注射及压铸成型塑料包装容器结构设计
- 格式:doc
- 大小:24.50 KB
- 文档页数:5


储液塑料容器注射模设计实用储液塑料容器注射模设计1 塑件工艺分析某储液塑料容器如图1所示,材料为半透明聚丙(pp)。
该塑件如桶形,高130mm,壁厚2mm,底部外侧有一圆形凹陷,顶部外侧直径∮118mm、内部直径∮114mm,在顶部外侧的四周,有M120×1.5mm的螺纹,接近顶部外侧的四周存在3mm的凸起。
塑件要求内外表面光滑,形状规则,壁厚均匀。
2 模具结构根据塑件的结构特点和具体要求,模具结构设计应考虑如下几个方面(参见图2)。
2.1 浇注系统的选择由于塑件形状及表面质量要求,模具采用直接浇口进料,浇口设置在塑件底部外侧圆形凹陷的中心处,这样可保证注射成型时顺利充满型腔,塑料熔体从底部中央进入型腔,将型腔内的气体从分型面处排出。
注射时采用延伸式唢嘴,不仅有利于注射成型,而且节省原材料。
2.2 成型零件的设计该塑件为带有一定锥度的圆筒形,要求壁厚均匀,因此,动模和定模之间配合时必须保证同轴度。
定模6与滑块10之间的接触面设计成斜面配合,这样不仅使滑块10得到强有力的锁紧,避免了注射时由于胀模力的.作用使滑块10发斗后退现象,又使动、定模自动对准中心,从而保证塑件获得均匀壁厚。
塑件顶部外侧的螺纹由一对滑块成型。
加工时,先在一块坯料上加工出中心螺纹部分、斜面及两边的矩形斜孔.然后将坯料从中间分为两部分,对成型部位打磨,合二为一,再进行抛光,这样可确保螺纹部分的成型质量。
动、定模均设计成镶拼式,不仅降低了加工难度,而且节省了贵重材料,维修时只需更换受损零件,降低了维修费用。
各镶件之间的配合要求紧密,以免塑件表面出现拼缝线。
另外,连接杆8、衬套7和推块2的表面淬硬处理,以提高表面硬度。
2.3 冷却系统设计由于塑件壁较薄,桶身较长,固此,冷却系统的设计对成型塑件及提高生产效率有极大的影响。
为了提高冷却效率,动、定模部分均采用螺旋冷却的方法。
定模镶件4及冷却板1的外侧加工出半圆形的螺旋水道,外接冷却水管,分别形成两个独立的冷却系统。

书山有路勤为径;学海无涯苦作舟
包装容器结构设计与制造塑料容器篇(一)
第四篇塑料包装容器结构设计与制造
第一章塑料包装概述
第二章注射和模压成型容器
第一节模压成型概述
一、模压成型的定义及特点
二、模压成型设备
三、模压成型工艺
第二节注射成型
一、注射成型的定义及特点
二、注射成型的主要设备
三、注射成型工艺
第三节注射和模压成型容器结构设计
一、模塑制品结构设计的工艺要求
在容器的两个(或三个)面相交处,均应设计成圆角。
①设计圆角的优点:
a. 有利于改善流动充模特性;
b. 消除因锐角造成的应力集中;
c. 延长模具使用寿命;
d. 圆弧过渡美观,且易消除内积灰。
专注下一代成长,为了孩子。

PP包装盒底注射模结构设计陶永亮;陶怡【摘要】分析了PP包装盒结构特点,介绍了包装盒底注射模结构设计过程,包括浇注系统、冷却系统以及强脱模结构等.经过试模及生产证明:该模具结构设计合理,成型塑件壁厚均匀、无变形等缺陷,能达到自动脱模的目的,提高了成型效率.【期刊名称】《模具制造》【年(卷),期】2018(018)010【总页数】4页(P44-47)【关键词】聚丙烯;包装盒底;注射模;结构设计【作者】陶永亮;陶怡【作者单位】重庆川仪工程塑料有限公司重庆 400712;重庆市第十一中学重庆400061【正文语种】中文【中图分类】TQ320.661 塑件分析PP包装盒由盒底和盒盖组成,如图1所示,通过螺纹旋合而组装成,一般用透明聚丙烯制造,用于产品出口包装物,也可以用于食品的包装盒,产量较大。
盒底和盒盖壁厚均为1.00-0.1mm,属于典型的薄壁件。
由于盒底和盒盖的高度相差较大,本文主要讨论盒底模具设计。
2 模具设计PP包装盒壁厚1mm,属于薄壁注塑件的产品[1],PP包装盒塑件模具一般是专用模具。
与常规制品模具相比较,PP包装盒模具从结构、浇注系统、冷却系统和脱模系统等都有一定的区别。
盒底模具由于产品较小,产量较大,采用1模4件的设计,选择口部的7.5mm台阶凸台处进行分型。
其结构如图2所示。
模具工作过程:塑件注射冷却完毕后,启动动模后移,由于模腔里的压力存在,尼龙拉模器20拉着定模框19一起移动,在定模导柱8上滑动,完成Ⅰ-Ⅰ分型;定模限位螺钉9固定在浇口板11上的,带动了浇口板11一起移动,移动距离由浇口板限位螺钉18决定,完成Ⅱ-Ⅱ分型,能满足浇口料头脱落就可以;带动了整个定模的两次分型,塑件吸附在动模型芯16上,浇口料头被浇口板11勒出,可以取出,也可以设置自动落下;尼龙拉模器20脱离定模框19,完成Ⅲ-Ⅲ分型;动模继续后移同时,顶出板拉板24通过顶出板拉钉22拉动顶出板7在动模导柱23上滑动,并带动塑件顶出动模型芯16,动模限位螺钉27限位,塑件在螺纹环15,基本上全部离开动模型芯16,完成Ⅳ-Ⅳ分型。
包装盒注射模课程设计一、课程目标知识目标:1. 让学生掌握包装盒注射模的基本结构及其工作原理,理解注射模具在塑料包装盒生产中的应用。
2. 学会运用比例、几何图形等知识进行注射模的设计,掌握模具的尺寸计算和材料选择。
3. 了解注射成型工艺的基本流程,掌握相关参数对包装盒质量的影响。
技能目标:1. 培养学生运用CAD软件绘制注射模具结构图的能力,提高其空间想象力和设计技能。
2. 学会使用计算工具进行注射模尺寸的计算,提高学生的问题解决能力。
3. 通过实际操作,培养学生动手能力,掌握注射成型机的操作方法和注意事项。
情感态度价值观目标:1. 培养学生对模具设计与制造的兴趣,激发其探索精神,提高创新意识。
2. 强化学生的团队协作意识,培养良好的沟通能力,使其在合作中成长。
3. 增强学生的环保意识,了解注射模具对环境的影响,培养绿色设计理念。
本课程针对高年级学生,结合课程性质、学生特点和教学要求,将目标分解为具体的学习成果,为后续的教学设计和评估提供依据。
通过本课程的学习,使学生不仅掌握模具设计与制造的基本知识,而且提高实践操作能力,培养创新意识和团队协作精神。
二、教学内容1. 包装盒注射模基本结构:讲解注射模具的组成部分,包括动模、定模、型腔、型芯、导柱、顶针等,并介绍各部分的作用。
2. 注射模具设计原理:分析注射模具的设计方法,学习如何根据包装盒结构进行模具设计,包括型腔布局、分型面选择、脱模机构设计等。
3. 尺寸计算与材料选择:教授注射模具尺寸的计算方法,以及如何根据包装盒材料特性选择合适的模具材料。
- 教材章节:第三章“注射模具设计”的第2节“注射模具尺寸的计算”和第3节“注射模具材料的选择”。
4. 注射成型工艺:介绍注射成型工艺的基本流程,包括塑化、注射、保压、冷却、脱模等,并分析各阶段参数对包装盒质量的影响。
- 教材章节:第四章“注射成型工艺”。
5. CAD软件应用:教学如何运用CAD软件绘制注射模具结构图,进行模具设计。
注射及压铸成型塑料包装容器结构设计
【摘要】由于塑料包装容器自身优良的机械性能、化学特性和热特性等,其在包装领域中正逐渐取代其他传统包装。
本文针对塑料包装容器中注射及压铸成型的容器进行讨论,对这类塑料包装结构的尺寸、形状及强度等方面予以论述。
【关键词】塑料包装;结构;设计
包装容器作为产品的延伸,既能起到容纳和保护商品的重要作用,又是产品的外在修饰和名片。
近年来,伴随着石油化工领域的飞速发展,塑料工业迅速崛起,塑料包装容器在很多方面已取代用金属、玻璃、陶瓷、木材等传统材料制作的包装容器,显示出强大的生命力。
塑料容器主要根据包装要求进行设计。
由于塑料有其特殊的物理机械性能,因此设计时必须充分发挥其性能上的优点。
在满足使用要求的前提下,容器形状应尽可能地做到简化模具结构,符合成型工艺特点。
塑料容器结构设计的主要内容包括容器的形状、尺寸、壁厚、斜度以及加强筋支承面、圆角、螺纹、嵌件、文字和商标等。
本文针对注射及压铸成型塑料包装容器结构设计的各个方面进行讨论。
1.外观结构
塑料包装容器上的文字、符号与花纹有两种形式:凸字和凹字。
其要求是:凸出高度不小于0.2mm,宽度不小于0.3mm。
一般以为0.8mm为宜,两线间距不少于0.4mm,凹凸字边框可比文字字体高出0.3mm以上,字体和符号的脱模斜度大于10°。
塑料瓶边上凹凸
纹或半圆凸纹结构尺寸也有相应的规定。
2.壁厚
塑料包装容器的壁厚设计十分重要,根据容器的用途、强度、结构和重量的要求以及成型时的流动性、变形、硬化、顶出方式情况来决定,尤其是要决定能满足性能要求的最经济的壁厚。
因此不仅应该知道塑料的性质,而且要考虑成型条件。
常用热固性塑料,小型件壁厚取1.6-2.5mm;大型件取3.2-8mm;布基酚醛塑料等流动性差的应取较大值,但也要小于10mm;脆性塑料如矿物充填的酚醛塑料壁厚不小于3.2mm;热塑性塑料容易制成薄壁容器,壁厚能达0.25mm。
在塑料包装容器结构设计时,如果壁厚过大,不仅造成原料浪费,而且增加了冷却时间,影响了产品质量如出现气泡、缩孔、翘曲等缺陷。
塑料容器除了要有必要的厚度外,还要求壁厚比较均匀,不要出现过厚或过薄的现象,否则由于收缩不均匀,造成应力集中而出现裂纹和变形等缺陷。
但是任何塑料容器要达到壁厚完全一致是不可能的。
如果塑料结构必须有厚度不均匀时应采取平缓过渡以避免突变。
一般决定塑料容器壁厚时,必须考虑以下因素:结构强度、脱模强度、对冲击力的分散性、嵌件处破裂情况、孔窗嵌件处产生的熔接痕强度、薄壁烧焦程度、厚壁处发生塌坑情况和因流动性而造成的充料不足等。
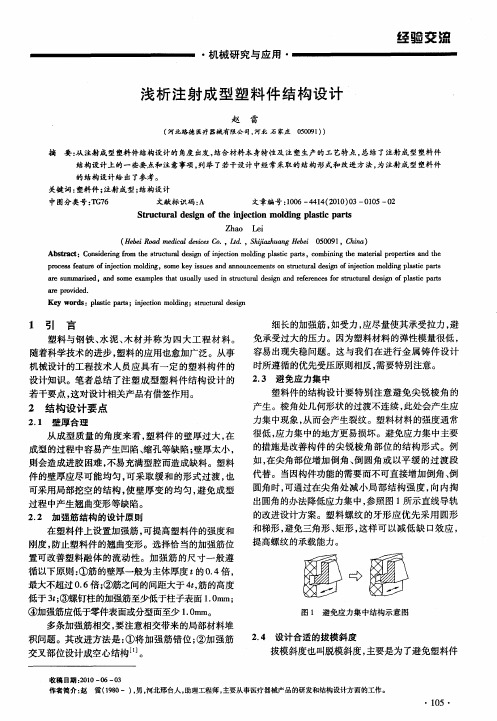
3.防变形结构
防变形结构可以采用改善容器形状的办法。
例如在不影响使用的前提下,将矩型容器的四侧壁均设计成向外凸出的弧形,使变形时不易觉察到。
当然,增加侧壁和边缘刚性的方法很多。
如:箱型容器侧壁为防止内翘曲而进行带状增强。
对于箱型容器等最应注意的是其底部,这一部分是大平面,从强度及防止变形上考虑,除了设置加强筋外,还可以将底部制成波形、棱锥体,或在底部制成圆角凸起形状,均可以达到分散应力的作用。
当底部很大时,增大转折处圆角的半径值或设计成阶梯形也能有效地防止变形。
薄壁容器的底或盖,如制成球面或拱曲面,也可以取得良好的效果。
两面相交的尖角部分由于内应力集中,在受力或受冲击振动时会发生破裂,甚至在脱模过程中由于模塑内应力而开裂。
为了减少其变形角隅处要做成圆角,以分散应力。
同时圆角可改善塑料的充模特性,使其容易流动并制得完整无缺的制品。
另外,塑料制品的圆角也使得模具型腔对应部位亦呈圆角,从而增加了模具的坚固性。
实践证明,单靠增加壁厚的方法来提高容器的强度,是不正确的因为易产生缩孔和凹痕。
因此也可以采用加强筋以改善容器结构的方法。
加强筋除了增强容器的强度和刚度外,还可以改善塑料成型时的流动情况尤其加强筋是沿塑料流向时。
加强筋的布置应避免或减少塑料局部集中,否则会产生缩孔或气泡。
4.工艺性结构
塑料在模具中成型,为了将塑料从模具中取出,模具分开的面对模具来讲叫分型面,对塑件来讲叫分型线。
分型线的位置有垂直于
开模方向的,有平行于开模方向的,也有倾斜于开模方向的。
分型线有直线、折线和曲线等。
分型线的位置直接影响模具加工和使用难易程度以及制品的外观尺寸精度。
因此,除了必须开设在塑件断面轮廓最大的地方,才能使塑件顺利地从型腔中脱出来,还应尽力做到分型线要设在塑件表面看不到的地方。
由于塑料在冷却时的收缩,会使塑料成型品紧包在阳模或型芯上。
为了方便塑件从模具中取出,与脱模方向平行的塑件表面,都应具有合理的脱模斜度。
如果脱模斜度过小,则脱模困难如果斜度过大,会影响塑件的尺寸精度。
其大小因塑件形状、材料种类、模具结构以及加工方法而异。
5.局部结构
铰链:用聚丙烯塑料制作带盖包装容器,可以将盖、盒及薄膜铰链一次注塑成型,成为链体结构。
其铰链的厚度因容器大小而异,但最厚不得大于0.5mm,而且厚度要均匀。
孔与侧凹:孔使塑件上有熔接孔,它会削弱其强度,因此其结构设计时周边要加厚;孔与孔的间距宜取孔径的2倍,孔和塑件端部的,间距最好在孔径的3倍以上。
对于与塑料流动方向垂直的盲孔,当孔径d<1.5mm时,型芯有弯曲的危险,因此深度最好不超过孔径的2倍。
两颗芯对接的通孔,上下孔有偏心的可能,所以要将其中一个孔加大。
嵌件:嵌件在成型过程中,为增强塑件的强度和刚度,有时在包装容器上加上金属或非金属嵌件。
由于嵌件容器会降低生产效率,
使生产过程不易实现自动化,因此要尽量避免设计嵌件或者采用后装配。
嵌件设计要尽量做到嵌件材料和周围塑料材料的膨胀系数接近,嵌件周围料层不宜太簿,嵌件尽可能设计成圆形或对称形状嵌件要避免尖角,转角处应设计成圆角小型圆柱形嵌件可采用开槽或滚花结构。
螺纹:塑料包装容器的螺纹在模塑中直接成型,精度要求不高,螺牙断面为圆形或梯形。
这样既不影响塑料的脱模,也不会降低塑料的使用寿命。
【参考文献】
[1]翟彤.基于solid works的包装容器的结构设计[j].包装工程,2005,(26):6.
[2]金国斌.塑料包装容器设计[m].北京:化学工业出版社,2003.。