20cr13淬火硬度
- 格式:docx
- 大小:325.85 KB
- 文档页数:1

zg20cr13标准ZG20Cr13标准是一种材料标准,广泛应用于不锈钢的生产和使用领域。
本文将对ZG20Cr13标准进行详细解析,包括其定义、化学成分、机械性能、应用领域等方面。
ZG20Cr13标准是一种中国的不锈钢材料标准,标识了一种由20%Cr和13%C组成的不锈钢材料。
这种材料具有较高的耐腐蚀性和硬度,常用于制作刀具、轴承、汽车零部件等高强度和耐磨损的零件。
ZG20Cr13标准规定了材料的化学成分要求。
根据标准要求,ZG20Cr13的Cr含量应在18-21%,C含量应在0.16-0.25%之间。
此外,材料中还可以包含少量的Si、Mn、P和S等元素,但其含量均需要控制在一定范围内。
除了化学成分要求,ZG20Cr13标准还规定了材料的热处理要求。
在热处理过程中,材料需要进行加热、保温和冷却等工艺处理,以获得良好的材料性能。
对于ZG20Cr13材料来说,常用的热处理方法包括退火、正火和淬火等。
ZG20Cr13标准还对材料的机械性能进行了详细规定。
根据标准要求,ZG20Cr13材料的抗拉强度应在600-800MPa之间,屈服强度应在330-450MPa之间,延伸率应不低于15%。
这些机械性能指标可以作为品质控制和使用评估的依据。
ZG20Cr13标准适用于许多领域的应用。
由于其具有较高的硬度和耐磨损性能,ZG20Cr13常被用于制作各种刀具,如刀片、刀具盘和尖端。
此外,它还广泛应用于轴承制造领域,用于制作轴承内、外圈和滚动体等关键零部件。
另外,ZG20Cr13也常被应用于制作汽车零部件,如曲轴、凸轮轴和传动轴等。
综上所述,ZG20Cr13标准是一种重要的不锈钢材料标准,它规定了其化学成分、热处理和机械性能等方面的要求。
该材料以其高硬度、耐磨损和耐腐蚀性能,在刀具、轴承和汽车零部件等领域得到广泛应用。
在实际应用中,应严格按照标准要求进行生产和使用,以确保材料的质量和性能。

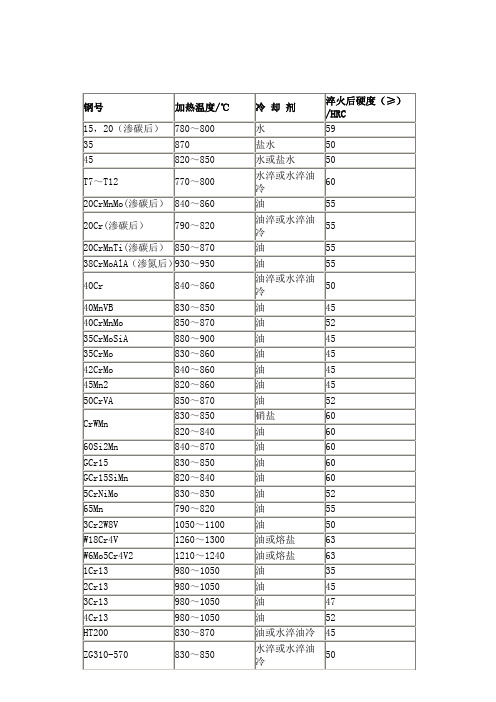
常用钢的淬火温度和淬火后的硬度钢9 U( C7 n. q& P, X9 @/ p号加热温度/℃冷 却 剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrVA850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。

常用钢的淬火温度和淬火后的硬度钢牌号加热温度/℃冷却剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrV A850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
2)淬火工件取下限温度,淬油、碱或硝盐分级淬火工件,可取上限温度。
常用钢的淬火温度和淬火后的硬度钢9 U( C7 n. q& P, X9 @/ p号加热温度/℃冷 却 剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrVA850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。

常用钢的淬火温度和淬火后的硬度HRC(洛氏硬度)和HB(布氏硬度)具体区别布式硬度是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。
布式硬度值是载荷除以压痕球形表面积所得的商。
洛式硬度是以压痕塑性变形深度来确定硬度值指标。
以0.002毫米作为一个硬度单位。
1.HRC含意是洛式硬度C标尺,HB含意是布式硬度。
2.HRC和HB在生产中的应用都很广泛3.HRC适用范围HRC 20--67,相当于HB225--650若硬度高于此范围则用洛式硬度A标尺HRA。
若硬度低于此范围则用洛式硬度B标尺HRB。
布式硬度上限值HB650,不能高于此值。
4.洛氏硬度计C标尺之压头为顶角120度的金刚石圆锥,试验载荷为一确定值,中国标准是150公斤力。
布氏硬度计之压头为淬硬钢球(HBS)或硬质合金球(HBW),试验载荷随球直径不同而不同,从3000到31.25公斤力。
5.洛式硬度压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。
布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。
6.洛式硬度的硬度值是一无名数,没有单位。
(因此习惯称洛式硬度为多少度是不正确的。
)布式硬度的硬度值有单位,且和抗拉强度有一定的近似关系。
7.洛式硬度直接在表盘上显示,操作方便,快捷直观,适用于大量生产中。
布式硬度需要用显微镜测量压痕直径,然后查表或计算,操作较繁琐。
8.在一定条件下,HB与HRC可以查表互换。
其心算公式可大概记为:1HRC≈1/10HB。
洛氏硬度(HRC)和布氏硬度(HB)具体区别和换算硬度是衡量材料软硬程度的一个性能指标。
硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。
最常用的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA,HRB,HRC)、维氏硬度(HV),其值表示材料表面抵抗坚硬物体压入的能力。
20cr13热处理20Cr13是一种不锈钢材料,经过热处理可以获得更好的性能和机械性能。
本文将介绍20Cr13热处理的过程和效果。
热处理是通过加热和冷却材料来改变其组织结构和性能的工艺。
对于20Cr13不锈钢来说,热处理可以提高其硬度和耐磨性,改善其耐腐蚀性能和机械性能。
具体的热处理过程包括加热、保温和冷却三个步骤。
首先是加热过程。
20Cr13不锈钢通常在800-900摄氏度的温度范围内进行加热。
加热过程中,要保持均匀加热,避免温度梯度过大导致不均匀的组织结构。
加热时间一般根据材料的厚度和尺寸来确定,一般在几分钟到几小时之间。
接下来是保温过程。
保温是为了让材料中的碳、铬等元素进行扩散,使材料的组织结构发生改变。
保温时间根据20Cr13不锈钢的具体要求来确定,一般在几十分钟到几小时之间。
保温过程中,要控制好温度和时间,以确保组织结构的均匀性和稳定性。
最后是冷却过程。
冷却过程是将加热和保温后的材料迅速冷却到室温。
冷却方式有多种,可以空冷、水淬、油淬等。
不同的冷却方式对材料的组织结构和性能有不同的影响。
对于20Cr13不锈钢来说,一般采用空冷或水淬的方式进行冷却。
冷却过程中,要注意控制冷却速度,避免产生过快或过慢的冷却速度导致组织结构的不均匀性。
通过热处理后的20Cr13不锈钢可以获得更好的性能和机械性能。
首先是硬度的提高,热处理可以使20Cr13不锈钢的硬度显著提高。
其次是耐磨性的改善,热处理可以使20Cr13不锈钢的耐磨性得到提高,延长使用寿命。
此外,热处理还可以改善20Cr13不锈钢的耐腐蚀性能,使其更加耐腐蚀。
20Cr13不锈钢的热处理可以提高其硬度、耐磨性和耐腐蚀性能,改善其机械性能。
热处理的过程包括加热、保温和冷却三个步骤,通过控制好这些步骤可以获得理想的热处理效果。
对于需要使用20Cr13不锈钢的工程师和科研人员来说,了解热处理的原理和方法是非常重要的,可以帮助他们选择适合的热处理工艺,提高材料的性能和机械性能。
X20Cr13成分性能X20Cr13X20Cr13主要性能类似410,由于碳含量高,其强度、硬度高于410.但韧性和耐蚀性略低些。
一、X20Cr13对应牌号:1、国标GB-T标准:数字牌号:S42020、新牌号:20Cr13、旧牌号:2Cr13 ,2、美标:ASTMA标准:S42000 ,SAE标准:51420,UNS标准:420,3、日标JIS标准:sus420J1,4、德标DIN标准:1.4021,5、欧标EN标准:X20Cr13。
二、X20Cr13化学成分:⑴碳C:0.16~0.25,⑵硅Si:≤1.00,⑶锰Mn:≤1.00,⑷磷P:≤0.040,⑸硫S:≤0.030,⑹铬Cr: 12.00~14.00,⑺镍Ni:充许加≥0.60,三、X20Cr13物理性能:①密度密度(20℃)/kg/dm3:7.75,②熔点/℃:1470~1510,③比热容(0~100℃)/kg/(kg.k):0.46,④热导率/w/(m.k)100℃-:22.2,⑸热导率/w/(m.k)500℃-:26.4,⑥线胀系数/(10-6/k)0~100℃:10.3,⑦线胀系数/(10-6/k)0~593℃:" 12.2,⑧电阻率(20℃)/(Ω.mm2/m):0.55,⑨纵向弹性模量(20℃)/GPa:200,⑩磁性:有。
四、X20Cr13力学性能:⑴交货状态:棒材固溶处理,板材固溶酸洗,⑵抗拉强度(RM/MPa):635、520,⑶延伸强度(Rp0.2/MPa):440、225,⑷伸长率A/%20、18 ,⑸断面收缩率(Z/%): 50。
五、X20Cr13热处理:①硬度HBW≤:退火223,淬火回火192,硬度HRB≤:97,②加热温度:800~900,③加热方式:空冷或缓冷。
X20Cr13应用领域:主要用于制造承受高强度压力负荷的零件,如汽车机叶片,热油泵,轴和轴套,叶轮,水压机阀片等。
也可以造纸和日用器的刀具、餐具等。