基于Moldflow的浇注过程流动分析及浇注系统优化设计
- 格式:doc
- 大小:111.50 KB
- 文档页数:21

•望料注射模技术•基于MoldFlow的洗衣机上面板浇注系统优化设计t程国飞\丁立刚',魏文强、刘武%周卓辉1丨.中山火炬职业技术学院(广东中山528436)2.中山市唯一精密智能装备有限公司(广东中山528436)【摘要】以洗衣机上面板为研究对象,结合塑件和模具结构特点,建立了 2种不同的顺序针阀式热流道转冷流道潜入式进浇浇注方案,并运用MoklFlow进行了注射成型模拟分析,通过分析结果确定了最终的浇注系统方案。
经试模生产,塑件质量良好,表明采用MoklFlow技术能有效改善塑件成型质量,提高生产效率。
关键词:MoldFlow;洗衣机上面板;浇注系统;顺序针阀式;注射模中图分类号:TQ320.66 文献标识码:BDOI:10.12147/ki.1671 -3508.2020.06.015Optimization Design of Pouring System for the WashingMachine Upper Panel Based on MoldFlow【Abstract】This paper takes the upper panel of washing machine as the research object,incombination with the characteristics of products and mold structure,establishes two kinds ofdifferent sequential needle valve hot runner to cold runner submerged pouring pouring scheme,and uses MoldFlow to carry out injection molding simulation analysis,through the analysisresults to determine the final pouring system scheme.Through the trial production,the quality ofthe plastic parts is good,which shows that the MoldFlow technology can effectively improve thequality of product molding and improve the production efficiency.Key words:MoldFlow;washing machine upper panel;gating system;sequential needle valvetype;injection mold1引言浇注系统设计是注射模设计中最初、最重要的一 环,其设计好坏将大大影响塑料质量。

基于Moldflow的摩托车配件塑料模具浇注系统的优化设计汪菊英;李杰新【期刊名称】《工程塑料应用》【年(卷),期】2011(39)5【摘要】In order to reduce injection defects and increase success rate of trial-mouding, the software Moldflow was adopted to simulate the injection mould of the motorcycle part. The influentce of gates, cold runner structure and molding parameters on injection time, weld marks and gas cavity positions were analyzed, the optimal injection position and cold runners were obtained, and the structure of the plastic mould of motorcycle part was improved.%为了减少注塑缺陷和提高一次试模的成功率,应用Moldflow软件进行仿真模拟分析,分析了浇口、流道结构和成型工艺参数对填充时间、熔接痕、气穴位置的影响,获得了最佳的浇口位置和流道结构,优化了模具结构.【总页数】4页(P53-56)【作者】汪菊英;李杰新【作者单位】广东白云学院机电工程系,广州510450;洛阳北方企业集团有限公司注塑部,洛阳471003【正文语种】中文【相关文献】1.基于Moldflow的组合型腔注塑模浇注系统的优化设计 [J], 田冰;殷燕芳2.基于Moldflow分析的汽车前保险杠注塑模浇注系统优化设计 [J], 朱晓克;徐彬3.基于MoldFlow的洗衣机上面板浇注系统优化设计 [J], 程国飞;丁立刚;魏文强;刘武;周卓辉4.基于Moldflow的塑料模具冷却系统优化设计 [J], 陈桂华;刘玉敏5.基于Moldflow的注塑件填充分析与浇注系统优化设计 [J], 邓宇锋因版权原因,仅展示原文概要,查看原文内容请购买。


基于 Moldflow 塑料弯管注塑模浇注与冷却系统优化林权【摘要】Traditional injection mold involves low efficiency of development and high cost due to the limi-tations of mold testing and mold modification .This paper analyzed mold filling flow with Moldflow to predict the existing problems of injection molding .Numerical simulation technology was used to perform feasible mold testing analysis many times and modify the mold based on the practice of production and manufacturing .Finally, a rea-sonable pouring and cooling system was obtained , which provides important reference basis for mold design .%传统注塑模具设计受试模修模的约束,不但开发效率低而且耗费成本高,在此以塑料弯管为例,应用Moldflow模流软件对产品进行充模流动分析,预测注塑成型存在的问题,通过运用数值模拟技术进行多次可行的“试模”分析,再结合生产制造实际进行修正,最终获取合理的浇注与冷却系统建设方案,为模具设计提供重要参考依据。
【期刊名称】《佳木斯大学学报(自然科学版)》【年(卷),期】2015(000)001【总页数】4页(P117-119,122)【关键词】注塑模具;浇注系统;冷却系统;MoldFlow;数值模拟【作者】林权【作者单位】武夷学院机电工程学院,福建武夷山 354300【正文语种】中文【中图分类】TQ320.660 引言MoldFlow 作为塑料产品注塑成型过程的计算机辅助分析软件,在开模生产前或生产过程中经由计算机数值模拟塑料熔体充填、保压、冷却及变形等,来帮助模具设计者或技术员了解塑料在成型过程中的各种状态[1 ~2],获取相关的数据与设计的可行性.然而在每次获得模拟数据时,如何有效的判别是相当重要的课题,在此以塑料弯管注塑件为例,应用Moldflow 模流软件,结合模具设计制造实际经验,对模流分析结果进行分析,提出符合生产制造要求,保证产品质量的最佳浇注与冷却系统建设方案,为模流分析人员提供技术参考.1 零件结构与成型工艺分析图1 为塑料连接弯管零件图,该零件主要用于液体输送管道安装,从图中分析可知道塑件总体尺寸及公差要求,其中内孔拐弯角度为90 度,其他生产技术要求如下:(1)批量生产,材料为奇美公司生产的注塑级ABS\PA757,允许收缩率为0.5%.(2)塑件头部带锥面与凹槽部分长25mm,为密封连接段,模具结构中不允许设置顶针;(3)未注圆角为R0.5,未注脱模斜度为0.5°;(4)使用侧浇口进料,不允许有缩水,流痕,波纹,表面剥离,气泡等注射缺陷.在对塑件进行模拟成型分析之前,首先要建立有限元分析模型,并选择成型条件.在此运用UGNX8.0 建立塑件三维模型,并以STL 格式导入MoldFlow 中,通过内建指令对塑件进行表面网格化,划分网格后的有限元模型如图2 所示.成型条件选择主要包括注射时间、保压时间与冷却时间,模具温度、熔体温度与冷却温度[3 ~4],本研究根据模拟软件推荐与实际经验相结合的办法,选用注射时间为1.8sec,保压时间10sec,冷却时间20 sec,选用模具温度为60 ℃,熔体温度为230 ℃,保压冷却后产品顶出温度为80℃.其余注射工艺参数按照MOLDFLOW成型窗口中推荐的数据进行设置,如最大保压压力为18MPa,保压方式为阶段保压,速度压力切换发生在98%填充体积时候,最大注射压力为23MPa.图1 直角连接弯管2 数值模拟成型分析2.1 创建数值模拟分析系统为了保证熔体在模具型腔内合理流动,浇口位置的选择尤为重要[5 ~6],在此运用MOLDFLOW 最佳浇口位置分析模块,获知本产品最佳浇口位置位于直角拐弯接近凹槽处,另外从零件图可以看出该塑件内部有垂直内孔,需要侧向抽芯机构,而且抽芯距比较大,两个方向都需要,所以为了降低模具设计制造的成本,选用一模两腔的布局.通过创建浇注系统,再根据简单而实用的原则设置冷却系统,最后产品的数值模拟分析系统如图3 所示.图2 塑件有限元分析模型图3 数值模拟分析系统图4 流动前沿温度分布图5 模具温度分布图6 修正后数值模拟分析系统图7 改进方案熔接痕分布2.2 数值模拟分析结果图4 为流动前沿温度分布,通过分析可以获知塑料熔体流动前沿温度一直保持在熔融状态,整体分布基本为228 ~230℃,所以可以判断浇注系统的设计方案使各模腔充填均匀,且达到流动平衡.图5 为冷却后模具型芯型腔温度分布云图,通过对云图分析可知,模具型腔的温度在30 ~40℃之间,说明模具型腔冷却效果好,而型芯模仁的温度在65 ~78℃之间,特别是弯管内孔拐弯处,最高温度达到78℃,且覆盖面积较大,说明成型内孔的模仁镶件温度太高,明显高于成型条件工艺设置的模具温度60℃,所以模具冷却需要更长的时间且不符合工艺要求,因此必须对模仁镶件部分加强冷却,对数值模拟分析系统进行修正.图8 改进方案模具温度分布2.3 修正数值模拟分析系统由于初始模拟系统在成型内孔的模仁镶件上冷却能力较差,所以需要在内孔增加合适的冷却水路,但由产品结构可知,内孔成型需要两个互相垂直的模仁镶件进行穿插,再结合浇注系统,可知要想在动模模仁镶件上设置水路且又不阻碍模仁镶件的内孔抽芯,则必须改变产品在模具中的布局,且对浇注系统要进行重新设计修正.在此选取弯管的外圆弧面中间点的地方设置侧浇口,虽然浇口位置不是最优的,但也是非常合理的选择,重新布置的数值模拟分析系统如图6 所示.从图中可以看出,模具由一模两腔改为一模四腔,因为改变进胶方向后,塑料弯管的垂直内孔都朝外,容易设置模具镶件进行侧抽芯,且互不阻碍,另外塑件内孔朝外也给模仁镶件设置水路留下空间,图中采用隔板式冷却水路给模仁镶件冷却,目的是为了不给动模型腔与模仁镶件的加工制造增加困难.2.4 修正方案分析结果改进方案后的熔体流动前沿温度分布与原方案比较没有明显变化,充模过程中熔体仍然保持在熔融状态,由于填充流道缩短了,温差更小了,基本稳定在230℃.但塑件浇注系统改变后,会影响熔接痕的形成与分布,图7 为改进方案后塑件熔接痕分布状况,很容易就可以看出,熔接线由原来塑料弯管的外圆弧面转移到内角拐弯处,且处在不明显的位置,极大程度上改善了产品的美观,且熔接线的长度也比较小,再结合对流动前沿温度的分析,可知产生熔接线的地方温度高,不但可以保证熔接痕产生的几率小,而且高温也会让熔接痕熔合性好,保证熔接痕使用强度.图8 为改进方案后模具温度,模具温度范围为31.73 ~55.42℃,最高温度由78℃下降到55.42℃,降幅约22℃,虽然热负荷严重的区域仍然处于产品拐弯处,但是覆盖面积明显减小,温度大大降低,明显低于设置的目标模具温度60℃,缩短了冷却定型时间.从图中还可以看出,模具型腔的温度稍有降低但变化不大,主要原因是型腔部分的冷却系统没有发生变化,冷却效率与原始方案类似.然而型腔与型芯的温差减小很明显,对比图5 与图8 可知,原先塑料弯管的内表面温度分布为56 ~78℃,外表面约为35℃,型芯型腔的温差最大达到43℃,改进方案后的产品内表面温度分布为43 ~55℃,外表面约为40℃,型芯型腔的最大温差为15℃,降低幅度大改善明显,有利于减小冷热不均带来的翘曲变形等其他注塑缺陷.3 结语最后通过运用Moldflow 对产品进行充填、保压、冷却及变形等数值模拟分析,获知产品在成型过程中的各种状态符合生产技术要求,塑料弯管经实际模具制造和试模,产品验收合格,证实了注塑模浇注与冷却系统建设方案的合理性.通过对本课题的研究,发现获得数值模拟数据时,如何有效的判别是相当重要的,对于本产品浇口的最优位置并不适合,未能取得较好的充模效果,但是采用注塑模CAE 技术,突破了传统模具设计方式,改变了重复试模修模的约束,运用数值模拟技术可以进行不限次数的“试模”分析,取得问题所在并加以修正,最终获取最佳的浇注与冷却系统建设方案,大大提高了产品的开发效率和成型质量.参考文献:[1]庞继伟,王广勇.基于CAE 的注塑模具结构优化设计[J].现代制造技术与装备,2006(1):26-30.[2]李雯雯,卢军,刘洋.Moldflow 软件在注塑模具CAE 中的应用[J].工程塑料应用,2009,37(9):58-60.[3]郭秀艳,谢世坤,易荣喜等.基于CAD/CAM 的对讲机壳体注塑模具设计[J].井冈山大学学报(自然科学版),2014,35(2):76-77.[4]陆建军,赵威,袁国定.基于CAE 的轿车装饰板注射模浇注系统优化设计[J].模具工业,2011,37(9):14-15.[5]郭继祥,李会.注塑件熔接痕的研究进展[J].塑料科技,2011(1):113-114.[6]赵龙志,梁炬星.Moldflow 在仪表板右盖板支架注塑模设计中的应用[J].中国塑料,2009,23(10):87-91.。
基于MoldFlow组合型腔浇注系统的平衡设计宋婷婷;舒大文;何船;邓桥辉【摘要】In order to ensure the match between numbcr of mold with the using amount of products assembly, two kinds of gears in the printer take 2+1 combination of cavity formation. The application of flow halance analysis based on MoldFlow software in optimizing the diameter of the runner , maintaining the pressure drop from main way to caviiy the same and ensuring the melt can be filled with three types at the same time,thus achieving a balance of casting for three gears.%为了保证模具的数量与客户产品组装使用量相匹配,打印机中的2种齿轮采取2+1组合模穴成型.利用MoldFlow 软件提供的流道平衡分析模块,优化流程中各段流道的直径,使塑料熔体从主流道进入各型腔的压力保持相等,从而保证了熔体能够同一时间充满3个型腔,实现了3个齿轮的平衡浇注成型.【期刊名称】《新技术新工艺》【年(卷),期】2011(000)005【总页数】3页(P58-60)【关键词】组合模穴;MoldFlow;流道平衡;优化【作者】宋婷婷;舒大文;何船;邓桥辉【作者单位】昆明理工大学,机电工程学院,云南,昆明,650093;昆明理工大学,机电工程学院,云南,昆明,650093;昆明理工大学,机电工程学院,云南,昆明,650093;昆明理工大学,机电工程学院,云南,昆明,650093【正文语种】中文【中图分类】TQ320.66当一副模具同时成型几个形状和尺寸不同的产品时,浇注系统的尺寸就很难控制,容易出现模穴之间充填不平衡、个别型腔过保压、产品残余应力过大等问题。
基于MoldFlow的鼠标壳注射成型浇口分析及流道平衡优化设计李锦妍;陈庚【摘要】以鼠标上壳与下壳同一模具注射成型为例,研究浇口位置与型腔排列及成型效果的关系,选择合理浇口位置建立浇注系统并对其进行MoldFlow流道平衡优化,经过多次迭代达到收敛要求,得出优化后的浇注系统尺寸参数,保证异形腔注射填充过程的平衡性,得到高质量成型塑件.【期刊名称】《模具制造》【年(卷),期】2017(017)011【总页数】4页(P43-46)【关键词】鼠标壳;浇口;流道平衡;MoldFlow【作者】李锦妍;陈庚【作者单位】江门职业技术学院广东江门 529000;江门职业技术学院广东江门529000【正文语种】中文【中图分类】TQ320.66在注射成型的多腔模设计及生产中,由于成型塑件形状、尺寸、体积不同,熔融塑料在各型腔中的流动受到不同的流动阻力从而引起各型腔中的填充状态不平衡,严重影响塑件的成型质量。
本文利用CAE软件对异形多腔模中熔体塑料填充过程进行有限元分析模拟,同时进行流道优化设计,保证异形多腔模浇注过程中时间、压力、分流道横截面积的不平衡性控制在规定的公差范围内,各型腔同时完成填充[1~3],使过保压现象及塑件内部残余应力大等问题得到缓解[4]。
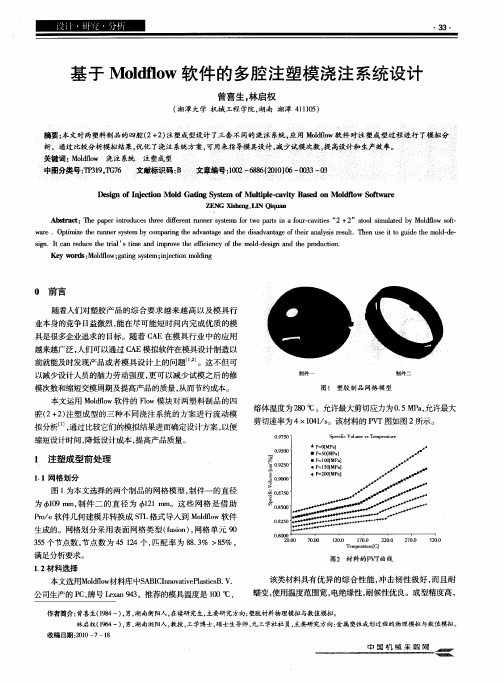
本塑件为一款鼠标外壳,注射成型的上壳与下壳三维模型如图1所示。
塑件结构复杂,壁厚在0.5~3mm之间,熔体塑料注射各型腔流动阻力差别大,上壳的流动阻力大于下壳,上壳与下壳需要装配,塑件尺寸精度要求高,作为外观件塑件的表面质量及力学性能要求高。
注射材料为GE Plastics公司的ABS,其牌号为Cycolac T,力学强度较高,收缩率较小,尺寸稳定性良好。
将CAD中建模完成的鼠标上壳与下壳转为STL格式后分别导入Autodesk MoldFlow Insight中进行双层面网格划分、网格诊断与网格修复,保证有限元分析模型的网格匹配百分比在85%以上,同时无其他网格缺陷。
基于Moldflow的浇注过程流动分析及浇注系统优化设计基于Moldflow的浇注过程流动分析及浇注系统优化设计第 I 页摘要针对注塑件在实际生产中所产生的气孔、熔接痕、翘曲等问题,利用有限元理论,运用Moldflow软件对气动扳手壳体的几种浇注系统进行填充时间、气孔、熔接痕、翘曲等分析的过程模拟,直观体现熔融塑料在型腔内的变化过程。
比较分析结果表明,选择充型均匀、平稳,熔接痕深度较浅,翘曲较小的浇注系统为最佳设计方案。
关键词: Moldflow,塑料,注射成型基于Moldflow的浇注过程流动分析及浇注系统优化设计第 II 页AbstractAim at the problems with injection molding parts,such as airtraps,weld line and warp,based on finite-element theory,the software of Moldflow was used to simulate the filling time,weld line and warp of the three runner system for the plastic car-inside decorativecover(The changing process of plastic in the cavity wasvisualized(By analyzing the results,a runner system project with even and stable filling,shallow weld line and small curling was chosen(Keywords: Moldflow,plastic,injection molding基于Moldflow的浇注过程流动分析及浇注系统优化设计第 III 页目录1 引言 (1)1.1 研究背景.......................................................................................... 1 1.2 研究意义 (1)1.3 发展趋势…………………………………………………………………………… 1-2………………………………………………… 3 2 注射成型模拟过程的理论基础2.1 注塑成型原理………………………………………………………………………… 3 2.2 塑料的塑化…………………………………………………………………………… 3 2.3 螺杆式塑化过程…………………………………………………………………… 3-4 2.4 注塑过程…………………………………………………………………………… 4-6 2.5 注塑CAE技术理论…………………………………………………………………… 6 3 气动扳手壳体注射成型浇口分析……………………………………………… 73.1 产品成型条件……………………………………………………………………… 7-9 3.2 进浇位置分析………………………………………………………………………9-10 4 气动扳手壳体注射成型方案优化………………………………………………114.1 冷却系统设计…………………………………………………………………………11 4.2 浇注系统设计方案……………………………………………………………… 12-14 4.3 模流分析结果比较……………………………………………………………… 14-23 5 结论……………………………………………………………………………………24 参考文献………………………………………………………………………………25-26 致谢………………………………………………………………………………………27基于Moldflow的浇注过程流动分析及浇注系统优化设计第 1 页1 引言1.1 研究背景注射成型是聚合物材料的主要加工方法之一,其生产效率高,能成型外形复杂、尺寸精确或带嵌件的塑料件。
该方法成型的制品约占塑料制品总量的20%,30% ,其中工程[1]塑料制品约80%是采用注射成型制得的。
伴随着注塑模具工业的飞速发展, 对塑料制品的质量要求越来越高,如塑件的高精度、轻量化、高强度等等,传统手工设计模具的方法已无法适应当前的形势对于任何注射成型模具来说,最重要的是控制熔融塑料在模具中的流动方式。
产品的许多缺陷(如气孔、熔接痕、翘曲等)影响了制品的力学性能和外观质量,使制件难以满足现代工业的要求,而所有这些都与熔融塑料在模具中的流动[2]方式有关。
其相关模具及工艺技术逐步成为模具行业CAD,CAE技术研究的热点领域。
1.2 研究意义本论文主要针对注塑成型过程进行研究,通过对典型案例的分析,尝试利用CAE技术来寻求最佳解决方案。
通过该毕业论文,综合所学专业知识,熟练的运用机械设计工程学的基本理论知识及各种专业软件,培养我们在实际生产中分析问题和解决问题的能力,加深理论知识的理解,强化实际中的感性认识。
设计过程也是理论联系实际的过程,能培养理论联系实际的设计思想,并学会使用手册、查询相关资料等,为以后的工作奠定坚实的基础。
1.3 发展趋势塑料产品从设计到注塑生产包括塑料制品设计、模具结构设计、模具加工制造和注塑成型等几个主要方面,它需要产品设计师、模具设计师、模具加工工艺师及注塑工艺[2]师协同完成,是一个设计、修改、再设计的反复迭代、不断优化的过程。
传统的注塑模具设计主要依靠设计人员的直觉和经验,模具设计加工完以后需要经过反复的调试与修正才能正式投人生产,发现问题后,不仅要重新调整工艺参数,甚至要修改塑料制品和模具,这种生产方式制约了新产品的开发。
利用CAE技术分析软件在模具加工之前,在计算机上对整个注塑成型过程进行模拟分析,包括填充、保压、冷却、翘曲、纤维取向、结构应力、收缩以及气辅成型和热固性材料流动分析,找出未来产品可能出现的缺基于Moldflow的浇注过程流动分析及浇注系统优化设计第 2 页陷,提高一次试模的成功率,以达到降低生产成本、缩短生产周期的目的。
实践证明,塑料注射成型模拟技术对加快塑料制品的新产品开发、提高塑料制品质量、降低成本起[3]着关键作用。
塑料模具的设计不但要采用CAD技术,而且还要采用CAE技术,这是必然的发展趋势。
美国Moldflow公司是专业从事注塑成型 CAE软件开发的公司,自1976年发行了世界上第一套流动分析软件以来,一直主导着注塑成型CAE软件市场。
Moldf1ow 采用边界元法(Boundary(Element Method)对模具的温度场进行三维模拟,对于制品在其厚度方向上采用解析解来计算温度分布,并通过制品的热流量将2者完全耦合进行迭代求解。
同时将模具的温度场与冷却管道中冷却介质的能量方程联立起来求解,因此可以可靠地[4]计算制品,模具及模具,冷却介质间的界面温度。
近几年在汽车、家电、电子通讯、化工、日用品等领域得到了广泛应用。
本文采用的CAE分析软件是著名注塑成型模拟分析软件 Mold Flow Plastics Insight 6.1(注塑成型模拟分析,简称MPI),利用其的流动(MPI,FLOW)、冷却(MPI,COOL)、翘曲(MPI/WARP)分析模块对一个气动扳手壳体进行模拟流动分析,通过充填、熔接痕、翘曲模拟分析优化设计。
基于Moldflow的浇注过程流动分析及浇注系统优化设计第 3 页2 注射成型模拟过程的理论基础 2.1 注射成型原理注塑是将塑料熔体以高压高速注入闭合的模具型腔内,经冷却定性后,得到和模具型腔一致的塑料制品的成型方法。
用注塑的方法加工塑料制品,不仅精度高、质量好,而且生产效率高,可以加工出外形复杂、花纹精细的模制品。
塑料因具有美观轻巧、耐磨耐腐蚀、优异的绝缘性能,已备受人们关注。
随着经济的发展和科学技术的进步,使用塑胶制品的数量与日俱增,并且广泛应用于国民经济各个部门。
注塑的必要条件为:a,塑料必须以熔融状态注入型腔;b,熔融塑胶必须具有足够的压力和速度,以保证能及时充满型腔。
注塑机必须具备塑化、注射和成型三个基本功能。
注塑机主要由注射装置和锁模装置两大部分组成。
注射装置的主要功能是完成塑料的塑化和注射。
因此注射装置应具有塑化良好、计量精确,且在注射时能给熔融塑胶提供足够的压力和速度。
锁模装置应确保模具能可靠开合,使模具完成成型的基本功能。
锁模装置还应具有足够的锁模力,以防止注射时,高压熔体将模具撑开,使制品产生溢边或精度下降。
2.2 塑料的塑化注塑中的塑化过程是将固体状的塑料粒料(或粉状料)经过加热、压实、混炼,使之转变为均化的黏流态的过程。
所谓均化,是指将塑料熔体混合起来,使温度达到均匀分布,并使塑料熔体具有均匀的密度,黏度和成分。
因此在塑化过程中,最重要的是应该保证塑料熔体能达到要求的温度,并能保证塑料熔体的温度具有最大的均匀性。
所以,[5]影响塑化过程的重要因素是热量导入和转换条件。
由于本文只涉及到螺杆式注塑机,所以下面我们来介绍一下螺杆式塑化过程。
2.3 螺杆式塑化过程塑料通过转动的螺杆的输送作用,不断沿螺槽方向向前运动。
塑料在这种运动的过基于Moldflow的浇注过程流动分析及浇注系统优化设计第 4 页程中,经历了料筒的加热、螺杆摩擦热及剪切热的共同作用,逐步受热软化,最后成为熔体(即处于熔融黏流状态)。
熔体在螺杆的转动作用下被推至螺杆头部并储存在料筒前端的头部(即存料区),随着存料区熔体的增多,熔体在存料区内占用的空间也逐步变大,存料区中熔体对螺杆产生反作用力,反作用力作用于螺杆上推动螺杆往后退,螺杆能否后退及后退速度的大小取决于螺杆后退所要克服的各种阻力的大小(如摩擦阻力、注射油压缸内工作油的回泄阻力即注射油缸的背压)。
螺杆后退至一定距离后,停止转动,存料区总熔体体积也就确定下来,此时预塑计量过程便结束。
注射时,螺杆作轴向移动,将存料区中经计量好的熔料射入模腔中。
综上所述,塑料在注塑螺杆中的塑化过程分为三段,依次为固体输料区、熔融区、熔体输送区。
注塑螺杆的塑化过程主要发生在螺杆的熔融区。
塑料熔体在螺槽内作横向流动,使塑料熔体在螺槽内产生翻转运动并形成环流,这样就促进了物料的混合,所以在径向上熔体温度可达到很大程度的均匀性。
注塑螺杆工作时一边转动一边后退,注塑螺杆的塑料过程是螺杆轴向后退移动的计量过程,螺杆的后退使螺杆的有效工作长度减短,这样塑料在注塑螺杆的一次塑化过程中,先前和其后加入的塑料所受的热经历就存在明显差异。
因为注塑螺杆的塑化能力随螺杆有效工作长度的缩短而逐渐下降,同时塑化了的熔体温度沿螺杆轴向长度上的分布是不均匀的。