的均用粗虚线画出;分段接缝线不用斜栅线而用细实线画出㊂8.1.2 识读分段划分图识读分段划分图主要了解船体分段位置㊁分段的数量及分段的质量和大小㊂由于分段划分图的视图表示比较简单,所了解的内容也较少,因此比起其他结构图样,易于识读㊂下面以图8-1为例,说明读图的步骤和方法㊂1.了解船体的分段划分概况根据明细栏,结合侧面图㊁甲板图㊁舱底图和分段号可知,本船主船体的首段和尾段,各划分成一个立体分段(含首尖舱舱壁和尾尖舱舱壁),而中段则规划分成8个底部分段㊁5个舷侧分段㊁5个甲板分段和2个舱壁分段㊂上层建筑中,尾楼划分成5个立体分段(包括烟囱分段),首楼为1个立体分段,中部起货机平台为1个立体分段;共计7个分段㊂这样就对整个船991体的分段划分情况有了概括地了解㊂2.具体了解各分段的位置根据侧面图并对照相应的甲板或舱底图,再结合分段号逐段了解各分段的具体位置,分段的位置由分段的接缝线位置来决定㊂识读时,可从尾向首,自下向上逐段进行㊂如图中101尾段,船长方向是从尾段至#5肋位(尾尖舱舱壁)向首段150mm,记为尾段~#5+150(距相近肋位向首为 +”向尾为 -”),船深方向是自船底至上甲板以上的外板顶线㊂又如211底部分段,船长方向是自#5肋位向首段150mm至#23肋位向尾段150mm,记为#5+150~#23-150;船深方向分段接缝线的位置在内底以上㊂船宽方向由对照舱底图可知,没有再进行划分㊂通过这样的逐段识读,就能将全船分段的具体位置和关系搞清㊂3.了解各分段的质量和外形尺寸由于分段质量和外形尺寸与起重运输设备及工艺装备的选用有直接关系,因此需查阅明细栏了解各分段质量和外形尺寸㊂并应知道全船分段中哪个分段最重,哪个分段外形尺寸最大㊂如图8-1明细栏所列,最重的为218分段,质量29t;最轻的为607分段,质量4t;601分段外形尺寸最大,为13.5×13.0×2.60㊂了解分段的质量和外形尺寸就可配置适当的起重运输设备㊂8.1.3 分段划分图的绘制方法和步骤绘制分段划分图主要参考型线图㊁中横剖面图㊁基本结构图和肋骨型线图㊂绘制的步骤如下㊂1.确定视图的数量由前所述分段划分图的视图种类和数量,取决于船舶类型㊁大小及分段划分情况㊂这里的确定视图数量主要是确定除侧面图以外的其他视图的数量㊂一般原则:在完整㊁清晰表达分段位置的前提下,力求较少的视图,以减少画图的工作量㊂2.选择图样比例和图纸幅面分段划分图表达的内容比较简单,因此选用的比例可适当小些㊂常用的比例为1∶100㊁1∶50㊁1∶25等㊂根据所选比例㊁视图数量及主尺度确定图纸幅面㊂图纸幅面不宜过大,以免使用不便㊂3.布置图面分段划分图的图面布置通常是:侧面图布置在图纸左上方㊂向下依次布置甲板平面图和舱底图,图纸中间部分布置纵剖面图和横剖面图,明细栏布置在标题栏上方,主尺度栏列于图纸的右上角㊂4.绘制视图1)画出各图形的基准线并在其上定出肋位画基准线(基线或中心线)和确定肋位的方法与基本结构图相同,可参见第6章㊂2)画出各图的外形侧面图㊁甲板平面图以及舱底图的外形可以型线图为依据画出㊂其方法可参见基本结构图各图外形的作法㊂横向剖面图的外形可根据肋骨型线图中相应肋骨型线画出㊂3)画出侧面图中有关结构在侧面图的外形基础上,可依据基本结构图画出侧面图中的各层甲板㊁平台㊁内底㊁横舱壁和水密肋板等结构㊂0024)画出甲板平面图上的有关结构及开口在甲板平面图的外形基础上,根据基本结构图画出该甲板以下的有关结构,如横舱壁㊁纵舱壁等,该甲板上面的结构通常均省略不画㊂甲板的开口通常只画大开口,如机舱口㊁货舱口等;小的开口,如梯口㊁人孔等均省略不画㊂5)画出舱底图上的有关结构舱底图上的有关结构,通常也只画内底以下的结构,如水密肋板㊁水密纵桁等㊂6)画出分段接缝线,编制分段号及画出分段对角线根据已定的分段划分方案所决定的分段接缝线位置,在各图形上画出接缝线,并对各分段进行编号,然后画出分段对角线(细实线)㊂画分段对角线主要是使分段的范围更清晰㊁更醒目㊂5.根据图线规格加深图形并标注尺寸分段划分图中的尺寸,一般只标注船体主尺度及分段的定位尺寸,即分段接缝线的位置㊂6.编制明细栏和填写标题栏明细栏设置在标题栏上方时,应根据分段序号自下而上填写;若明细栏不设置在标题上方时,则应根据分段序号自上而下填写㊂8.2 分段结构图分段结构图是按照船体分段的划分情况,以中横剖面图和基本结构图等基本图样为依据,用较大比例绘制,用于完整表达船体分段中构件的布置㊁形状㊁尺寸㊁连接形式㊁材料㊁数量㊁质量和工艺要求等,是一张直接用于施工生产的施工图样㊂1.分段结构图的用途(1)作为船体建造中放样㊁加工㊁装配㊁焊接等工序的施工依据;(2)作为编订装配工艺㊁施焊程序㊁胎架设计㊁考虑工艺加强等工艺工作的依据;(3)作为编制材料明细表㊁准备原材料及构件配套等工作的依据;(4)作为计算船体质量和质心位置的依据㊂分段理论质量可供分段完工后起重㊁运输分段时参考㊂2.分段结构图的种类及数量分段结构图通常以其表示的结构来分类㊂一般有底部分段结构图㊁舷侧分段结构图㊁甲板分段结构图㊁舱壁结构图㊁首段结构图㊁尾端结构图㊁上层建筑结构图及首柱结构图和尾柱结构图等㊂如果分段结构图表示的是船体某一环形段的结构,称为总段结构图㊂对于同一类分段结构图,则以其表示的分段位置来区分,如#6-350肋位~#15+100肋位甲板分段结构图;#55肋位横舱壁结构图等等㊂分段结构图的数量取决于船舶大小和分段划分的情况,大㊁中型船舶的船体分段数量较多,一般有几十个分段,甚至近百个分段㊂因此,分段结构图的数量也就较多㊂8.2.1 分段结构图的组成和表达内容分段结构图主要由视图和明细栏组成,见图8-5(见口袋中插页)㊂有些分段结构图中,还用文字对分段的技术要求㊁工艺措施和注意事项作简要说明㊂1.分段结构图的视图分段结构图的视图通常有主视图㊁剖面图和节点详图㊂视图中标注构件尺寸㊁件号和构件连接的焊缝符号㊂1)主视图主视图是表示分段结构基本组成的视图,主视图中反映了构件的布置情况㊁板的排列㊁厚度㊁焊接要求及板上开口的位置和大小㊂一般来说,甲板㊁平台㊁上层建筑㊁底部分段和基座结构常以基本结构图中相应位置的甲板图㊁平台图或舱底图为依据,用较大比例绘制而成,如图8-5中的甲板图;舷侧分段常以外板展开图中相应位置的图形为依据,用较大比例绘制而成,也可以从舷侧有构架的一面进行投影所得的视图作为主视图;横舱壁结构则以它的肋位剖面图作为主视图;首段和尾段结构常以基本结构图中相应位置的纵剖面图为依据;首柱与尾柱结构是以它的侧面投影图为主视图等㊂底部㊁舷侧㊁甲板㊁平台㊁舱壁㊁上层建筑分段结构图的主视图因看视方向的不同,构件在视图中有可见和不可见两种情况㊂对于不可见的构件,分段结构图的主视图与基本结构图和外板展开图一样,采用简化画法;对于可见的构件,既可以采用简化画法,也可以采用钢材与型材投影的小比例画法㊂采用简化画法的主视图,它们的图线含义与基本结构图或外板展开图相同㊂所不同的是,凡不属本分段或与本分段关系不大的构件在主视图中可不画出,如货舱口围板在基本结构图中用粗实线画出,在主视图中则没有表示㊂与本分段关系较大的构件,在主视图中须画出,其可见构件的断面仍用粗实线表示,轮廓线用细双点画线表示㊂2)剖面图剖面图是用来表示分段中构件的形状㊁结构形式㊁尺寸和相互连接方式的视图㊂常用的有肋位剖面图㊁一般位置剖面图和分剖面图等几种形式㊂见图8-5中的 #←8”㊁ A A”等㊂(1)肋位剖面图:肋位剖面图是以肋骨平面作为剖切平面而绘制的剖面图㊂它表示了位于肋骨平面内的横向构件的形状㊁结构形式和连接方式以及纵向构件的结构形式和布置㊂在船体图样中,民船肋骨是从船尾向船首依次编号的,对于某一号肋骨,其位置是确定的㊂所以,在主视图中不用剖切符号表示肋骨剖面的位置及视向,而只在剖面图的上方画出视向符号(粗实线大箭头),并在其上标注剖切位置的肋骨号码,如图8-5中的 #←8”㊂其中 #8”表示剖面位置在#8肋骨平面,而← ”则表示剖面视向为向尾船看,因为船体在图纸中的布置通常总是船尾在左船首在右,箭头向左表示向船尾看,箭头向右则表示向船首看㊂(2)一般位置剖面图:一般位置剖面图是指不在肋骨平面内的剖面图以及即使在肋骨平面内,但仅仅表示某一局部结构的剖面图,见图8 5中 A A”㊁ B B”等㊂在主视图中标注剖切符号”,剖面图上方标写 A A”与其对应㊂(3)分剖面图:如果用肋位剖面图㊁一般位置剖面图㊁向视图㊁剖视图等还不能将结构表示清楚,须在剖面图或向视图㊁剖视图上再作剖面图,此类剖面图即为分剖面图㊂其标注形式是用剖切符号表示剖切位置和投影方向,用原图名加剖切序号数表示分剖面图的名称㊂如: ” ”,则在分剖面图上方对应标写 8 1”㊁ A 1”㊂3)节点详图节点详图是表示节点处结构情况的局部放大图㊂由于主视图和剖面图通常采用的比例较102小往往不易把节点处的结构㊁尺寸及焊接要求表示清楚,所以在分段结构图中,对主视图和剖面图内图形较小㊁连接形式不同㊁表达又不够清晰的节点,均另行绘制节点详图,以详细表达构件的结构形式和相互连接方式,并在图中完整地标注构件的尺寸和焊缝代号,见图8-5中节点详图1和节点详图2等㊂如果节点详图尚未把节点的结构完整地表达清楚,也可以节点详图为主视图,再画其他视向的视图表达㊂当详图的比例较大,板和型材厚度的投影大于2mm 时,则其剖面要画剖面符号㊂节点详图的标注方法:在主视图或剖面图中,把要绘制详图的节点用细实线圆圈出,圆的直径视节点图形大小而定,并用7号字体的阿拉伯数字顺序编号㊂然后在画好的节点详图上方画一水平粗实线,在水平粗实线上方用同样大小的字体注写相应的数字,下方注写节点详图的比例,见图8-6(a )㊂当详图很少时,可不编号,而直接将其画在节点附近,并用箭头指出,见图8-6(b)㊂图8-6 节点详图的标注方法此外,在上层建筑结构图中,围壁结构还常用展开视图㊁局部视图和分剖面图来表示,首柱与尾柱结构图中,常用向视图㊁剖视图和移出剖面来表示㊂2.分段结构图中构件的尺寸、件号和焊缝符号1)构件尺寸的标注分段结构图中构件尺寸的标注与一般零件尺寸的标注不同㊂由于船体外板和甲板的表面形状与构件的形状都比较复杂,同时,很多构件的正确形状和尺寸还有待于船体放样后才能确定㊂因此,在分段结构图中,板材结构的构件通常只标注厚度,而不标注长度和宽度;型材结构的构件只标注出断面尺寸,而不标注长度,也不以标注尺寸的形式来表示构件的曲面或曲线形状㊂这些构件的长度和形状由放样间提供的草图或样板来决定㊂分段结构图中构件的定位尺寸的标准方法与中横剖面图和基本结构图相一致㊂2)构件的编号为了便于识读和下料㊁加工㊁配套的需要,在分段结构图中需对本分段每个构件进行编号,并编制明细栏㊂每个构件的编号数称为件号㊂(1)件号编制方法:凡是名称㊁尺寸和形状完全相同的构件编制同一件号,并在明细栏中202注明件数;凡是名称㊁尺寸和形状有一不同的构件应分别编制件号㊂此外,有些图纸还采用将名称和断面尺寸相同的构件编制同一件号,名称或断面尺寸不同的构件分别编号㊂现在各船厂的生产设计图中,对构件编号都有一定的严格要求,各个构件的编号都采用编码形式,编码不仅表示其尺寸㊁形状,而且还要表示出该构件的下料方法㊁加工方法㊁下料后的去向以及该构件在船体上的位置㊂各船厂所采用的构件编码也不尽相同㊂(2)构件编号的标注形式:见图8-7,指引线㊁规格线及圆圈均用细实线绘制;指引线对准圆心引出,圆圈的直径为8mm;规格线为对准圆心引出的水平线,在其上标注尺寸(不标注尺寸时,规格线可以省略)㊂图8-7 引件号的形式(3)编制件号的顺序一般是先编板㊁再编型材㊁然后编肘板㊂(4)件号要标注在构件外形显著的视图中,且应相对集中㊂通常板材的件号标注在平面图中,横向构件的件号标注在肋位剖面图中,纵向构件的件号标注在一般位置剖面图中,肘板的件号标注在节点详图中㊂(5)在肋位剖面(或剖视)图中,同类相似构件的编号,可以采用公共指引线并加以简化,其件号应按肋位号顺序依次编排,见图8-8㊂图8-8 公共引件号3)焊缝符号的标注分段结构图中需要标注焊缝符号,以表示构件连接处的焊缝形式㊁坡口式样㊁焊接尺寸和焊接方法等㊂焊缝符号应标注在能清晰表示焊缝的视图中,并相对集中,便于读图㊂同一条焊缝一般只需标注一次㊂焊接形式相同,位置又相邻近的焊缝,可用公共横线的形式标注㊂通常板与板的焊缝符号标注在平面图中;横向构件的焊缝符号标注在肋位剖面图中;纵向构件的焊缝符号标注在一般位置剖面图中;节点处的焊缝符号标注在节点详图中㊂3.分段结构图中的明细栏分段结构图中标题栏的上方设有明细栏,明细栏用以统计分段中所有构件的名称㊁尺寸㊁数量㊁材料㊁质量等,它的标准格式参见第1章1.2节图1-9或图1-10㊂明细栏可以作为编制全船材料明细表和准备原材料的原始文件,也可作为配套的依据㊂当前随着生产设计细化,明细栏也发生很大变化,进行生产设计的船厂,一般均以分段零件册形式出现,以便于生产管理㊂明细栏连接在主标题栏上方时,序号应自下而上填写(如果图样中设置单独的明细栏,则序号应自上而下填写)㊂当标题栏上方填写位置不够时,明细栏可移至标题栏左边由下而上继续填写㊂302。