实验五 齿轮齿厚偏差的测量
- 格式:doc
- 大小:446.50 KB
- 文档页数:3

实训八齿轮分度圆齿厚测量
一.实训目的
1、掌握测量齿轮弦齿厚方法
2、加深理解齿轮齿厚偏差的意义
二.实训器具
齿厚卡尺、游标卡尺〔或外径千分尺〕、被测齿轮
三.测量原理
齿厚偏差ΔEs是指实际齿厚和公称齿厚之差。
它是控制齿轮副隙侧的根本指标之一。
下列图为测量齿厚的游标卡尺。
它由两套相互垂直的游标卡尺组成,垂直游标尺用于控制被测齿轮的弦齿高,水平游标尺那么用于测量实际弦齿厚。
测量时,垂直游标的基准为齿顶圆,所以分度圆的实际弦齿高
2d
a a E
h h ∆
'=+
a
h——标准弦齿高
ΔEd= 实际齿顶圆直径—齿顶圆公称直径四.测量步骤
1、用外径千分尺或游标卡尺测量齿顶圆直径
2、计算分度圆实际弦齿高
2d
a a E
h h ∆
'=+
a
h——标准弦齿高,可以查机械设计手册或按下式计算:
a
h= ha mZ/2—mZ×Cos〔π/2Z〕/2
ha——标准齿顶高
3、按
a
h'值调整齿厚卡尺的垂直游标
4、将齿厚卡尺置于被测齿轮上,使垂直游标尺的定位尺和齿顶接触,如下图。
然后移动水平游标尺的卡脚,使卡脚紧靠齿廓〔注:游标卡尺脚和齿廓接触的松紧要适宜〕,从水平游标尺上读出实际弦齿厚。
5、沿齿轮外圆,重复步骤4,均匀测量6—8点,记录数据。
五作出实训报告。
项目3 齿轮的检测教学过程:一、引入新课题齿轮传动在现代机器和仪器中应用广泛,其功用是按规定的速比传递运动和动力。
本项目,我们先了解齿轮传动的基本要求及相应的检验项目,并进行两个简单的实验:用齿厚游标卡尺测量齿厚偏差和用公法线千分尺测量公法线长度。
二、教学内容3.1 任务描述下发任务书,明确项目3(齿轮的检测)的要求。
任务书附图:3.2 检测技术知识(一)齿轮传动的基本要求1、传递运动的准确性要求齿轮在一转范围内,实际速比相对于理论速比的变动量应限制在允许的范围内,以保证从动齿轮与主动齿轮的运动准确协调。
2、传动的平稳性保证齿轮传动的每个瞬间传动比变化小,以减小冲击、振动,降低噪声,保证传动平稳。
3、载荷分布的均匀性要求齿轮啮合时齿面接触良好,以免引起应力集中,造成齿面局部磨损加剧,影响齿轮的使用寿命。
4、传动侧隙的合理性保证齿轮啮合时,非工作齿面间应留有一定的间隙。
用以贮藏润滑油、补偿齿轮制造误差和装配误差及热变形和受力变形,防止齿轮在传动过程中出现卡死或烧伤。
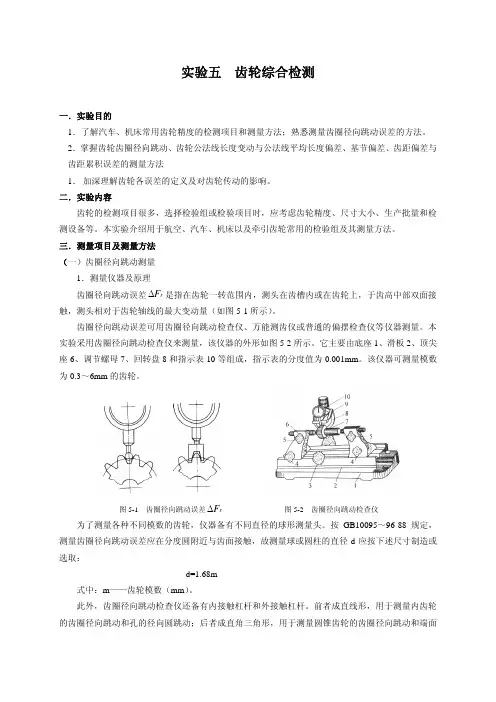
(二)齿轮精度的评定指标及检测1、影响齿轮转动准确性的误差切向综合总误差(F i′)齿距累积总公差Fp与齿距累积公差Fpk径向跳动公差Fr径向综合总偏差Fi〞2、影响齿轮传动平稳性的误差一齿切向综合公差f i′一齿径向综合公差fi〞齿廓偏差单个齿距极限偏差±fpt3、影响齿轮载荷分布均匀性的误差螺旋线总偏差(Fβ)螺旋线形状偏差(ffβ)螺旋线倾斜偏差(fHβ)4、影响齿轮副侧隙的偏差√齿厚偏差(△ES)√公法线平均长度偏差(△EWm)(三)齿厚偏差(△ES)指在分度圆柱上,齿厚的实际值与公称值之差。
齿厚上偏差代号为E ss、齿厚下偏差代号为E si齿厚偏差可以用齿厚游标卡尺来测量。
由于分度圆柱面上的弧齿厚不便测量,所以通常都是测量分度圆弦齿厚。
标准圆柱齿轮分度圆公称弦齿厚分度圆公称弦齿高四、齿轮公法线长度偏差公法线长度变动△Fw是指齿轮一周范围内,实际公法线长度最大值与最小值之差,是评定齿轮运动准确性的指标之一。
齿轮测量⽅法齿轮测量齿轮齿单个齿距偏差与齿距累积总偏差得测量⼀、⽬得熟悉测量齿轮单个齿距偏差与齿距累积总偏差得⽅法。
加深理解单个齿距偏差与齿距累积总偏差得定义。
⼆、内容1、⽤周节仪或万能测齿仪测量圆柱齿轮齿距相对偏差。
2、⽤列表计算法或作图法求解齿距累积总偏差。
三、测量原理及计量器具说明单个齿距偏差pt f 就是指在分度圆上,实际齿距与公称齿距之差(⽤相对法测量时,公称齿距就是指所有实际齿距得平均值)。
齿距累积总偏差F p 就是指在分度圆上,任意两个同侧齿⾯间得实际弧长与公称弧长之差得最⼤绝对值,即最⼤齿距累积偏差(m ax p F )与最⼩齿距累积偏差(m in p F )之代数差。
在实际测量中,通常采⽤某⼀齿距作为基准齿距,测量其余得齿距对基准齿距得偏差。
然后,通过数据处理来求解单个齿距偏差pt f 与齿距累积总偏差P F ,测量应在齿⾼中部同⼀圆周上进⾏,这就要求保证测量基准得精度。
⽽齿轮得测量基准可选⽤齿轮得内孔、齿顶圆与齿根圆。
为了使测量基准与装配基准⼀致,以内孔定位最好。
⽤齿顶圆定位时,必须控制齿顶圆对内孔得轴线得径向跳动。
在⽣产中,根据所⽤量具得结构来确定测量基准。
⽤相对法测量齿距相对偏差得仪器有周节仪与万能测齿仪。
1、⽤⼿持式周节仪测量图1为⼿持式周节仪得外形图,它以齿顶圆作为测量基准,指⽰表得分度值为0、005mm ,测量范围为模数3—15 mm 。
周节仪有4、5与8三个定位脚,⽤以⽀承仪器。
测量时,调整定位脚得相对位置,使测量头2与3在分度圆附近与齿⾯接触。
固定测量头2按被测齿轮模数来调整位置,活动测量头3则与指⽰表7相连。
测量前,将两个定位脚4、5前端得定位⽖紧靠齿轮端⾯,并使它们与齿顶圆接触,再⽤螺钉6紧固。
然后将辅助定位脚8也与齿顶圆接触,同样⽤螺钉固紧。
以被测齿轮得任⼀齿距作为基准齿距,调整指⽰表7得零位,并且把指针压缩1—2圈。
然后,逐齿测量其余得齿距,指⽰表读数即为这些齿距与基准齿距之差,将测得得数据记⼊表中。
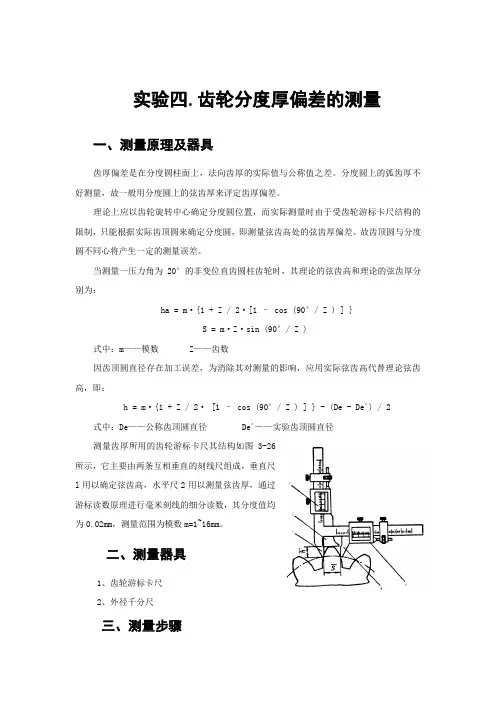
实验四.齿轮分度厚偏差的测量一、测量原理及器具齿厚偏差是在分度圆柱面上,法向齿厚的实际值与公称值之差。
分度圆上的弧齿厚不好测量,故一般用分度圆上的弦齿厚来评定齿厚偏差。
理论上应以齿轮旋转中心确定分度圆位置,而实际测量时由于受齿轮游标卡尺结构的限制,只能根据实际齿顶圆来确定分度圆,即测量弦齿高处的弦齿厚偏差。
故齿顶圆与分度圆不同心将产生一定的测量误差。
当测量一压力角为20°的非变位直齿圆柱齿轮时,其理论的弦齿高和理论的弦齿厚分别为:ha = m·{1 + Z / 2·[1 – cos (90°/ Z ) ] } S = m·Z·sin (90°/ Z )式中:m——模数 Z——齿数因齿顶圆直径存在加工误差,为消除其对测量的影响,应用实际弦齿高代替理论弦齿高,即:h = m·{1 + Z / 2· [1 – cos (90°/ Z ) ] } - (De - De´) / 2式中:De——公称齿顶圆直径 De´——实验齿顶圆直径测量齿厚所用的齿轮游标卡尺其结构如图3-26所示,它主要由两条互相垂直的刻线尺组成,垂直尺l用以确定弦齿高,水平尺2用以测量弦齿厚,通过游标读数原理进行毫米刻线的细分读数,其分度值均为0.02mm,测量范围为模数m=1~16mm。
二、测量器具1、齿轮游标卡尺2、外径千分尺三、测量步骤1、用外径千分尺出量出齿顶圆的实际直径De´,并计算理论的齿顶圆直径De。
2、计算出实际分度圆处的弦齿高h和弦齿厚的公称值。
图3-26 齿厚测量3、将垂直尺1准确地定位到公称弦齿高,并螺钉固紧。
4、将卡尺置于齿轮上,使垂直尺顶端2与齿圆接触,然后将量爪3和4靠近齿廓,从水平游标尺上读出分度圆弦齿厚的实际值。
测量时一定使量爪测量面与被测齿面保持良好接触,否则将产生较大的测量误差。
目录实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验实验1—2外圆尺寸的测量与检验实验1—3圆尺寸的测量与检验实验二配合尺寸的测量与检验实验2—1 轴与孔配合尺寸的测量与检验实验2—2滚动轴承配合尺寸的测量与检验实验三普通螺纹尺寸的测量与检验实验3—1 用螺纹样板测量螺距实验3—2 外螺纹中径尺寸的测量与检验实验3—3 用螺纹环规和塞规检验、外螺纹实验四键与花键尺寸的测量与检验实验4—1单键配合尺寸的测量与检验实验4—2 花键配合尺寸的测量与检验实验五齿轮尺寸的测量与检验实验5—1 齿轮齿厚偏差的测量与检验实验5—2 齿轮公法线长度偏差的测量与检验实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验一、实验目的1、了解游标卡尺的作用、结构组成、测量围及测量精度;2、掌握游标卡尺测量长(宽)度的方法和技能;3、掌握判断尺寸是否合格的方法和技能。
4、加深尺寸误差与公差定义的理解。
二、实验容1、观察游标卡尺,了解其结构组成、测量围及测量精度;2、零件长(宽)度的测量;3、判断实测尺寸是否合格。
三、测量工具——游标卡尺1.游标卡尺的组成游标卡尺主要用于测量零件的长(宽)度、(外)圆直径,孔深、键宽和槽深等。
其结构组成如图1-1-1所示。
图1-1-1卡尺的结构主要由尺身1 、深度尺2、游标3、外测量爪4、测量爪5、紧固螺钉6等几部分组成。
2、游标卡尺的测量围游标卡尺的测量围有0-125、0-150、0-200、0-300、0-500、0-1000、0-1500、0-2000m几种;3、游标卡尺的读数值游标卡尺的读数值有0.01、0.02、0.05三种。
实际使用时常选用0.02。
4、游标卡尺的使用注意事项:1)了解作用,注意围;2)位置正确,用力恰当;3)看清刻度,正确读数;4)使用完毕,注意保养。
四、实验步骤1、观察游标卡尺,并在表1-1-1中填入其作用、测量围及测量读数值。
表1-1-12、根据图纸(一)中给出的尺寸,用游标卡尺测量实际尺寸,填入表1-1-2中,并判断所测尺寸是否合格。
实验6-2 齿轮齿厚偏差测量一、实验目的1.了解齿厚偏差的含义及其对齿轮转动的影响。
2.熟悉齿厚偏差的测量方法及有关参数的计算或查表。
3.能够进行数据处理,作出正确结论。
二、实验内容用齿厚游标卡尺测量齿轮分度圆齿厚偏差。
三、实验基本原理及方法齿轮齿厚偏差是指在分度圆柱面上,齿厚实际值与公称值之差。
测量齿厚是为了判断齿轮是否已加工到保证齿轮转动所必需的齿侧间隙。
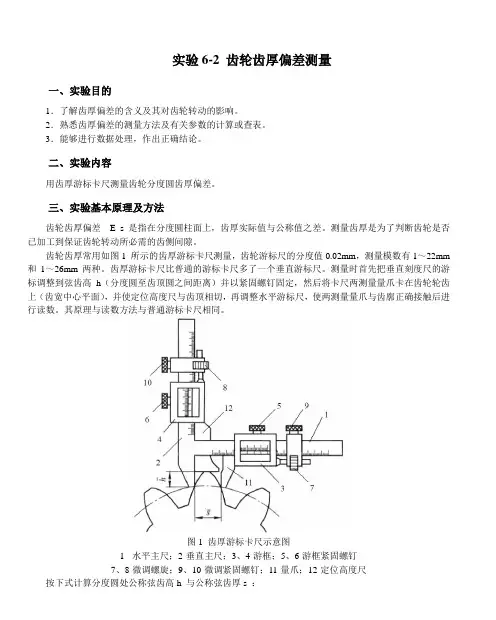
齿轮齿厚常用如图1 所示的齿厚游标卡尺测量,齿轮游标尺的分度值0.02mm,测量模数有1~22mm 和1~26mm 两种。
齿厚游标卡尺比普通的游标卡尺多了一个垂直游标尺。
测量时首先把垂直刻度尺的游标调整到弦齿高h(分度圆至齿顶圆之间距离)并以紧固螺钉固定,然后将卡尺两测量量爪卡在齿轮轮齿上(齿宽中心平面),并使定位高度尺与齿顶相切,再调整水平游标尺,使两测量量爪与齿廓正确接触后进行读数。
其原理与读数方法与普通游标卡尺相同。
图1 齿厚游标卡尺示意图1- 水平主尺;2-垂直主尺;3、4-游框;5、6-游框紧固螺钉7、8-微调螺旋;9、10-微调紧固螺钉;11-量爪;12-定位高度尺按下式计算分度圆处公称弦齿高h 与公称弦齿厚s :式中:m 为模数(mm);z 为齿数。
上式中h 值是按公称齿顶圆直径da 计算的,忽略了齿顶圆半径的实际偏差,考虑此项,实际调整的弦齿高应为:式中:为齿顶圆实际直径。
四、测量步骤1.计算求出弦齿高h 与弦齿厚s 。
2.将弦齿高h 尺寸,在垂直游标尺上定位。
即:用微调螺钉将垂直游标尺的高度尺定位(调整)到所要求的弦齿高h 尺寸上,并紧固螺钉。
3.将齿厚游标卡尺置于被测齿轮的单颗轮齿上,使齿厚游标卡尺其高度尺的顶端,与单颗轮齿齿顶正中接触,然后移动其水平游标尺,使其两量爪与齿廓接触,从水平游标尺上读出分度圆弦齿厚的实际尺寸(用透光法判断接触状况)。
4.分别在齿轮圆周三等分上(间隔120 度)进行测量。
5.将分度圆实际齿厚减去公称齿厚即为分度圆齿厚偏差。
齿轮测量实验指导一、目的:学会常用齿轮参数的参量方法,掌握公法线千公尺、齿厚游标卡尺的用法。
二、使用仪器:公法线千分尺、齿厚游标卡尺、偏摆检查仪、百分表等。
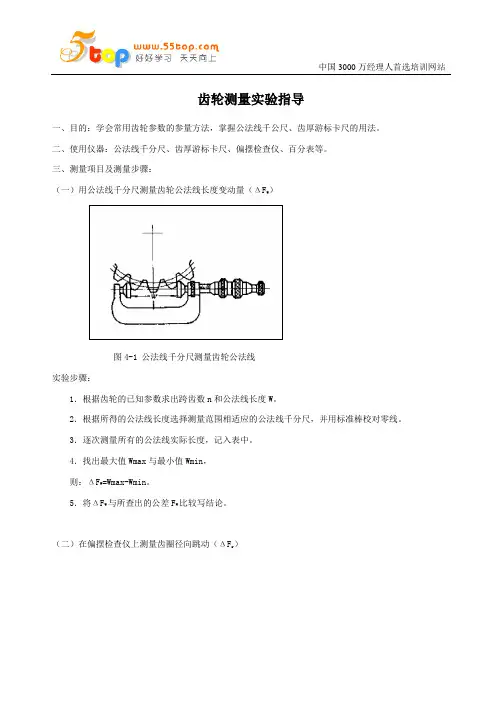
三、测量项目及测量步骤:(一)用公法线千分尺测量齿轮公法线长度变动量(ΔFW)图4-1 公法线千分尺测量齿轮公法线实验步骤:1.根据齿轮的已知参数求出跨齿数n和公法线长度W。
2.根据所得的公法线长度选择测量范围相适应的公法线千分尺,并用标准棒校对零线。
3.逐次测量所有的公法线实际长度,记入表中。
4.找出最大值Wmax与最小值Wmin,则:ΔFW=Wmax-Wmin。
5.将ΔFW 与所查出的公差FW比较写结论。
(二)在偏摆检查仪上测量齿圈径向跳动(ΔFr)图4-2 齿圈径向跳动实验步骤:1.根据模数m,确定测量棒直径d=1.68m。
2.将被测齿轮套在测量心轴上,心轴装在仪器的顶尖间,然后调整好百分表的测量位置。
3.测量时,每测一齿,须抬起百分表测量杆,将测量棒换位,依次逐步测量一圈,将测得的数值记入报告中。
4.取其跳动量的最大最小两个数值,两数之差即为ΔFr。
(三)用齿轮游标卡尺测齿厚偏差(ΔEs)图4-3 齿轮游标卡尺测齿厚实验步骤:1.用游标卡尺测量齿顶圆的直径De实际,并根据已知条件求出齿顶圆的公称尺寸,De理论[De理论=(z-2)m],再由Δde=De实际-De公称,计算出齿顶圆偏差。
2.由以上已知参数,由hf ′= hf+ ΔDe ,hf=h′+ zm [1-COS π+4εtgαf ](对于正常齿h′=2m),求出hf ′,再由公式Sf=zmsinπ+4εtgαf求出公称弦齿厚Sf。
2z3.将游标尺的垂直尺调为hf′的值。
4.在齿圈上每隔90º检查一个齿,共测四个齿,分别与公称值Sf比较,取其中差值最大者为实际偏差。
5.查表得出齿厚公差值,与之比较,作出结论。
实验五齿轮齿厚偏差的测量一、实验目的1、掌握测量齿轮齿厚的方法。
2、加深对齿轮齿厚偏差定义的理解。
二、实验内容用齿轮游标卡尺测量齿轮的齿厚偏差。
“模数”是指相邻两轮齿同侧齿廓间的齿距t与圆周率π的比值(m=t/π),以毫米为单位。
齿轮计算公式:外径=模数X(齿数+2)实验六表面粗糙度的测量国家标准规定的评定表面粗糙度的参数为Ra、Rz、Ry,这三项均属高度特性参数(按微观不平的高度值区分表面粗糙度的优劣)。
其常用的测量仪器有:光切法显微镜、干涉显微镜和电动轮廓仪等。
随着科学技术的进步,测量表面粗糙度的方法和仪器也在不断进步和完善。
实验目标:1.表面粗糙度测量仪测量表面粗糙度的原理及方法。
2、加深对表面粗糙度评定参数的Ra、Rz的理解。
实验内容:用TR201手持式粗糙度仪测量表面粗糙度。
三、测量原理测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC 机进行通讯。
四、测量操作测量前的准备a. 开机检查电池电压是否正常;b. 擦净工件被测表面;c. 参照图2-1、图2-2,将仪器正确、平稳、可靠地放置在工件被测表面上;d.参照图传感器的滑行轨迹必须垂直于工件被测表面的加工纹理方向。
2、将工件放在平台(或V型块)上,置于传感器的正下方,然后调整高度,使传感器接近工件,当传感器即将接近工件时,一定要放慢传感器的下降速度,当传感器接触工件后,要仔细观察触针位置。
轴向测量圆柱形工件时,可将工件放在随机配置的V 型块上,该V 型块的中心线与传感器的触针处在同一垂直平面中,即传感器接触工件后所测量是圆柱形工件最高点的母线。
齿轮齿厚偏差的测量一、实验目的(一)熟练掌握测量齿轮齿厚的方法。
(二)加深对齿轮齿厚偏差定义的理解。
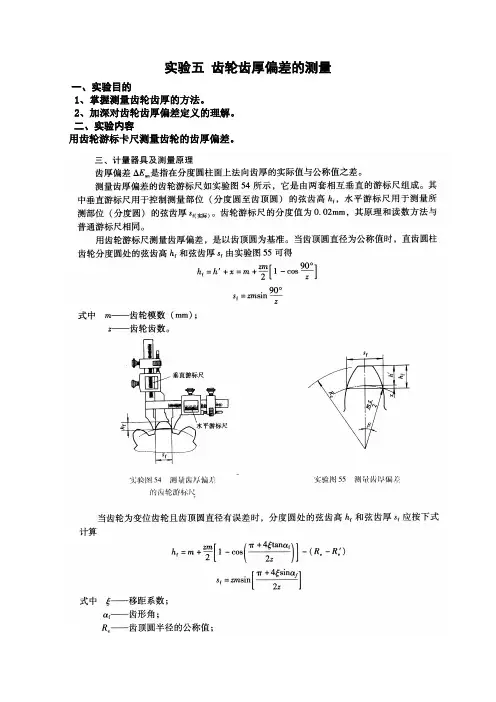
二、计量器具及测量原理伺候偏差△Esn是指在分度圆柱上法相齿厚的实际值与公称值之差。
测量齿厚偏差的齿轮游标卡尺,它是有两套相互垂直的游标卡尺组成。
其中垂直游标卡尺用于控制测量部位,分度圆垂直顶圆的弦齿高Hf,水平游标卡尺用于测量所测部位(分度圆)的弦齿高Sf(实际)。
弦齿游标卡尺的分度值为0.02mm,其原理和读数方法与普通游标卡尺相同。
用齿轮游标卡尺V而来齿厚偏差,是以齿顶圆为基准。
当齿顶圆直径为公称值时,直齿圆柱齿轮分度圆处的弦齿高Hf和弦齿厚Sf 为实验可得Hf=h’+x =m+zm/2[1-cos90/2]Sf=zmsin(90/z)式中m=齿轮模数(mm)Z=齿轮齿数三、实验操作过程-测量步骤(一)用外径千分尺测量齿顶圆的实际直径。
(二)计算分度圆处的弦齿高Hf和弦齿厚Sf。
(三)按Hf值调整整齿的游标卡尺的垂直游标卡尺。
(四)将齿轮游标卡尺置于被测齿轮上。
(五)分别在圆周上相隔相同的几个齿轮上进行测量。
(六)按齿轮图样标注的技术要求,确定齿厚上偏差Esns和Esni,判断被测齿轮的适用性。
四:实验数据根据表5 m=1是分度圆弦齿高和弦齿厚的数值Hf= 1.0308*4=4.1232mmSf=1.5692*4=6.2768mm用透光发测得实际弦齿厚的10组数据单位mm组序 1 2 3 4 5 6 7 8 9 10Sf ’ 6.10 6.14 6.05 6.18 6.24 6.20 6.04 6.22 6.18 6.30Sf(平均值)=6.157mm△E(误差)=△Esn=Sf平均值)-Sf=-0.1082mm查表12-11 齿厚极限偏差F=-4fptL=-16fpt查表12-5已知分度圆直径4*20=80mm精度等级8级精度查得fpt=±18.0所以求得实际上偏差Esns=-4*18=-72um=-0.072mm下偏差Esni=-16*18=-0.228mmEsns > △E(误差)> Esni 被测齿厚可适用。
齿轮误差测量技术齿轮误差测量技术是一种用于评估齿轮传动精度的重要手段,它能够帮助我们了解齿轮系统的性能特征和运行稳定性。
本文将介绍齿轮误差测量技术的原理、方法和应用。
一、齿轮误差的定义齿轮误差是指齿轮齿面形状与标准理论齿面形状之间的偏差。
齿轮误差包括齿距误差、齿厚误差、齿形误差和齿向误差等。
这些误差会直接影响齿轮的传动性能和运行精度。
二、齿轮误差测量的原理齿轮误差测量的原理基于齿轮传动中齿轮的相对运动。
通过比较实际齿轮的齿面形状与理论标准齿面形状之间的差异,可以得到齿轮的误差信息。
三、齿轮误差测量的方法1. 压痕法:利用齿轮传动中的轻微滑动,通过测量齿面的压痕形状和尺寸来推测齿轮的误差。
2. 测量仪法:使用齿轮测量仪器,如齿轮测量机、齿轮检测仪等,通过测量齿轮齿距、齿厚、齿形等参数来评估齿轮的误差。
3. 光学法:利用光学原理,通过测量齿轮齿面的反射光线,可以得到齿轮的误差信息。
4. 数学建模法:采用计算机模拟和数学建模的方法,通过建立齿轮传动的数学模型,可以计算出齿轮的误差。
四、齿轮误差测量的应用1. 齿轮制造和质量控制:齿轮误差测量技术可以用于齿轮的制造过程中,帮助制造商控制齿轮的质量,提高齿轮的精度和可靠性。
2. 齿轮故障诊断:通过测量齿轮的误差,可以判断齿轮是否存在故障或磨损,及时进行维修和更换,避免齿轮故障对机械设备的影响。
3. 齿轮优化设计:通过分析齿轮的误差信息,可以优化齿轮的设计和制造工艺,提高齿轮的传动效率和性能。
4. 齿轮研究和发展:齿轮误差测量技术可以用于齿轮的研究和发展,帮助研究人员了解齿轮的性能特点,推动齿轮技术的进步和创新。
总结起来,齿轮误差测量技术可以帮助我们评估齿轮的传动精度和运行稳定性。
通过测量齿轮的误差,可以指导齿轮的制造、质量控制和故障诊断,同时也促进了齿轮技术的研究和发展。
在实际应用中,我们可以根据具体情况选择合适的测量方法和仪器,以获得准确可靠的齿轮误差信息。
齿轮参数的测定一、目的1. 熟悉齿轮各部分名称和几何关系。
2. 学会运用一般测量工具测定渐开线齿轮的各基本参数,通过参数测量,从中掌握标准齿轮与变位齿轮的基本判别方法。
3. 学会测量齿厚的一般方法。
二、设备和工具被测齿轮、游标卡尺,并自备计算器和稿纸。
三、测量原理和方法齿数Z 、模数 m 、压力角α、齿顶高系数zo h 、顶隙系数C x 、变位系数X 等是齿轮的基本参数,这些参数可能过测量或计算而得。
这些参数一旦被确定,则该齿轮的各部分尺寸即可确定。
由图3—1可知,当游标卡尺的两卡脚分别与两渐开线齿廓的不同位置相切时,两切点间距11B A 和22B A 均为两渐开线的公法线,根据渐开线性质可知:11B A =22B A =00B A ,且必与基圆相切。
卡脚与齿廓的切点位置与卡测数K的多少有关,如果卡测齿数过多,则卡脚可能与两齿顶相接触而不是相切;相反,如果卡齿数过少,则两卡脚可能与齿根接触,也不一定是相切。
这时所测出的两触点间的距离不是真正的公法线长度。
测量公法线长度时,最好使两卡脚与两齿廓的切点大致落在分度线附近。
为此卡测齿线K可按下表选取:通过测量公法线长度kW '、1k W +',齿数Z 、顶圆直径d a 则可求出齿轮的主要参数:m 、α、x 、*a h 和C x。
方法如下:1. 齿数Z :可直接由具体齿轮数出。
2. 模数m 和压力角α根据齿数Z 由上表查出卡测数K (或由附表3—1)求得,并分别测出公法线长度k W '、1+'k W (1-'k W 亦可),由图3—2可得,k W '=P b (k-1)+S b (1) 1+'k W =P b ·k+S b (2)由(2)与(1)相减得基圆齿距P b =1+'k W -k W '=πmcos α∴模数m=απcos bP(3)其中:α——分度圆压力角。
一般α=20°但也有α=15°,故分别以α=20°和15°代入式求出m 值,如与标准值相符或极接近者,则此压力角为该齿轮压力角。
目录实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验实验1—2外圆尺寸的测量与检验实验1—3圆尺寸的测量与检验实验二配合尺寸的测量与检验实验2—1 轴与孔配合尺寸的测量与检验实验2—2滚动轴承配合尺寸的测量与检验实验三普通螺纹尺寸的测量与检验实验3—1 用螺纹样板测量螺距实验3—2 外螺纹中径尺寸的测量与检验实验3—3 用螺纹环规和塞规检验、外螺纹实验四键与花键尺寸的测量与检验实验4—1单键配合尺寸的测量与检验实验4—2 花键配合尺寸的测量与检验实验五齿轮尺寸的测量与检验实验5—1 齿轮齿厚偏差的测量与检验实验5—2 齿轮公法线长度偏差的测量与检验实验一基本尺寸的测量与检验实验1—1长度尺寸的测量与检验一、实验目的1、了解游标卡尺的作用、结构组成、测量围及测量精度;2、掌握游标卡尺测量长(宽)度的方法和技能;3、掌握判断尺寸是否合格的方法和技能。
4、加深尺寸误差与公差定义的理解。
二、实验容1、观察游标卡尺,了解其结构组成、测量围及测量精度;2、零件长(宽)度的测量;3、判断实测尺寸是否合格。
三、测量工具——游标卡尺1.游标卡尺的组成游标卡尺主要用于测量零件的长(宽)度、(外)圆直径,孔深、键宽和槽深等。
其结构组成如图1-1-1所示。
图1-1-1卡尺的结构主要由尺身1 、深度尺2、游标3、外测量爪4、测量爪5、紧固螺钉6等几部分组成。
2、游标卡尺的测量围游标卡尺的测量围有0-125、0-150、0-200、0-300、0-500、0-1000、0-1500、0-2000m几种;3、游标卡尺的读数值游标卡尺的读数值有0.01、0.02、0.05三种。
实际使用时常选用0.02。
4、游标卡尺的使用注意事项:1)了解作用,注意围;2)位置正确,用力恰当;3)看清刻度,正确读数;4)使用完毕,注意保养。
四、实验步骤1、观察游标卡尺,并在表1-1-1中填入其作用、测量围及测量读数值。
表1-1-12、根据图纸(一)中给出的尺寸,用游标卡尺测量实际尺寸,填入表1-1-2中,并判断所测尺寸是否合格。
齿轮齿距偏差与齿距累积误差的测量一、实验目的1.熟悉用相对测量法测量周节偏差与周节累积误差的方法及其测量结果的处理;2.加深理解周节偏差及周节积累误差的定义。
二、实验内容1.用齿轮周节检查仪测量圆柱齿轮周节相对偏差;2.用六表计算法或作圆法求解周节累积误差。
三、测量原理及仪器说明齿化的周节偏差△fw是指在分度圆上,实际周节与公称周节之差(用相对法测量时,公称周节是指所有实际周节的平均值)。
周节累积误差△fp是指在分度圆上,任意两个同侧齿面间的实际弧长与公称弧长之差的最大绝对值。
用相对法测量周节是以某一周节作为基准周节,测量其余的周节对基准周节的偏差,然后,通过数据处理来求解周节偏差△fw和周节累积误差△fp。
测量时应在齿高中部同一圆周上进行,这就要求保证测量基准的精度。
齿轮的测量基准可选用齿轮内孔,齿顶圆和齿根圆。
本实验以齿顶圆定位,因而对齿轮外圆的的径向圆跳动应有相应的要求,否则将造成过大的测量误差。
图4-5为手持式齿轮周节检查仪,它以齿顶圆做为测量基准,指示表的分度值为0.001mm,测量范围为模数2-15mm。
周节检查仪的活动量爪3通过杠杆臂将测量位移传递给指示表7,根据被测齿轮模数,并用锁紧螺钉加以固定。
定位杆4,5,8用来作齿顶圆定位,同样可以在底版导槽内移动,并用相应的锁紧螺钉固定。
四、测量步骤1.调整测量爪的位置:根据被测齿轮模数,调整并固定好固定量爪2。
2.调整定位杆的相对位置将测量仪和齿轮平放在检验平板上,调整测量仪定位杆4和5的位置,使量爪2和3在齿轮分度圆附近与两相临同侧齿面接触,接触点分别与两齿顶距离接近相等,然后用螺钉6固紧。
3.调节指示表零位以任一周节作为基准周节,将指示表7对准零位,然后将仪器测量爪稍微移开轮齿,再重新使它们接触,以检查指示表值的稳定性。
这样重复三次,待指示表稳定后,再调节指示表7对准零位。
4.用左手平握周节检查仪,右手移动齿轮,依次测量各周节的相对偏差,并将读数依次记在报告表中。
实验五齿轮齿厚偏差的测量
一、实验目的
1、掌握测量齿轮齿厚的方法。
2、加深对齿轮齿厚偏差定义的理解。
二、实验内容
用齿轮游标卡尺测量齿轮的齿厚偏差。
“模数”是指相邻两轮齿同侧齿廓间的齿距t与圆周率π的比值(m=t/π),以毫米为单位。
齿轮计算公式:外径=模数X(齿数+2)
实验六表面粗糙度的测量
国家标准规定的评定表面粗糙度的参数为Ra、Rz、Ry,这三项均属高度特性参数(按微观不平的高度值区分表面粗糙度的优劣)。
其常用的测量仪器有:光切法显微镜、干涉显微镜和电动轮廓仪等。
随着科学技术的进步,测量表面粗糙度的方法和仪器也在不断进步和完善。
实验目标:
1.表面粗糙度测量仪测量表面粗糙度的原理及方法。
2、加深对表面粗糙度评定参数的Ra、Rz的理解。
实验内容:
用TR201手持式粗糙度仪测量表面粗糙度。
三、测量原理
测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC 机进行通讯。
四、测量操作
测量前的准备
a. 开机检查电池电压是否正常;
b. 擦净工件被测表面;
c. 参照图2-1、图2-2,将仪器正确、平稳、可靠地放置在工件被测表面上;
d.参照图传感器的滑行轨迹必须垂直于工件被测表面的加工纹理方向。
2、将工件放在平台(或V型块)上,置于传感器的正下方,然后调整高度,使
传感器接近工件,当传感器即将接近工件时,一定要放慢传感器的下降速度,当传感器接触工件后,要仔细观察触针位置。
轴向测量圆柱形工件时,可将工件放在随机配置的V 型块上,该V 型块的中心线与传感器的触针处在同一垂直平面中,即传感器接触工件后所测量是圆柱形工件最高点的母线。