美国钢桥制造工艺
- 格式:pdf
- 大小:4.31 MB
- 文档页数:51
欧美高性能桥梁用钢开发概况随着钢桥向大跨度和全焊接结构方向发展,对桥梁结构的安全可靠性和使用寿命的要求越来越高,由此也对钢板质量提出了更高的要求。
桥梁用钢不仅要具有高强度以满足结构轻量化要求,而且还应具有优良的低温韧性、焊接性和耐蚀性等,以满足钢结构的安全可靠、长寿命等要求。
为此,欧美国家分别投入大量资源开发了满足上述要求的高性能桥梁用钢,并且取得了可观的经济和社会效益。
欧洲高性能桥梁用钢的研发欧洲并没有关于桥梁用钢的专门标准,其桥梁建设所用钢材绝大部分为微合金钢,并包含于结构钢热轧产品的欧洲标准EN 10025所规定的范围之内。
钢种欧洲钢铁企业为桥梁制造业提供了不同种类的厚板材料。
S235、S275和S355钢仍然是目前桥梁建设最常用的钢种。
使用热机械控制工艺,屈服强度一直到S460M的高强度钢可以用于桥梁建设。
欧洲钢铁生产厂更注重于应用调质工艺来生产更高强度级别的钢种。
使用调质工艺,钢的屈服强度可达到1100MPa,但这些高强度钢并不用于桥梁建设。
一般桥梁建设所用的最高强度级别为S690,而且这个强度级别的钢在全欧洲也只在少数桥梁中得到了应用。
S690钢使桥梁重量减轻,并且大多数使用是出于美学设计需要。
相对于日本或美国耐候桥梁钢的大范围应用,耐候钢在欧洲桥梁中的应用较少。
虽然有关人员对耐候桥梁钢的冶金工艺发展和成分设计已作出大量努力,耐候钢在欧洲仍没有引起足够的重视,欧洲使用耐候桥梁钢的比重不足1%。
规格欧洲常用桥梁用厚钢板可供货规格如下:宽度可达5200mm,长度可达36000mm,厚度可达250mm。
较大的供货尺寸能降低建设成本并使横向、纵向焊接时间集中,特别是对于桥梁的板梁部件,这种优点更为明显。
通过利用这种大厚度钢板,可以避免将几块钢板焊接在一起构成桥梁主梁,这样就可以通过减少焊接而降低制造成本。
减少桥梁结构的静荷载和减小钢结构的体积,是开发纵向变截面钢板的主要原因。
通过在轧制过程中精确控制轧辊辊缝,可以得到长度方向上厚度连续变化的纵向变截面钢板。
美国纽约韦拉扎诺海峡大桥纵梁制造工艺研究发布时间:2021-06-29T11:11:13.697Z 来源:《基层建设》2021年第6期作者:臧俊贵[导读] 摘要:美国纽约韦拉扎诺海峡大桥属于旧桥改造项目,改造后连接形式由原来的铆接改为栓接。
中铁山桥集团有限公司河北秦皇岛 066205摘要:美国纽约韦拉扎诺海峡大桥属于旧桥改造项目,改造后连接形式由原来的铆接改为栓接。
本文根据其上层公路桥面板块的结构特点,结合在制造过程中生产实际情况介绍了纵梁单元生产工艺流程,同时重点对纵梁单元上长圆孔的加工工艺进行了研究,确保了制造精度,减少劳动强度,提高了效率,从而保证桥面板块制作质量满足相关制作规程的要求。
关键词:旧桥改造;铆接改栓接;纵梁制造;长圆孔加工1 工程概况韦拉扎诺海峡大桥建成于1964年,是一座位于美国纽约州纽约市的双层结构的跨海铆接悬索桥,横跨韦拉扎诺海峡,连接斯坦顿岛与布鲁克林,是纽约的地标性建筑之一。
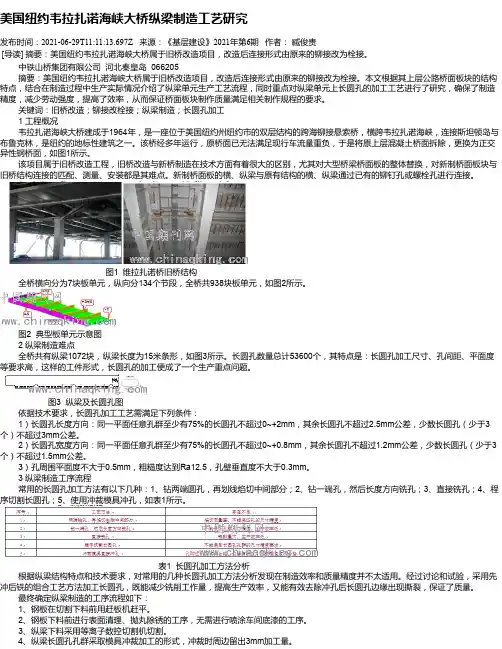
该桥经多年运行,原桥面已无法满足现行车流量重负,于是将原上层混凝土桥面拆除,更换为正交异性钢桥面,如图1所示。
该项目属于旧桥改造工程,旧桥改造与新桥制造在技术方面有着很大的区别,尤其对大型桥梁桥面板的整体替换,对新制桥面板块与旧桥结构连接的匹配、测量、安装都是其难点。
新制桥面板的横、纵梁与原有结构的横、纵梁通过已有的铆钉孔或螺栓孔进行连接。
图1 维拉扎诺桥旧桥结构全桥横向分为7块板单元,纵向分134个节段,全桥共938块板单元,如图2所示。
图2 典型板单元示意图2 纵梁制造难点全桥共有纵梁1072块,纵梁长度为15米条形,如图3所示。
长圆孔数量总计53600个,其特点是:长圆孔加工尺寸、孔间距、平面度等要求高,这样的工件形式,长圆孔的加工便成了一个生产重点问题。
图3 纵梁及长圆孔图依据技术要求,长圆孔加工工艺需满足下列条件:1)长圆孔长度方向:同一平面任意孔群至少有75%的长圆孔不超过0~+2mm,其余长圆孔不超过2.5mm公差,少数长圆孔(少于3个)不超过3mm公差。
浅析国内外桥梁钢发展与典型工艺技术应用第一篇:浅析国内外桥梁钢发展与典型工艺技术应用浅析国内外桥梁钢发展与典型工艺技术应用点击次数:1 发表时间:2013-6-4 15:35:15 所属分类:工作学习随着公路、铁路和跨海大桥的大规模发展及结构桥梁向全焊接结构和高参数方向发展,对桥梁钢的数量和质量要求越来越高,要求桥梁钢高强度,结构轻量化,具有优良的低温韧性、焊接性和耐蚀性,安全可靠、长寿等特点。
桥梁的数量比任何一个国家至少多2-3倍,拱桥、梁桥、斜拉桥、种桥型的跨度打破了世界纪录,并还在超越。
当前湖南省正计划建设洞庭湖二桥,桥型方案为2000mm跨度的悬索桥,建成后将突破世界纪录。
跨海大桥的建设是国家综合实力的体现,近年来,中国跨海大桥的建设成果辉煌,从另一个侧面反映了中国桥梁建设的快速发展。
建成的东海大桥、杭州湾大桥均为世界较大规模的桥梁工程。
最近开工的港珠澳大桥、金门大桥必将享誉世界。
1、桥梁钢的发展在世界范围内,桥梁用钢的历史,表现为一条“普碳钢→低合金钢→高强度钢→高性能钢”的发展轨迹。
1.1国外桥梁钢的发展早在19世纪末,英国就研制出了相当于目前500MPa级的桥梁用钢,并率先在世界上建造了大跨度桥梁,欧洲为建立一套先进的高性能钢设计规范作出很多努力,并且纳入了欧洲规范。
20世纪50年代,日本开始采用屈服强度为500MPa、600MPa级的高强度钢,在60年代中期开始采用600~800MPa级的高强度钢,70~90年代年港大桥、本四联络线则大量采用600~800MPa级的高强度钢,累计建造了数百座桥梁,日本的桥梁钢迅速发展,已开发出530~710MPa级的桥梁用HPS钢(高性能钢),以及300~530MPa级的可用于高腐蚀地区的一系列耐候桥梁用钢。
美国较早就开始在桥梁工程中应用HSS(高强度钢)和耐候钢,如1977年建成的新河谷桥。
1991年美国建议研发新的桥梁用钢种,其强度不低于345MPa,同时材料韧性和可焊性能更好地满足使用和制造要求,称之为HPS,1992年正式开始研发HPS,1994年生产出了试验用钢,1995年底确定了HPS4858W的组成成分,随后完成了HPS345W和HPS690W的研发和使用。
钢桥制作焊接工艺简介钢桥是现代道路交通建设中不可缺少的构造,在大型公路和铁路桥梁中占有重要位置。
钢桥制作需要经过多个阶段,其中焊接工艺是不可或缺的一环。
本文将阐述钢桥制作焊接工艺的基本要点。
焊接种类钢桥的制作过程中所用到的焊接种类主要有电弧焊、氩弧焊、埋弧焊、气保焊、等离子焊、等离子弧焊等。
其中,常用的是电弧焊和气保焊。
电弧焊电弧焊是利用电弧的热效应,在被焊接的两片金属表面之间生成电弧来熔化金属,并在熔化的金属中加入适量的焊条来熔合金属。
电弧焊具有操作简单、设备易用、成本低等优点,适用于各种厚度、形状不同的钢板、钢管、角钢等金属材料的焊接。
气保焊气保焊是利用惰性气体(如氩气、氦气等)来保护电弧及熔池,避免氧气、氮气等成分与熔池发生反应,从而保证焊接质量。
气保焊具有焊缝成型美观、无氧化铁皮等优点,可用于高要求的焊接场合。
焊接工艺钢桥制作中,常用的焊接工艺有手工电弧焊、埋弧焊、气保焊等。
手工电弧焊手工电弧焊是应用最广泛的一种焊接工艺,其操作简单、稳定,适用于短焊缝、小尺寸的焊接工作。
该工艺在钢桥制作中主要用于连接其他焊接工件、焊接薄板和角钢等。
埋弧焊埋弧焊是指焊接时采用发射电极离子在弧下而使电弧在焊接件外部或预制坡口处形成的一种弧焊。
该工艺能够焊接较厚的钢板(5mm以上),焊缝质量较高,且产生的飞溅、烟雾较少。
气保焊气保焊是利用惰性气体保护电弧及熔池,以保证焊接质量的一种焊接工艺。
该工艺能够焊接精细结构、高要求的钢结构件,如梁、柱和桥塔等,并能在焊接过程中保持焊缝表面的平整整洁。
注意事项在钢桥制作中,焊接工艺的质量决定了钢桥的使用寿命和安全性,而在实际操作中需要注意以下事项:1.焊接前应清洁并磨平钢材表面,减少阻力,有利于焊接。
2.注意保护好焊接区域,防止火花飞溅,发生火灾等安全事故。
3.在焊接过程中及时调整电流、电压等参数,以保证焊接质量。
4.操作者应熟练,防止对钢材表面或其他部位造成伤害。
5.在焊接完成后,应进行必要的退火处理,以消除内应力,确保焊缝质量。
最新版钢桥制造规范标准钢桥制造规范标准是确保钢桥结构安全、经济和耐久性的重要依据。
以下是最新版钢桥制造规范标准的主要内容:1. 引言本规范旨在为钢桥的设计、制造、安装和维护提供统一的技术要求和指导原则,以适应现代桥梁工程的发展需求。
2. 适用范围本规范适用于各类钢桥结构的设计和制造,包括但不限于梁桥、拱桥、悬索桥和斜拉桥等。
3. 材料要求- 钢材应符合国家或国际标准的相应等级和规格。
- 焊材、螺栓等连接材料应与母材相匹配,且符合相应的技术标准。
4. 设计原则- 钢桥设计应考虑荷载、环境、地质等多重因素。
- 应采用先进的设计理念,确保结构的合理性和安全性。
- 应充分考虑钢桥的耐久性和维护成本。
5. 制造工艺- 钢桥构件的制造应严格按照设计图纸和技术要求进行。
- 焊接工艺应符合国家或国际焊接标准,确保焊接质量。
- 表面处理应满足防腐、防锈的要求。
6. 质量控制- 制造过程中应实施严格的质量控制体系。
- 所有构件在出厂前应进行严格的检验和测试。
- 应定期对制造过程进行审核和评估。
7. 安装与调试- 安装前应对构件进行详细的检查,确保无损伤和缺陷。
- 安装过程中应遵循安全操作规程,确保施工人员的安全。
- 安装完成后应进行调试,确保钢桥的稳定性和功能性。
8. 维护与检修- 钢桥应定期进行维护和检修,以延长使用寿命。
- 应制定详细的维护计划和检修周期。
- 对于发现的问题应及时进行修复和处理。
9. 环保与可持续发展- 钢桥的制造和使用应符合环保要求,减少对环境的影响。
- 应采用可回收材料和节能技术,推动钢桥的可持续发展。
10. 附录附录包括了相关的技术参数、计算公式、设计示例等,为钢桥制造提供参考。
11. 结语本规范的制定旨在提高钢桥制造的整体水平,确保钢桥工程的质量和安全。
希望所有从业人员能够严格遵守本规范,共同推动桥梁工程的健康发展。
请注意,以上内容为示例性质,实际的钢桥制造规范标准应由专业机构或权威部门制定,并应符合国家或地区的相关法律法规。

钢结构桥梁生产工艺流程宝子们!今天来给大家唠唠钢结构桥梁的生产工艺流程。
一、钢材准备。
咱先得把钢材准备好呀。
这钢材就像是盖房子的砖头,是基础中的基础。
一般来说呢,要根据桥梁的设计要求去挑选合适的钢材。
可不是随便抓一把钢材就行哦。
比如说,有的桥梁需要承受很大的重量,那对钢材的强度要求就高。
在钢材进厂的时候,得好好检查检查,就像挑水果一样,看看有没有裂缝呀,有没有坑坑洼洼的地方。
要是有问题的钢材用到桥梁上,那可就危险啦。
这时候呢,检验员就像个超级侦探,拿着各种工具去检测钢材的质量。
合格的钢材就被留下来,不合格的就只能让它出局咯。
二、切割加工。
钢材准备好了,接下来就到切割加工这一步啦。
想象一下,那么大一块钢材,要把它切成合适的形状和尺寸,这就像是给一块大蛋糕切成小块一样。
工人们用那些超级酷的切割设备,像激光切割机或者火焰切割机。
激光切割机就像个超级精准的小能手,切出来的钢材边缘那叫一个光滑,就像被魔法棒点过一样。
火焰切割机呢,虽然没有激光切割机那么精准,但它也有自己的本事,能处理一些比较厚的钢材。
在切割的时候呀,工人们得特别小心,要按照设计好的图纸来,多一点少一点都不行。
这就好比我们画画,画错一笔,整个画可能就毁了。
三、焊接组装。
切割好的钢材部件就像拼图的小碎片,现在要把它们焊接组装起来啦。
焊接可是个技术活,那些焊接工人就像桥梁的“裁缝”。
他们拿着焊接工具,一通电,就开始在钢材之间“缝缝补补”。
焊接的时候,火花四溅,就像放小烟花一样。
不过这可不是在玩哦,要保证焊接的质量。
焊接得牢固,桥梁才能稳稳当当的。
而且在焊接过程中,还得控制好温度,温度太高或者太低都会影响焊接的效果。
就像我们烤蛋糕,温度不对,蛋糕就烤不好。
焊接好一部分后,要像搭积木一样把各个部分组装起来,这时候就要保证各个部件的位置都准确无误,就像把拼图拼得严丝合缝。
四、表面处理。
组装好的钢结构桥梁可不能就这么赤裸裸地出去见人呀,还得进行表面处理呢。
美国新海湾大桥钢塔焊接技术和质量管理
李涛;付俊
【期刊名称】《起重运输机械》
【年(卷),期】2014(000)011
【摘要】美国新海湾大桥钢塔具有单根塔柱结构形式复杂、全部为厚板结构(60~100 mm)、钢塔垂直度要求高(1/2500)及单根吊装节段长且重等特点,制造难度大。
针对以上问题,文中从钢塔厚板母材和焊接材料的选用及焊接质量要求、焊接工艺措施(包括板单元焊接及塔柱翻身焊接)、现场施工技术措施、塔体焊接现场质量管理等方面总结了项目实施过程中获得的经验。
采用以上焊接技术及质量管理措施,有效保证了美国新海湾大桥钢塔按时顺利完工验收。
【总页数】6页(P98-102,103)
【作者】李涛;付俊
【作者单位】上海振华重工集团股份有限公司上海 201913;上海振华重工集团股份有限公司上海 201913
【正文语种】中文
【中图分类】U448.23
【相关文献】
1.桥梁钢塔柱制造焊接技术 [J], 张剑峰;车平;孙立雄;裴雪峰
2.土耳其伊兹米特海湾大桥钢塔抑振系统设计 [J], 李鑫;黄睿奕;游新鹏
3.美国旧金山新海湾大桥钢塔制作方案 [J], 赵星
4.自锚式悬索桥主索鞍与钢塔焊接技术 [J], 郭永伟
5.美国新比洛克西海湾大桥 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
科学中国人2016年12月浅谈美国旧金山新海湾大桥钢塔设计制作方案赵星,孙岑璐上海振华重工(集团)股份有限公司摘要:1989年10月,里氏7.2级的黑山(Loma Prieta )地震严重损坏了美国旧金山海湾大桥东段结构,部分上不结构坍塌,造成一人死亡,大桥被迫关闭一个月之久,经过修复后继续维持交通至今。
旧金山-奥克兰新海湾大桥位于美国旧金山湾,是世界上第一大单塔自锚悬索钢桥,整个钢塔全部为栓焊结构,塔身由4根五边形钢柱和连接横梁组成,最大板厚达到100mm 。
其制作难点在于节段重量重、断面大、结构形式复杂、几何精度要求高,对塔的垂直度要求非常高。
本文在介绍旧金山新海湾大桥的基础上,着重的解释了钢塔设计的制作方案及钢塔装配过程中的影响因素。
关键词:旧金山新海湾大桥;钢塔设计;装配引言旧金山-奥克兰新海湾大桥位于美国旧金山湾,是世界上第一大单塔自锚悬索钢桥,总跨为565m ,钢结构总重量为4.5万吨,其中包括钢塔、钢箱梁、自行车道三部分。
钢塔高度为148m ,总重量约为13000吨,为世界同桥梁中的第一高度。
整个钢塔全部为栓焊结构,塔身由4根五边形钢柱和连接横梁组成,最大板厚达到100mm 。
其制作难点在于节段重量重、断面大、结构形式复杂、几何精度要求高,对塔的垂直度要求非常高。
钢箱梁总长605m ,总宽70m ,高为5.5m ,为世界同类桥梁中第一大钢箱梁,钢箱梁由东西两线和联系横梁组成,采用栓焊结构,总重为30000吨。
一、钢塔设计制作方案钢塔在制作过程中分为5段,每个段由4根五边形钢柱组成,其中最长的一段为47.175m 。
钢塔的总体制作方案如下:①制作板块单元→②节段组装成车间分段→③翻身焊接成型→④节段划线→⑤端面加工→⑥上下两节段匹配→⑦划线钻孔→⑧竖立总装。
板单元板单元是组成塔柱的单元体,其制作能否达到图纸要求将直接影响到塔柱箱体的装配成形,因此制作的过程中需要保证以下要求:1.面板的平行度及旁弯度要求,面板的平整度要求不大于2mm ,旁弯度要求不大于3mm ;2.纵向筋的垂直度及开档要求,直线度整体要求不大于2mm,垂直度要求不大于2mm 。
美国最先进的道路施工工艺美国作为世界上发达的国家之一,在道路建设和施工方面拥有先进的工艺和技术。
下面将介绍一些美国最先进的道路施工工艺。
1. 基于3D设计的道路施工:美国在道路建设中广泛应用3D设计技术。
通过使用CAD软件和其他工程软件,工程师可以在计算机上创建精确的三维模型,并对道路的几何形状、曲线、标志和排水系统进行详细设计。
这种方式可以提高设计的准确性和效率,减少施工过程中的错误和调整。
2. 光纤传感技术:为了提高道路运输的安全性,美国在道路建设中广泛采用光纤传感技术。
这种技术可以将光纤布置在道路的地下或表面,通过感知车辆的负荷、温度和交通量等信息,及时获得道路的状态和健康状况。
这使得监测道路的破损、裂缝和污染物等问题更加容易,有助于及时维修和保养道路。
3. 混凝土道路的建设:美国开始广泛使用混凝土作为道路建设材料,用以代替传统的沥青路面。
混凝土道路不仅更加耐久和坚固,还具有更好的抗腐蚀性能和较低的维护成本。
此外,相比于沥青路面,混凝土道路对环境的污染更少,因为其生产过程中产生的废气和废料较少。
4. 透水性路面:为了减少道路上的积水和改善排水系统的效率,美国开始推广透水性路面的建设。
这种路面由多层材料构成,其中包括透水基层、透水面层和加强层。
透水性路面可以让雨水渗透到地下水层,减少道路附近的积水,并提高道路的稳定性和舒适性。
5. 高性能材料的使用:美国在道路建设中使用了各种高性能材料,以提高道路的耐久性、稳定性和安全性。
例如,使用聚合物改性沥青可以增加路面的耐久性,并减少修复和维护的需求;使用高性能混凝土可以提供更好的路面平整度和减少路面噪音;使用高强度钢材可以加强桥梁和隧道的结构等等。
总结起来,美国在道路施工方面采用了一系列先进的工艺和技术,以提高道路的质量和效率。
这些技术包括基于3D设计的道路施工、光纤传感技术、混凝土道路的建设、透水性路面和高性能材料的使用等。
这些工艺和技术的应用,有助于改善道路的耐久性、安全性和可持续性,并提高交通系统的效率和环境友好性。
美国旧金山新海湾大桥钢塔制作创新方案发表时间:2018-07-31T12:47:34.593Z 来源:《建筑模拟》2018年第10期作者:赵星韩延治[导读] 美国新海湾大桥是由美国著名的林同炎事务所设计,能抗8级地震,每天可通过30万辆车。
该大桥由塔、钢梁两部分组成。
上海振华重工(集团)股份有限公司上海市 200125美国新海湾大桥是由美国著名的林同炎事务所设计,能抗8级地震,每天可通过30万辆车。
该大桥由塔、钢梁两部分组成。
钢桥塔的高度为148米,约1.3万吨重,采用了单塔自锚新技术。
钢桥塔部分由4根五边形的变截面钢柱和120个连接横梁组成,其中板厚最大达到100毫米,其制作难点在于结构形式复杂,分段重量重、厚板焊接难度大,塔的垂直度要求高。
主桥钢箱梁大约605m长,70m宽,5.5m高米,在世界同类型桥梁中其设计结构形式及规模均为第一。
钢箱梁主要分东线、西线和联系横梁三部分,连接方式为栓焊连接,总重量约为3万吨。
钢塔在制作过程中分为5段,每个段由4根五边形钢柱组成,其中最长的一段为47.175m。
钢塔的总体制作方案如下:①板单元制作→②节段拼装、焊接→③节段翻身、焊接→④节段测量划线→⑤节段端面机加工→⑥相邻节段试拼装→⑦测量、划线、制孔→⑧桥塔总装。
板单元是钢桥塔的主要划分单元,对钢桥塔箱体的制作精度有直接的影响,为确保桥塔制作精度满足设计要求,板单元制作基本工艺如下,允许偏差见表1:1、面板拼接:将面板铺放在胎架上,用卡码将面板与胎架固定并保持与胎架紧密贴合进行装配,然后利用多次翻身焊接控制焊接引起的角变形;2、纵向加劲板拼接:由于纵向加劲板窄而长,拼接时利用卡码和限位块将纵向加劲板与胎架固定并保持与胎架紧密贴合进行装配,然后利用多次翻身焊接控制焊接变形;3、纵向加劲板在面板上的定位焊接:纵向加劲板在面板上的装配位置直接影响到该加劲板与横隔板的装配要求,为了满足装配要求,加劲板在面板上的装配位置使用划线机整体数控划线,使其直线度偏差不超过2mm;纵向加劲板的焊接涉及到CJP、PJP焊缝的焊接,为了控制焊接变形,焊接时采用了分段、间隔及对称焊接的方法,使纵向加劲板垂直度偏差不超过2mm。