盖板来料检验规范
- 格式:xls
- 大小:23.00 KB
- 文档页数:2
来料检验规范来料检验规范一、目的来料检验是指对供应商送来的原材料、零部件或半成品进行检验,以确保其质量符合要求,从而保证生产过程中所使用的材料能够满足产品的质量标准。
来料检验规范的目的在于确保从供应商收到的材料质量稳定可靠,以减少缺陷产品的产生,提高产品的合格率。
二、适用范围来料检验规范适用于所有进货材料的检验,包括原材料、零部件和半成品。
对于重要性和敏感性较高的材料,应该进行更加严格的检验。
三、检验程序1. 接收材料:接收到供应商送来的材料后,仔细检查外包装是否完好无损。
2. 检查文件:查看供应商提供的来料检验报告或相关质量证明文件,并与物料的检验要求进行比对。
3. 规格检验:根据产品规格书、质量标准或技术要求,对材料进行外观、尺寸、重量等方面的检验。
4. 抽样检验:按照抽样检验标准,从收到的材料中抽取一定数量的样品进行检验。
对于大批量的材料,可以采用统计抽样方法。
5. 检验记录:将检验结果记录在来料检验报告中,包括样品编号、检验日期、检验员、结果等信息。
同时,将不合格品进行标注和处理。
6. 不合格处理:对于不合格的材料,及时通知供应商,并要求其退换或重新提供合格的材料。
并且要对不合格品进行分类、封存和处理,以防止误用。
四、监督和改进1. 监督:建立来料检验数据的统计和分析系统,对不合格品进行整理和分析,找出常见的问题和缺陷,并采取措施加以改进。
2. 持续改进:与供应商保持良好的沟通和合作关系,定期进行供应商评估,并对不合格品的原因进行深入调查和分析,以减少不合格品的数量和频率。
3. 记录和归档:保留所有的来料检验记录和相关文件,便于日后的追溯和参考。
五、操作注意事项1. 检验人员应经过专业培训,具备相关的技能和知识,并严格按照检验标准和操作规程进行检验工作。
2. 检验仪器和设备应定期校准和维护,确保其准确性和可靠性。
3. 对于质量较为关键的材料,可以借助第三方检验机构进行确认和验证,以提高检验结果的准确性。
来料质量检验标准规范来料质量检验标准规范是确保原材料、零部件和产品符合既定质量要求的重要环节。
以下是一个关于来料质量检验标准规范的示例。
一、目的本规范旨在明确来料质量检验的标准、方法和程序,以确保原材料、零部件和产品符合公司的质量要求和客户的期望。
二、适用范围本规范适用于公司内外所有原材料、零部件和产品的质量检验,包括采购的原材料、外协加工的零部件以及客户退回的产品。
三、检验标准1.检验依据:依据采购合同、技术协议、产品图纸、质量标准等技术文件,以及国家相关法律法规和企业标准,制定来料质量检验标准。
2.质量要求:原材料、零部件和产品应符合合同约定的质量要求,包括外观、尺寸、性能、安全等方面的要求。
对于关键材料、重要零部件和最终产品,应进行更为严格的检验。
3.检验项目:检验项目应涵盖原材料、零部件和产品的外观、尺寸、成分、性能、安全等各个方面。
根据物料类别和用途,确定必要的检验项目和抽样方案。
4.检验方法:根据检验项目和要求,选择合适的检验方法。
常规的检验方法包括目测、尺寸测量、重量检测、性能测试等。
对于特殊要求的检验项目,可采用无损检测、理化分析等更为专业的检测方法。
5.合格判定:根据检验结果,对原材料、零部件和产品进行合格判定。
对于关键物料和重要零部件,应进行严格的合格判定,包括全数检验和逐个确认。
对于一般物料和其他产品,可采用抽样检验和统计过程控制等方法进行合格判定。
6.不合格处理:对于检验不合格的原材料、零部件和产品,应及时进行处理。
根据不合格的性质和严重程度,与供应商协商退货、换货或进行生产调整。
对不合格品进行有效控制,防止非预期使用。
7.记录保存:质量检验记录是来料质量的重要凭证,应按规定进行保存。
记录应清晰、完整,便于查阅和分析。
四、检验流程1.来料接收:供应商将物料送达企业后,仓库管理员应核对物料的品种、规格、数量等信息,确保与采购合同一致。
2.初步检验:仓库管理员应对物料进行初步检查,包括外观、尺寸等基本项目的检查。
玻璃盖板检验规范通用标准玻璃盖板作为建筑材料中重要的一部分,其质量直接影响到建筑结构的安全性和美观度。
为了保证玻璃盖板的质量,需要对其进行严格的检验。
下面将介绍玻璃盖板的一般检验规范,以便相关人员在工作中能够准确评估玻璃盖板的质量。
一、外观检验1.1 玻璃盖板应无裂纹、变形、气泡、杂质等明显缺陷。
1.2 玻璃盖板的四边应平直,无明显变形。
1.3 玻璃盖板的边缘应光滑,无毛刺和碰伤痕迹。
1.4 玻璃盖板的表面应光滑均匀,无明显划痕和污渍。
二、尺寸检验2.1 玻璃盖板的长度、宽度、厚度应符合设计要求。
2.2 玻璃盖板四边边缘的宽度应一致,边角应90度。
三、重量检验3.1 玻璃盖板的质量应符合标准规定。
3.2 采用专用仪器或天平进行称重,结果应与产品质量证书上标注的重量一致。
四、强度检验4.1 玻璃盖板应具有一定强度,能够承受一定载荷。
4.2 可采用压力测试仪器对玻璃盖板进行抗压强度测试,结果应符合国家标准。
五、透光性检验5.1 玻璃盖板的透光性应符合设计要求。
5.2 可使用光度计进行透光率测试,结果应符合国家标准。
六、安装检验6.1 安装玻璃盖板时,应符合安装要求,固定牢固不松动。
6.2 安装完毕后,应检查表面是否有划痕、凹凸等瑕疵。
七、包装检验7.1 玻璃盖板的包装应完好无损,防止在运输中受损。
7.2 包装上应标注产品名称、生产日期、生产厂家等信息,便于识别和追溯。
总结:通过以上检验规范,可以有效评估玻璃盖板的质量,确保其符合相关标准和要求。
同时,相关生产和施工单位应加强对玻璃盖板的质量管理,提高产品质量和安全性。
希望本规范能为工程建设提供参考,确保玻璃盖板的质量和安全性。
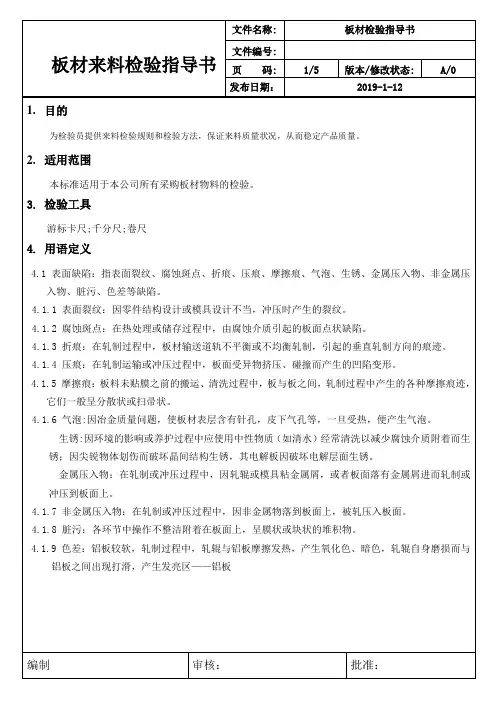
31 目的:订定我司钢化玻璃及盖板检验规范,保证我司产品质量达到预定的指标。
2 适用范围:本规范适用于我司所有的钢化玻璃、盖板来料的检验。
3 定义:CR:严重缺点(Critical Defect),指使产品无法使用、无法装配,或信赖性不达标之缺点。
MA:主要缺点(Major Defect) ,指无法达成产品之预期目的,无法排除或难以排除之缺点但不影响产品的使用。
MI:次要缺点(Minor Defect) ,实际上不会降低或影响制品使用目的、易于排除之缺点。
4 职责IQC 检验员:负责此检验规范的执行。
5 作业内容5.1 检验标准:采用 GB/T2828.1-2003 单次Ⅱ级抽样水平检验方案5.2 检验条件检验环境:温度:23+/-3 度;湿度:30%~70%RH,环境光度为600~1000LUX(20~40W日光灯);检验距离:20cm~40cm检视角度:垂直旋转角度:+/-45 度,从上往下;水平旋转角度:+/-45 度,从左往右;检验要求:检验时需戴手指套检验工具:带背光源工作台、二次仪测试仪、显微镜、卡尺、千分尺各检验夹具等。
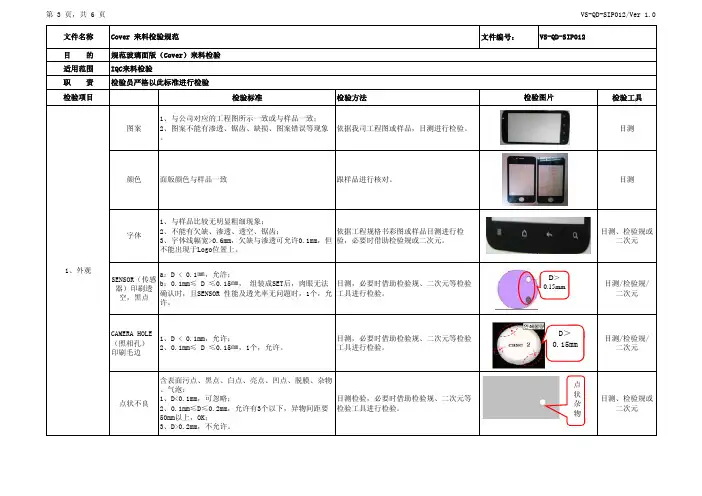
检验时间:产品单面检验时间不超过 10 秒5.3 外观检验标准判定(如下表):5.3.1 同色点:1、油墨区内跟油墨颜色一样的点;5.3.2 异色点:1、指油墨区内跟油墨颜色不一样的点;2、VA区内的黑点、蓝点等有色点;钢化玻璃区域划分①正面:玻璃介质面,分VA区和油墨区。
②.反面:油墨介质面为反面1、外观检验检验项目检验标准检验方法/设备缺陷允收拒收部品标签、供应商出货检验报告部品标签需检查料号、版本、内部单号、数量等,且实物需与订单相符;供应商出货检验报告需信息完整、填写规范、检验合格、品质主管审核信息有误,或与实物不符,或报告无审核目视MA包装上下均须贴附保护膜。
白片:每行5粒,每粒均要求竖直排列。
如:1 2 3 4 5盖板:单粒;每100粒为一单位包装(包装必须真空)并贴标识写上型号、订单号、版本、数量、包装叠加不能超过3包。
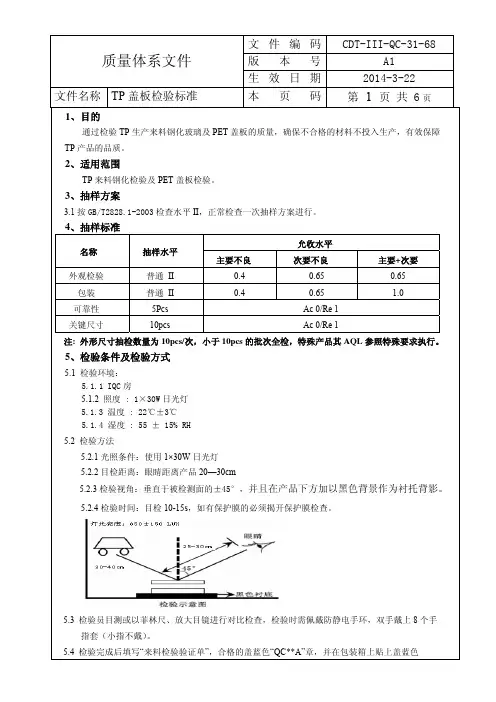
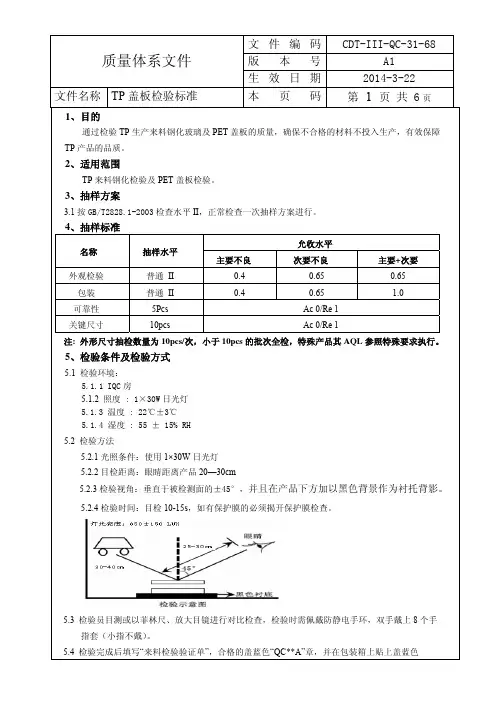
生效日期2014-3-22文件名称 TP盖板检验标准本页码第1页 共 6页1、目的通过检验TP生产来料钢化玻璃及PET盖板的质量,确保不合格的材料不投入生产,有效保障TP产品的品质。
2、适用范围TP来料钢化检验及PET盖板检验。
3、抽样方案3.1按GB/T2828.1-2003检查水平II,正常检查一次抽样方案进行。
4、抽样标准允收水平名称抽样水平主要不良次要不良主要+次要外观检验普通 II 0.4 0.65 0.65 包装普通 II 0.4 0.65 1.0可靠性5Pcs Ac 0/Re 1关键尺寸10pcs Ac 0/Re 1注: 外形尺寸抽检数量为10pcs/次,小于10pcs的批次全检,特殊产品其AQL参照特殊要求执行。
5、检验条件及检验方式5.1 检验环境:5.1.1 IQC房5.1.2 照度 : 1×30W日光灯5.1.3 温度 : 22℃±3℃5.1.4 湿度 : 55 ± 15% RH5.2 检验方法5.2.1光照条件:使用1×30W日光灯5.2.2目检距离:眼睛距离产品20—30cm5.2.3检验视角:垂直于被检测面的±45°,并且在产品下方加以黑色背景作为衬托背影。
5.2.4检验时间:目检10-15s,如有保护膜的必须揭开保护膜检查。
5.3 检验员目测或以菲林尺、放大目镜进行对比检查,检验时需佩戴防静电手环,双手戴上8个手指套(小指不戴)。
5.4 检验完成后填写“来料检验验证单”,合格的盖蓝色“QC**A”章,并在包装箱上贴上盖蓝色生效日期2014-3-22文件名称 TP盖板检验标准本页码第2页 共 6页“QC**A”章的原材料检验合格证;不合格的盖红色“QC**R”章,交品管部管理人员确认,并在其包装箱上贴盖红色“QC**R”章的原材料不合格证。
5.5 不合格批经审批同意可特采使用,同时贴上原材料特采使用证。
5.6 检验不合格的来料的处理,按《来料检验和试验控制程序》执行。
盖板检测标准
盖板检测标准主要包括尺寸、平整度、表面质量等方面的要求。
以下为盖板检测标准的具体内容:
1.尺寸:盖板的尺寸应符合国家相关标准和设计要求,包括盖板的
长、宽、厚度等方面的要求。
尺寸误差一般不大于3mm。
2.平整度:盖板的平整度是指盖板表面与水平面的距离差,通常要
求不得超过盖板厚度的1/200。
平整度检测可采用压板法、钢丝法和光学法等进行。
3.表面质量:盖板表面质量主要包括表面平整度、表面光洁度、表
面硬度、表面防滑性等方面的要求,不同用途的盖板表面质量要求不同。
在实际检测中,可采用目视检查、触碰检查和镜面检查等方法。
4.抗压强度:水泥盖板经过压力测试后抗压强度应符合要求,一般
要求10kN/m2以上。
水泥盖板吸水率应符合要求,一般要求不超过5%。
5.耐候性能:水泥盖板在荷载、水、风、日照等外界条件下长期使
用后不应有脆化、老化、开裂等现象。
除了以上提到的标准,还要注意检测工具的准确性,确保检测结果的精度和可靠性;检测前应清洗盖板表面,以免影响检查结果;检测时应按照规定的方法和标准进行;检测结果应记录并保存,以备查证;检测后应及时处理不合格的盖板,以保证使用安全。
来料检验规范及流程来料检验是指对供应商提供的原材料或零部件进行检测和评估,以确保其质量符合要求,可以正常使用。
一个完善的来料检验规范及流程能有效提高产品质量,降低生产成本,并为供应商和采购方提供一个良好的合作基础。
下面是一个典型的来料检验规范及流程的介绍。
一、来料检验规范1.检验设备:明确需要的检验仪器和设备,并建立相关检验设备的采购、验收、领用和维护等程序。
2.来料检验标准:根据产品的要求,制定相关的来料检验标准,包括尺寸、外观、性能等方面的要求。
3.来料检验参数:明确需要测量和记录的参数,如尺寸、重量、硬度、含水率等。
4.来料检验方法:根据产品的特点和要求,选择合适的检验方法,如目视检查、尺寸测量、化学分析、机械性能测试等。
5.控制样品数量:根据统计学原理,确定合理的样本数量和抽样方法,以保证检验结果的可靠性。
6.来料检验记录:建立来料检验记录,包括检验结果、检验员、检验日期等信息,以便溯源和管理。
7.不合格处理:明确不合格品的处理方式,包括退货、整改、追溯等,同时建立相应的管理程序。
二、来料检验流程1.采购订单及合同:确保来料检验的基础,包括产品规格、质量标准、交货日期等信息。
2.送货接收:接收供应商送来的原料或零部件,并核对送货单和采购订单是否一致。
3.样品抽样:根据抽样方法,从送货中抽取样品,保证样品的代表性和可证据性。
4.检验参数测量:使用合适的检验方法,对样品进行测量和测试,记录测量结果。
5.检验结果评估:根据来料检验标准,评估检验结果是否合格,并记录评估结果。
6.不合格品处理:对于不合格品,根据不合格处理程序进行处理,如退货、整改等。
7.合格品接收:接收合格的原料或零部件,并进行验收,记录接收结果。
8.数据分析及统计:对检验结果进行分析和统计,找出问题的原因,并及时采取改进措施。
9.持续改进:根据统计结果和过程控制,持续改进来料检验规范及流程,以提高产品质量和效率。
以上是一个典型的来料检验规范及流程的介绍,可以根据具体的产品和公司情况进行调整和完善。
生效日期2014-3-22文件名称 TP盖板检验标准本页码第1页 共 6页1、目的通过检验TP生产来料钢化玻璃及PET盖板的质量,确保不合格的材料不投入生产,有效保障TP产品的品质。
2、适用范围TP来料钢化检验及PET盖板检验。
3、抽样方案3.1按GB/T2828.1-2003检查水平II,正常检查一次抽样方案进行。
4、抽样标准允收水平名称抽样水平主要不良次要不良主要+次要外观检验普通 II 0.4 0.65 0.65 包装普通 II 0.4 0.65 1.0可靠性5Pcs Ac 0/Re 1关键尺寸10pcs Ac 0/Re 1注: 外形尺寸抽检数量为10pcs/次,小于10pcs的批次全检,特殊产品其AQL参照特殊要求执行。
5、检验条件及检验方式5.1 检验环境:5.1.1 IQC房5.1.2 照度 : 1×30W日光灯5.1.3 温度 : 22℃±3℃5.1.4 湿度 : 55 ± 15% RH5.2 检验方法5.2.1光照条件:使用1×30W日光灯5.2.2目检距离:眼睛距离产品20—30cm5.2.3检验视角:垂直于被检测面的±45°,并且在产品下方加以黑色背景作为衬托背影。
5.2.4检验时间:目检10-15s,如有保护膜的必须揭开保护膜检查。
5.3 检验员目测或以菲林尺、放大目镜进行对比检查,检验时需佩戴防静电手环,双手戴上8个手指套(小指不戴)。
5.4 检验完成后填写“来料检验验证单”,合格的盖蓝色“QC**A”章,并在包装箱上贴上盖蓝色生效日期2014-3-22文件名称 TP盖板检验标准本页码第2页 共 6页“QC**A”章的原材料检验合格证;不合格的盖红色“QC**R”章,交品管部管理人员确认,并在其包装箱上贴盖红色“QC**R”章的原材料不合格证。
5.5 不合格批经审批同意可特采使用,同时贴上原材料特采使用证。
5.6 检验不合格的来料的处理,按《来料检验和试验控制程序》执行。