手机电容屏玻璃盖板工艺及检验标准
- 格式:ppt
- 大小:6.56 MB
- 文档页数:42
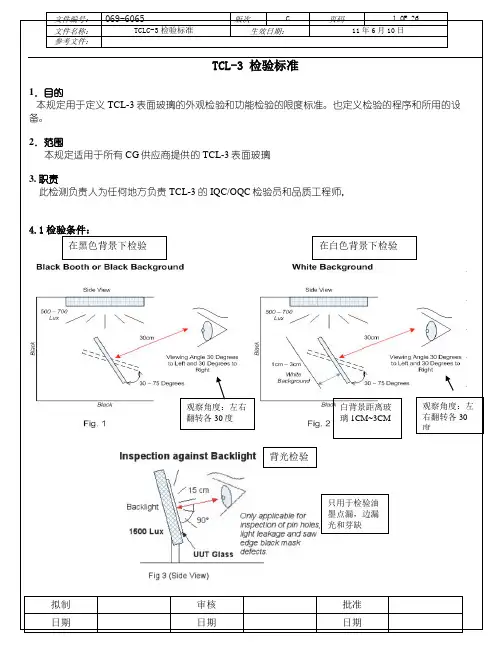
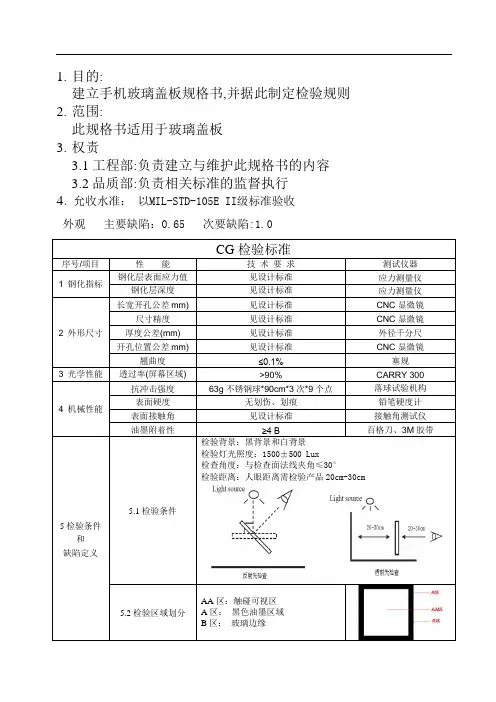
1.目的:建立手机玻璃盖板规格书,并据此制定检验规则2.范围:此规格书适用于玻璃盖板3.权责3.1工程部:负责建立与维护此规格书的内容3.2品质部:负责相关标准的监督执行4.允收水准:以MIL-STD-105E II级标准验收外观主要缺陷:0.65 次要缺陷:1.0CG检验标准序号/项目性能技术要求测试仪器1 钢化指标钢化层表面应力值见设计标准应力测量仪钢化层深度见设计标准应力测量仪2 外形尺寸长宽开孔公差mm) 见设计标准CNC显微镜尺寸精度见设计标准CNC显微镜厚度公差(mm) 见设计标准外径千分尺开孔位置公差mm) 见设计标准CNC显微镜翘曲度≤0.1%塞规3 光学性能透过率(屏幕区域) >90% CARRY 3004 机械性能抗冲击强度63g不锈钢球*90cm*3次*9个点落球试验机构表面硬度无划伤、划痕铅笔硬度计表面接触角见设计标准接触角测试仪油墨附着性≥4 B百格刀、3M胶带5检验条件和缺陷定义5.1检验条件检验背景:黑背景和白背景检验灯光照度:1500±500 Lux检查角度:与检查面法线夹角≤30°检验距离:人眼距离需检验产品20cm-30cm 5.2检验区域划分AA区:触碰可视区A区:黑色油墨区域B区:玻璃边缘5.3缺陷定义6外观缺陷(正面确认)6.1线状缺陷(划伤)缺陷尺寸判定W<0.01mm 忽略不计0.01mm≤W<0.03mm且L<3.0mm 允许2个0.03mm≤W<0.05mm且L≤2.0mm 允许1个超过以上范围不允许6.2线状缺陷(毛屑等异物)缺陷尺寸判定W<0.01mm 忽略不计0.01mm≤W<0.03mm且L<2.0mm 允许2个超过以上范围不允许6.3点缺陷(白点、黑点、异物)缺陷尺寸判定D<0.10mm 忽略不计(不可密集)0.10mm≤D<0.15mm 允许1个超出以上范围不允许6.4油墨针孔缺陷尺寸判定D≤0.1mm 忽略不计(不可密集)超出以上范围不允许该缺陷用反射光检查6.5脏污缺陷尺寸判定不可擦拭不允许难擦拭不允许可擦拭擦拭工位不允许非擦拭工位忽略不计难擦拭定义:无尘布+酒精擦拭3次不能擦除6.6CG外边缘漏光缺陷宽度(A),缺陷长度(B)允许数A≤0.2mm 忽略不计0.2mm<A≤0.5mm 且 B≤10mm 1超出以上范围不允许6.7CG内边缘漏光缺陷宽度(A),缺陷长度(B)允许数。
手机3D玻璃盖板生产加工工艺流程手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→开模→UV转印→镀膜(PVD)→印刷(丝印/喷涂)→镭雕→检包→贴合→包装等,工艺流程长,品质要求高,良率低。
一、工程确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。
(图纸菲林需有制作日期,编号。
有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。
二、CNC开料材料要求:玻璃材料必须是3D曲面玻璃材质。
板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。
注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。
第一道工序和普通盖板一样。
三、CNC精雕玻璃(磨边)CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。
加工精度达0.01mm四、研磨抛光加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。
五、清洗不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。
主要清洗掉表面残留废渣,一般采用超声波清洗。
等离子体与固体表面发生反应可以分为物理反应(离子轰击)和化学反应,以介质阻挡放电DBD等离子技术对玻璃基片进行预处理,可引起玻璃藕片表面键后和基团显著变化,使基片表面硅氢基含量显著增加,同时亲水性增强,而表面并不会粗糙,从而能够有效的活化材料的表面六、热弯工艺热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。
精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。
1、目的:为满足客户TP0247要求,依客户要求制定此标准适用于TP0247客户电容式COVER GLASS进料检验23、职责:所有检验员严格按照本规范操作4、作业内容:4.1抽样计划:采用MIL-STD-105E, 一次抽样方案,检验水准II级。
4.2术语定义:CR:严重缺点(Critical Defect)对使用者有不安全结果的缺点,AC/Re=0/lMA:主要缺点(Major Defect)影响产品机能无法止常动作,使产品不能达到所期望Z目的或显著降低其实用性质的缺点,AQL二0.4MI:次要缺点(Minor Defect)除严重缺点和主要缺点以外使用上对产品机能无明显影响的缺点(外观),AQI =0. 655、检验设备:台灯、10X放大镜/点规、酒精/石油瞇、黑白背景、功能测试治具、无尘布等。
6、检验方法及条件6.1检验人员所具备的条件:视力良好(0.8以上);6.2检验环境:22±3°C;6.3灯光:30W日光燈;6.4灯光照度:700〜lOOOLux;6. 5检验距离角度:检验背景为黑白背景,产品与水平台呈45。
角,眼睛与产品的距离应为35±5cm,垂直上下、左右转动+/-30。
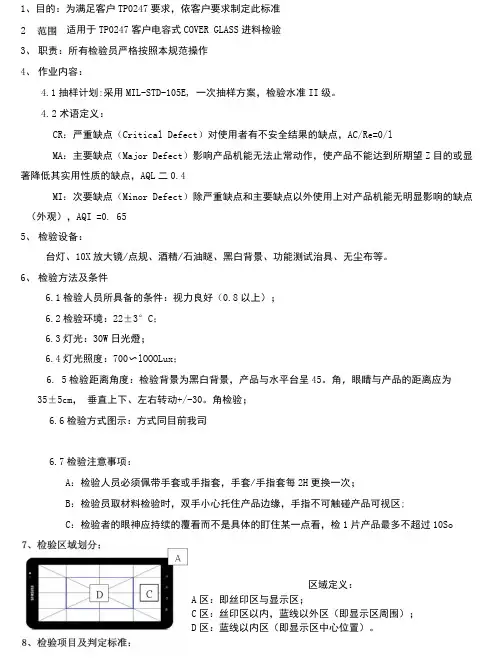
角检验;6.6检验方式图示:方式同目前我司6.7检验注意事项:A:检验人员必须佩带手套或手指套,手套/手指套每2H更换一次;B:检验员取材料检验时,双手小心托住产品边缘,手指不可触碰产品可视区;C:检验者的眼神应持续的覆看而不是具体的盯住某一点看,检1片产品最多不超过10So区域定义:A区:即丝印区与显示区;C区:丝印区以内,蓝线以外区(即显示区周围);D 区:蓝线以内区(即显示区中心位置)。
8. 1字母代表意思:①直径、W宽度、L长度、N数量、DS间距、T厚度、单位:mm1)外观检查项目计算方式图例TP尺寸s 4寸点状缺陷Dot、Spot 大小(size):①二(A+B) /2 0. 1W ① W0・2D区W1个或C区W2个刮伤Scratch线状杂物Lin ear foreig nW<0. 03、L<1不计0. 03WWW0. 05、L〈lNW2条W<0. 03 ' L<1不计判定标准4寸〈TP尺寸s 7寸①<0. 1、不计0. 1W(DWO.2NW3 个、DS>500.2〈①、不允许-W<0. 03 ' L<3__不计0. 03WWW0. 05、LW5累积长度W10W<0. 03、L<3不计7寸〈TP尺寸s 11寸0. 1W ① W0. 2NW3 个、DS>50W<0. 03、L<3不计0. 03WWW0. 05、LW5累积长度W30W<0. 03 ' L<3不计0. 03WWW0. 05 - L<1NW2 条、DS>150. 03WWW0. 05、LW5累积长度W100. 03WWW0. 05、LW5累积长度W30鱼眼、凹凸点Fish eye - Dent 大小(size):①二(A+B) /2N/A0. 1WX0.2D区W1个或C区W2个①<0. 1、不计0. 1WX0. 2NW3 个、DS>500. 1W(DWO. 2NW3 个、DS>500.2〈①、不允许项目计算方式图例TP尺寸s 4寸判定标准4寸<丁戸尺寸s 1寸~ 7寸〈TP尺寸s 11寸崩边Chipping大小(size):0= ( A+B) /2 不可有①W0. 2・NW1个(DW0.2NW1个/边边缘针孔Edge Pinhole 不可有(DW0.2、NW2 个① W0.2、NW2 个边缘无印刷大小(size):①二(A+B) /2 ① W0. 3组装后不影响外观IR孔大小(size):①二(A+B) /2①W0. 1 >允许0. 1W①W0・15・NW 1个♦组装后不可见冃透过率无问题图标Icon摄像孔印刷Camera HoleCG裂纹块状污渍H期码外箱标示大小(size ):(D= (A+B) /2—A——I大小(size):(I)二(A+B) /2B[N/AN/AN/AN/AN/AN/AN/A(DWO. 15、NW1个G<0. 1・允许0. lwewo. 15、NW1 个不允许不允许日期码标记:〃OFXXXXXX",不能有明显的断痕,如:“0F110309”为2011年03月09 口生产。
手机3D玻璃盖板生产加工工艺流程手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→开模→UV转印→镀膜(PVD)→印刷(丝印/喷涂)→镭雕→检包→贴合→包装等,工艺流程长,品质要求高,良率低。
一、工程确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。
(图纸菲林需有制作日期,编号。
有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。
二、CNC开料材料要求:玻璃材料必须是3D曲面玻璃材质。
板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。
注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。
第一道工序和普通盖板一样。
三、CNC精雕玻璃(磨边)CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。
加工精度达0.01mm四、研磨抛光加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。
五、清洗不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。
主要清洗掉表面残留废渣,一般采用超声波清洗。
等离子体与固体表面发生反应可以分为物理反应(离子轰击)和化学反应,以介质阻挡放电DBD等离子技术对玻璃基片进行预处理,可引起玻璃藕片表面键后和基团显着变化,使基片表面硅氢基含量显着增加,同时亲水性增强,而表面并不会粗糙,从而能够有效的活化材料的表面六、热弯工艺热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。
精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。
文件类别:作业指导书文件编号PC-WI-ZD-XXX 页数第3页(共8页)版本号A/0 生效日期2016年4月12日a) 厚度公差±0.05mm(客户有特殊要求时,按“产品图纸”)b) 长度公差±0.10mm(客户有特殊要求时,按“产品图纸”)c) 宽度公差±0.10mm(客户有特殊要求时,按“产品图纸”)d) 翘曲度:翘曲度≤0.05%(镜片长度算作100%)e) 通孔公差+0.10mm/-0.05mm;透明孔公差±0.10mm(客户有特殊要求时,按“产品图纸”)f) 油墨印刷厚度(以油墨最高点为准)按“产品图纸”。
g) 印刷见光区精度±0.10mm(客户有特殊要求时,按“产品图纸”)项目检查内容及条件判定标准检验工具(方法)A面(A area)包括正面视窗区、印刷区和背面视窗区黑白点缺陷、压伤、压痕及点状异物等玻璃所有切割口要求均匀,不允许有裂纹、残缺、毛刺、披锋。
摄像头孔、IR孔:黑、白点缺陷、划伤、线状缺陷等不允许。
黑、白点缺陷,点状异物接受标准:尺寸允许缺陷数可视区非可视区φ<0.1mm 不计(不允许串点或聚集)0.1mm≤φ≤0.15mm 2个(ds>10mm)0.15mm<φ≤0.2mm 1个0.2mm<φ0注:1.表中φ=1/2(L+W);2.非串点:在5×5mm范围内点数量≤3,ds>1mm。
点规或二次元测试仪压伤、压痕、划伤及线状异物等划伤、线状异物等缺陷接受标准:尺寸允许缺陷数W<0.01mm 不计0.01mm≤W≤0.03 mm, L≤5mm 2条(ds>10mm)0.03mm≤W≦ 0.05mm,L≤2mm 1条W>0.05mm,L>2mm或W>0.03mm,L>5mm 0注: W>0.05mm的作为点缺陷处理点规或二次元测试仪崩边/崩角正面不允许肉眼可见崩边/崩角;背面允许X、Y≤0.2mm各边一个,t<1/2H,合计≤4个。
电容式触摸屏检验标准1.0目的1.1为确保产品来料品质,符合检验标准且有据可依。
1.2详细说明检验内容及标准。
1.3规定LCD的相关外观及性能方面的不良点及制定结果。
2.0范围适用于本公司手机部所有4.0寸电容式触摸屏检验标准3.0职责研发部及品质部负责标准的制订和确认4.0编写依据下列文件中的条款通过本技术要求的引用而成为本要求的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本要求,然而,鼓励根据本要求达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本要求。
GB/T 191-2008《包装储运图示标志》GB/T 17626.2-2006《电磁兼容试验和测量技术静电放电抗扰度试验》GB/T 2829-2002《周期检验计数抽样程序及表(适用于对过程稳定性的检验)》GB2828-1987《逐批检查计数抽样程序及抽样表(适用于连续批的检查)》GB/T 6388-1986《运输包装收发货标志》GB/T 14436-1993《工业产品保证文件总则》Q/ZX M 12.001.5-2009《手机镜片测试规范》Q/ZX M 12.001-2002《手机结构件外观检查及测试规范》《P727D40 WCDMAGSM(GPRS)双模数字移动电话机 LCD 组件技术要求》《P727D40 电容式触摸屏技术要求》6.0 Electrical Characteristics (Ta=25℃) 电气参数8.0 Reliabilit y 信赖性9.0. Touch panel description 触摸屏功能描述9.1touch panel drawing 外形 图See appendix 参考附图9.2 Touch panel pin assignment 引脚定义10.1 Inspection Conditions 检验条件 a) 照明:100W 冷白荧光灯,光源距被测物500mm ~550mm ,照度为600~800Lux ; b) 距离:人眼与被测物表面的距离为300mm ~350mm ; c) 位 置 :检 视 面 与 桌面 成45° , 上 下 左右 各 转 动90° (保 证 各 个 面的 缺 陷均 能被 看到);d) 时间:每片检查时间不超过12S (如12S 内检查不出来的缺陷可接受)。
触摸屏盖板玻璃项目评估1.引言触摸屏盖板玻璃是一种广泛应用于电子设备中的材料,如智能手机、平板电脑、笔记本电脑等。
随着电子设备市场的发展和用户对触摸屏体验需求的不断增加,触摸屏盖板玻璃的质量和性能要求也越来越高。
因此,对于触摸屏盖板玻璃的项目评估至关重要,以确保产品质量和满足市场需求。
2.项目背景3.评估方法为了充分评估触摸屏盖板玻璃的性能和质量,我们将采用以下方法进行评估:3.1硬度测试硬度是衡量玻璃材料抵抗划伤和磨损能力的指标。
我们将使用磨损测试仪对样品进行划痕和磨损测试,以评估硬度性能。
3.2耐磨性测试耐磨性是衡量玻璃材料抵抗划伤和磨损能力的指标。
我们将使用磨损测试仪对样品进行磨损测试,以评估耐磨性能。
3.3耐冲击性测试耐冲击性是衡量玻璃材料抵抗外力冲击的能力。
我们将使用冲击测试仪对样品进行冲击测试,以评估耐冲击性能。
3.4透明度测试透明度是衡量玻璃材料透光程度的指标。
我们将使用透光率测量仪对样品进行透明度测试,以评估透明度性能。
3.5灵敏度测试灵敏度是衡量触摸屏盖板玻璃响应触摸操作的能力。
我们将使用触摸测试仪对样品进行灵敏度测试,以评估灵敏度性能。
3.6制造成本评估制造成本是评估触摸屏盖板玻璃项目的重要指标之一、我们将对目标材料的制造过程进行成本分析,以评估制造成本。
4.评估结果和分析根据所采用的评估方法,对触摸屏盖板玻璃的性能和质量进行综合评估。
对于硬度、耐磨性、耐冲击性、透明度和灵敏度等方面的测试数据进行统计和分析,以得出结论。
5.结论基于评估结果和分析,对触摸屏盖板玻璃的性能和质量进行综合评估,提出适用于电子设备制造商选择目标材料的建议。
同时,结合制造成本评估,综合考虑产品质量和制造成本,为电子设备制造商提供最佳解决方案。
玻璃盖板检验规范通用标准玻璃盖板作为建筑材料中重要的一部分,其质量直接影响到建筑结构的安全性和美观度。
为了保证玻璃盖板的质量,需要对其进行严格的检验。
下面将介绍玻璃盖板的一般检验规范,以便相关人员在工作中能够准确评估玻璃盖板的质量。
一、外观检验1.1 玻璃盖板应无裂纹、变形、气泡、杂质等明显缺陷。
1.2 玻璃盖板的四边应平直,无明显变形。
1.3 玻璃盖板的边缘应光滑,无毛刺和碰伤痕迹。
1.4 玻璃盖板的表面应光滑均匀,无明显划痕和污渍。
二、尺寸检验2.1 玻璃盖板的长度、宽度、厚度应符合设计要求。
2.2 玻璃盖板四边边缘的宽度应一致,边角应90度。
三、重量检验3.1 玻璃盖板的质量应符合标准规定。
3.2 采用专用仪器或天平进行称重,结果应与产品质量证书上标注的重量一致。
四、强度检验4.1 玻璃盖板应具有一定强度,能够承受一定载荷。
4.2 可采用压力测试仪器对玻璃盖板进行抗压强度测试,结果应符合国家标准。
五、透光性检验5.1 玻璃盖板的透光性应符合设计要求。
5.2 可使用光度计进行透光率测试,结果应符合国家标准。
六、安装检验6.1 安装玻璃盖板时,应符合安装要求,固定牢固不松动。
6.2 安装完毕后,应检查表面是否有划痕、凹凸等瑕疵。
七、包装检验7.1 玻璃盖板的包装应完好无损,防止在运输中受损。
7.2 包装上应标注产品名称、生产日期、生产厂家等信息,便于识别和追溯。
总结:通过以上检验规范,可以有效评估玻璃盖板的质量,确保其符合相关标准和要求。
同时,相关生产和施工单位应加强对玻璃盖板的质量管理,提高产品质量和安全性。
希望本规范能为工程建设提供参考,确保玻璃盖板的质量和安全性。
机密烟台格润时代显示技术有限公司标准制订部门质量部实施日期2015.06.26 电容屏外观检验标准文件号:QSE/GTT第 6 版第 0 次修改页码 1 / 51.2.3.3.1 3.2 目的:为了满足客户需求,制定本标准。
适用范围:电容触摸屏成品的外观检验,顾客有特殊要求时按顾客专用标准进行。
检验依据:本标准;限度样品;3.3 《GB/T 2828.1-2003 计数抽样检验程序》。
4. 定义:4.1 点状缺陷:外观形态表现为点状的缺陷,一般来讲黑点、白点、脏污、异物、透光、气泡、鱼眼、凹凸点等都是点状缺陷。
点状缺陷的尺寸 D=(W+L)/2。
4.2 线状缺陷:外观形态表现为线状的缺陷,主要包括毛屑、刮伤和崩边等,其宽度和长度分别用 W 和 L 表示。
线状缺陷弯折角度在 90 度及以上的,按照点状缺陷标准判定。
4.3 致命缺陷:根据经验和判断,会对使用、维修、或依赖该产品的人员产生危险或不安全结果的缺陷,或者可能导致最终产品基本功能无法实现的的缺陷。
此类缺陷用 Critical 表示。
4.4 重要缺陷:关键缺陷以外,可能导致故障,或实质上降低产品的使用性能,以致无法达成期望目标的缺陷,此类缺陷用 Major 表示。
4.5 次要缺陷:与设定的标准有差异,但在产品的使用及操作性能上,并无太大影响的缺陷。
此类缺陷用 Minor 表示。
5. 外观检验标准:5.1 OQC 抽样标准:按照《GB/T 2828.1-2003 计数抽样检验程序》一般检验水平 II,AQL=0.65 抽样。
外观全检人员每人每班次检查合格的同一品种相同状态的送检产品,作为一个检查批。
5.2 外观检验条件和检验方法:5.3 产品检验区域划分及各区域缺陷类型:检验区域 定义 检验缺陷类型 图示A 区正面可视区 (从正面检验)各类点状缺陷和线状缺陷、蚀刻痕B 区正面和背面 BM 区(从正、反面检验) 各类点状缺陷和线状缺陷、脏污、透光、ICON 和摄像头孔不良、字符不良、面板颜色不良、油墨印刷花脸C 区侧面区域 (从侧面检验)裂边(崩角)FPC 区 FPC 的正面和背面FPC 表面缺陷、折痕、保护膜、 电子元器件、线路上的各缺陷项目 检查条件 检验方法 备注光强度700~1000 lux;或 1000~1500 lux ;-光源 台灯 与产品距离 30±10 CM 判定角度90±45° 环境条件背景黑/白 温度 22±2° 湿度60±10%RH机密烟台格润时代显示技术有限公司标准 制订部门 质量部 实施日期 2015.06.26 电容屏外观检验标准文件号:QSE/GTT 第 6 版 第 0 次修改页码2 / 55.4 缺陷判定标准(接第 4 页)。
触摸屏盖板玻璃通用检验规范简介在触摸屏研发和生产过程中,设备生产各阶段需要进行玻璃检验,以确保从原材料到成品的一致性和质量。
触摸屏的玻璃检验规范是检验员按照一定的检验规则对玻璃片的缺陷进行检测和判定的指南。
本文档针对触摸屏盖板玻璃的通用检验规范进行详细介绍。
玻璃检验标准检验标准定义玻璃检验标准是规定玻璃缺陷种类、数量、大小、位置、判定标准等检验指引。
检验标准是玻璃质量控制的基础,也是检验员对玻璃缺陷进行判定的依据。
常用检验标准经过多年实践和技术改良,现在较为通用的玻璃检验标准有以下三种:1.AQL标准:AQL全称为Acceptance Quality Limit,即接收质量限制。
该标准是由美国军方在二战期间制定的,现在已成为全球通用的检验标准。
2.ISO标准:国际标准化组织出版的ISO3664《透明玻璃-视觉评价》以及ISO9211《玻璃深度漏光度的测量》等标准均被广泛应用于玻璃质量检验。
3.KPC标准:韩国优秀商品质量标准的缩写,是韩国电子产品制造厂商自主制定的标准。
KPC标准相对于AQL标准要求更高,是目前较严格的玻璃检验标准之一。
在实际应用中,可以根据需要灵活运用以上不同标准进行检验。
玻璃缺陷类型原材料缺陷原材料缺陷是指从供应商获得的玻璃板上的缺陷,例如气泡、石块、涂层等。
制造过程缺陷制造过程缺陷是指在制造过程中因各种原因产生的缺陷,例如生产设备问题、工人操作失误等。
运输和包装缺陷运输和包装缺陷是指在物流运输或包装过程中导致的玻璃缺陷,例如玻璃碎裂、刮擦、翘曲等。
人为缺陷人为缺陷是指因人为因素导致的玻璃缺陷,例如人为硬物碰撞、人为磨损等。
功能性缺陷功能性缺陷是指因设计、制造工艺或组件互动问题导致的玻璃缺陷,例如过度反光、触觉无反馈等。
玻璃缺陷判定标准各类检验标准都对玻璃缺陷有详细的判定标准。
以AQL标准为例,其缺陷判定标准如下:•严重缺陷:缺陷直径≥2mm,位置为中心区域,或缺陷直径≥5mm,位置在半径为50mm的圆形区域上。
TP实验项目及标准高温贮存:手机不装电池在+65℃保持8H(翻盖、滑盖手机打开翻盖进行),试验完毕立刻检查外观及结构,常温下恢复2H后检查各项功能ESD:试验时要求手机充电并处于呼叫状态(与模拟基站连接),对每个选取点正负电压各放电10次,每秒1次,前后2次放电时间间隔1秒。
每放一次电后,对地放电一次。
接触放电:放电电压设置为±4KV,选取点:所有露金属件、水平耦合板、垂直耦合板。
空气放电:放电电压设置为±8KV,选取点:前后壳接缝、LCD显示屏、按键面板、I/O口及其它所有的露孔接缝处。
空气放电:放电电压设置为±12KV,选取点:天线处、喇叭、麦克风缝隙以及其它所有的露孔接缝处低温贮存:手机不装电池在-35℃保持8H(翻盖、滑盖手机打开翻盖进行),试验完毕立刻检查外观及结构,常温下恢复2H后检查各项功能。
低温负荷:手机在运行状态下,-15℃保持4H(翻盖、滑盖手机打开翻盖进行),4H内每隔1H 在试验箱里进行手机的各项功能检查。
高温负荷:手机在运行状态下,+55℃保持4H(翻盖、滑盖手机打开翻盖进行),4H内每隔1H在试验箱里进行手机的各项功能检查恒定湿热试验:手机在运行状态下,在+60℃的温度,98%的湿度下保持96H(翻盖、滑盖手机打开翻盖进行)。
96H内每隔8H在试验箱里进行手机的各项功能检查。
实验后干燥2H再做功能检查温度冲击试验:手机装电池关机状态下进行试验(翻盖、滑盖手机打开翻盖进行),高温点设置为+70℃,低温点设置为-30℃,每个温度点保持60min,循环次数为12次。
中间转换时间≤5min振动试验:振动的频率范围为:5Hz~~~500Hz,分别在X、Y、Z轴上振动,每个轴振动60min。
ASD(加速度谱密度)为0.96㎡/S3。
手机试验过程开机运行。
跌落试验:跌落面为水泥地面或跌落机(一般为铁板)地面,手机的六个面(如果是翻盖或滑盖手机还需要增加4个面:打开翻盖时的主按键面及电池面)每个面均需要跌落1次,跌落顺序为:底面—左面—右面—后面—前面-顶面-主按键面-电池面-开盖状态下竖直跌落(顶端朝上)- 开盖状态下竖直跌落(顶端朝上)。
成品检验标准通用版1.目的制定电容触摸屏产品外观及功能检验标准,明确产品检验内容、方法及检查标准,从而确保产品满足客户要求。
2.范围适用于Lens+sensor电容式触摸屏。
3.定义3.1严重缺陷(CR):能给产品的使用者带来危险,或对使用者造成伤害的缺陷;3.2 重要缺陷(MA):影响产品功能、可靠性及装配的缺陷;3.3 轻缺陷(MI):不影响产品功能性及可靠性的缺陷;3.4 密集:缺陷间距大于10mm。
4.职责研发部:负责产品规格和物料的确认。
品质部:负责对本标准条款的制订和修订。
其他部门:负责依照本标准对产品实施判定。
5. 引用标准及抽样方式依照《标准型抽样计划》 MIL-STD-105E的单次抽样形式进行。
6.1 设备/材料6.1.1 灯箱、离子风扇、菲林卡片、10X目视镜、菲林卡片;6.1.2 酒精、石油醚、手指套、无尘布;6.1.3 游标卡尺、千分尺、二次元、;6.1.4 拉力测试仪、透过率测试仪、膜厚仪;6.1.5 盐雾机、冷热冲击箱、高温高湿箱;6.1.6 百格刀、硬度计。
7. 外观检验7.1 外观检查条件及方法7.1.1 检验距离:35cm±5cm7.1.2 检验环境:7.1.2.1检验背景:黑色7.1.2.2照度:1000-1500 Lux7.1.2.3温度:23±3℃7.1.2.4湿度:30%~70%RH7.1.2.5洁净度:1000级7.1.2.6检验角度:反光光使用水平45度检查,反光使用垂直90度检查。
正视角或斜视45 度反光检产品对光检查7.2 区域划分:(按16方格划分)7.2.1 A区:正面可视区 (从正面检视) ,如下图A区包括整个产品的前后透明区域。
7.2.2 B区:正面 (从正面检视),如下图整个视窗边缘位置的区域。
7.2.3 C区:油墨区。
7.3 检验项目判定标准检验项不良定义&图片缺陷位置类别标准判定缺陷分类MA MI目线状缺陷划伤/纤维ABC区<7吋W≤0.03mm,不密集,忽略OK☆0.03mm<W≤0.05mm, L≤2mmDS>20mm,N≤2,OK0.05mm<W≤0.07mm,L≤4mmDS>20mm,N≤1,OKW>0.07mm或L>4mm NG7吋-15吋W≤0.03mm,不密集,忽略OK0.03mm<W≤0.06mm, L≤5mmDS>20mm,N≤2,OK0.06mm<W≤0.1mm,L≤8mmDS>20mm,N≤2,OKW>0.1mm或L>8mm NG15.5吋-32吋W≤0.08mm,不密集,忽略OK0.08mm<W≤0.1mm, L≤15mmDS>30mm,N≤3,OK0.1mm<W≤0.15mm,L≤30mmDS>40mm,N≤4,OKW>0.15mm或L>30mm NG32.5吋-55吋W≤0.1mm,不密集,忽略OK0.1mm<W≤0.15mm, L≤50mmDS>50mm,N≤4,OK0.15mm<W≤0.2mm,L≤70mmDS>30mm,N≤5,OKW>0.2mm或L>70mm NG>55吋W<0.15mm,不密集,忽略OK0.15mm≤W≤0.2mm, L≤70mmDS>50mm,N≤7,OK0.2mm<W≤0.25mm,L≤80mmDS>70mm,N≤10,OKW>0.25mm或L>80mm NG点状ABC区<7吋D≤0.15mm 不密集,忽略OK ☆0.15mm<D≤0.2mm,N≤2,DS>10mm OK ☆损伤TP银线和ITO电极、影响功能NG玻璃裂纹Senso所有产品任何裂纹NG ☆印刷锯齿油墨区<15吋靠近V.A区的锯齿突出宽度<0.3mm OK☆靠近V.A区的锯齿突出宽度>0.3mm NG15吋-45吋靠近V.A区的锯齿突出宽度<0.5mm OK☆靠近V.A区的锯齿突出宽度>0.5mm NG>45吋靠近V.A区的锯齿突出宽度<0.8mm OK☆靠近V.A区的锯齿突出宽度>0.8mm NG油墨漏光/针孔油墨区<15吋边缘区域漏光宽度≤0.2mm,且A面平光不可见,针孔D<0.1mm,不密集,忽略OK ☆针孔:0.1<D≤0.3mm,N≤3,DS>20mmOK ☆边缘漏光宽度>0.2mm,针孔D>0.3 mm,针孔位于距离V.A区边缘2mm以内NG ☆15吋-25吋边缘区域漏光宽度≤0.3mm,且A面平光不可见,针孔D<0.2mm,不密集,忽略OK ☆针孔:0.2<D≤0.4mm, N≤5,DS>30mmOK ☆边缘漏光宽度>0.3mm,针孔D>0.4 mm,针孔位于距离V.A区边缘3mm以内NG ☆>25吋边缘区域漏光宽度≤0.4mm,且A面平光不可见,针孔D<0.4mm,不密集,忽略OK ☆针孔:0.4<D≤0.7mm, N≤8,DS>40mmOK ☆边缘漏光宽度>0.4mm,针孔D>0.7mm,针孔位于距离V.A区边缘4mm以内NG ☆污迹不能擦除的手ABC区所有产品正面在黑色背景下不可见OK ☆指印、水痕、酒精印超过限度样本NG ☆视窗边缘肥油溢墨油墨区所有产品在油墨尺寸的规格标准内OK ☆油墨色差盖板有不同的颜色差异油墨区所有产品与封样不一致NG ☆字体/logoIR孔摄像孔盖板所有产品透光不均,偏暗,偏亮NG ☆透光效果不符合图纸要求NG ☆点状不良:D≤0.2mm,N≤1OK☆镜面银:同色点:D≤0.3mm,N≤1OK☆镜面银:异色点≤0.15mmOK☆镜面银:异色点≥0.15mm NG字符重影,缺损,锯齿,偏移,歪斜NG ☆丝印不良:正面可见异色亮点NG ☆字形字体与样本不一致NG☆孔上面有胶水或其他不可去除的物质NG☆变形改变原形状附件所有产品部件变形(参照图纸及客户要求)NG ☆油墨划痕油墨被尖锐物刮伤产生的透明线条油墨区所有产品1. IR孔、按键及可视区四周3mm 以外,2.产品下面不可见。
Classification 以前通用5"以下(包含5'') General Spec5''~7"(包含7'') General Spec7" ~10''(包含10'')General Spec 点状缺陷(白点/黑点/凹点/凸点/异物)Circular defect (White Dot /Black Dot /Dent /Bump /Foreignmaterial)White/Black PointD ≦ 0.1 mm Ignored0.1 mm < D ≦ 0.2 mm n ≦ 2D > 0.2 mm NG允收:1.D≤0.10mm,忽略不计,但排列成一条直线:1~3之间的间距≧10mm,且与其他点之间的间距≧15mm。
2. 0.10 < D ≤ 0.15mm,N≤2拒收:超过上述范围拒收。
允收:1. D ≤ 0.10mm,忽略不计。
2. 0.10 < D ≤ 0.25mm,N≤23. 0.25 < D ≤ 0.35mm,N≤1。
拒收:超过上述范围拒收。
允收:AA:1. D ≤ 0.20mm,忽略不计。
2. 0.20 mm< D ≤ 0.3mm,N≤23. 0.3 mm< D ≤ 0.4mm,N≤1。
BM:1. D ≤ 0.30mm,忽略不计。
2. 0.3mm< D ≤ 0.4mm,N≤2脏污Dirty Dent:D ≦ 0.1 mm 忽略不计0.1 mm < D ≦ 0.2 mm n ≦ 20.2 mm < D ≦ 0.4 mm n ≦ 1D>0.4 mm NG允收:1.内部:用点状或线状判定2.表面:可擦拭OK3. AA区至红线间距2mm外,忽略不计。
拒收:超过上述范围拒收允收:1.内部:用点状或线状判定2.表面:可擦拭OK3. AA区至红线间距2mm外,忽略不计。