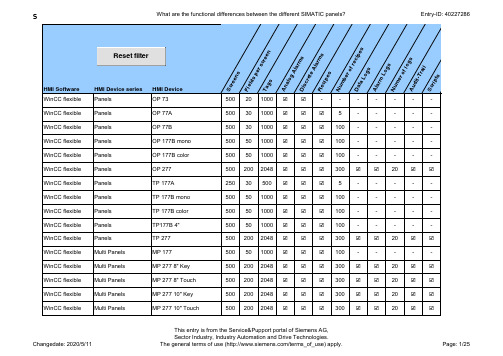
西门子CI
- 格式:ppt
- 大小:4.70 MB
- 文档页数:34
2. 应急操作系统出现故障,此时的火警在操作显示盘上以“非编址火警”(无具体的地址)方式显示。
这由系统中的应急操作电路来完成。
在应急操作方式下会减少报警信息。
—非编址报警在操作显示盘上(视和听)—警笛被驱动,在操作显示盘上可以消音。
—通过CPU板的触点来驱动远程火警。
—探测器上的指示灯闪亮(非编址探测器除外)。
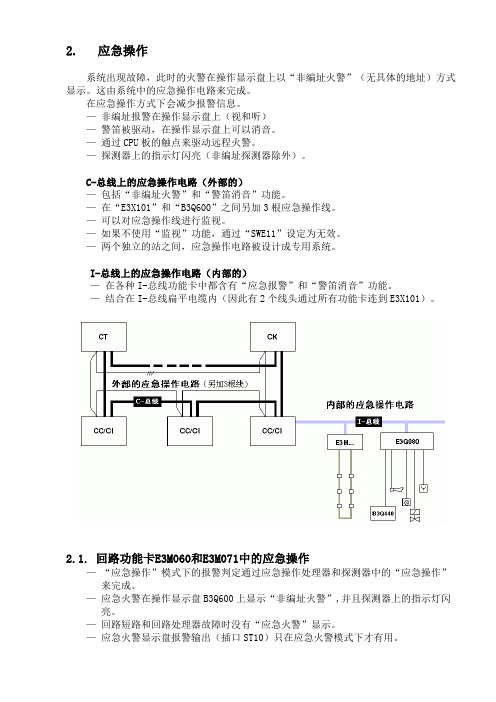
C-总线上的应急操作电路(外部的)—包括“非编址火警”和“警笛消音”功能。
—在“E3X101”和“B3Q600”之间另加3根应急操作线。
—可以对应急操作线进行监视。
—如果不使用“监视”功能,通过“SWE11”设定为无效。
—两个独立的站之间,应急操作电路被设计成专用系统。
I-总线上的应急操作电路(内部的)—在各种I-总线功能卡中都含有“应急报警”和“警笛消音”功能。
—结合在I-总线扁平电缆内(因此有2个线头通过所有功能卡连到E3X101)。
2.1. 回路功能卡E3M060和E3M071中的应急操作—“应急操作”模式下的报警判定通过应急操作处理器和探测器中的“应急操作”来完成。
—应急火警在操作显示盘B3Q600上显示“非编址火警”,并且探测器上的指示灯闪亮。
—回路短路和回路处理器故障时没有“应急火警”显示。
—应急火警显示盘报警输出(插口ST10)只在应急火警模式下才有用。
2.2. 回路功能卡E3M080中的应急操作—应急操作的报警判定通过硬件比较器来完成。
—应急火警在操作显示盘B3Q600上显示“非编址火警”,探测器上的指示灯不亮。
—可选功能“短路报警”也是通过应急报警来实现。
—相应的应急火警显示盘报警输出(插口ST10)只在应急火警模式下才有用。
2.3. 回路功能卡E3M111中的应急操作—“应急操作”模式下的报警判定通过应急操作处理器来完成。
—应急火警在操作显示盘B3Q600上显示“非编址火警”,且探测器上的指示灯闪亮。
—回路短路和回路处理器故障时没有“应急火警”显示。
2.4. 灭火功能卡E3G080中的应急操作a) 控制器出现故障(E3X101或B3Q600)灭火功能卡E3G080的功能是独立的。
4 总结除甲烷塔工况的好坏,直接关系到上塔工况的好坏,它影响着产品氧气、氮气的正常生产和提取,更重要的是它肩负着主冷除甲烷等碳氢化合物的重要使命。
这一次生产故障是除甲烷塔的液位控制阀投入手动控制状态的时间过长,没有及时调节,造成除甲烷塔的液位超量程,影响了产品氧气、氮气的正常提取。
主冷内甲烷、乙炔等碳氢化合物不能及时通过除甲烷塔清除,影响的不仅是氧气、氮气的生产和提取,更危险的是主冷的安全性,一旦主冷中乙炔、甲烷等碳氢化合物含量过高,就会对空分设备的安全运行构成威胁。
所以,平时要经常检查,确认空分设备的声光报警功能正常;经常翻看控制系统中的流程画面,巡检流程图,及时发现异常并处理。
加强技术学习,提高操作水平,不犯低级错误,避免事故发生。
加强责任心,上下班交接时要将调节的阀门和参数等内容交待清楚,使接班人员心中有底。
只有大家共同努力,才能保证空分设备安全运行。
空气化工产品公司和北京低碳清洁能源研究所共同开拓中国氢燃料加注项目空气化工产品公司和北京低碳清洁能源研究所(以下简称:低碳所)宣布签署了一项谅解备忘录,就未来在中国氢燃料加注项目的潜在合作作出了安排。
双方企业代表于2016年10月12日在美国加州举行的低碳所美国分部开业典礼上签署了这一备忘录。
低碳所是一家隶属于神华集团总部的研发机构,致力于氢能技术的研发,有志于同全球主要的合作伙伴共同拓展中国市场的氢燃料加注业务。
作为全球最大的氢气供应商,空气化工产品公司在全球拥有广泛的氢燃料加注市场经验,在全球氢燃料添加和加氢站基础设施领域占据领先地位。
双方在备忘录中一致同意共同探索氢燃料加注项目,并为每个项目寻求低成本生产和配送氢气的方案,同时推进中国加氢站建设法规和标准的进一步完善。
空气化工产品公司提供液态和气态氢,以及用于在不同压力下进行氢燃料加注的各类设备和协议。
加氢站的氢可通过卡车和管道输送到站点。
氢气主要通过天然气重整、生物能转换或电解的方式来制取,其中包括由太阳能或风能驱动的电解模式。


1.G90/91绝对/增量尺寸编程(1)G90(模态),G90是绝对尺寸输入,所有数据对应于实际工件零点。
(2)G91(模态),G91是增量尺寸输入,每一尺寸对应于上一个轮廓点。
2.G70/G71英制/公制编程G70英制,G71米制,根据零件图纸的需要,在编制零件加工程序时,可以在英制和米制之间切换。
3.G54~G57设置零点偏移,建立工件坐标系G54/G55/G56/G57:调用第1至第4可设置零点偏置。
4.G17/G18/G19平面选择指令(1)G17:加工平面X/Y;(2)G18:加工平面Z/X;(3)G19:加工平面Y/Z;加工平面的划分用来决定要加工的平面,同时也决定了刀具半径补偿的平面、刀具长度补偿的方向和圆弧插补的平面,一般在程序的开始定义加工平面;当使用刀具半径补偿命令G41/G42时加工平面必须定义,以便控制系统对刀具长度和半径进行修正,一般设置为G17(X/Y)。
5.G0快速移动指令(1)编程格式。
G0X__ Y__Z__;(2)、意义:X__ Y__Z__:直角坐标系内的终点坐标;可以用G0去快速移动刀具到工件表面或换刀点;这个指令不适合工件的加工。
执行G0指令时刀具以尽可能快的速度(快速)运动,这个快速移动速度是在机床参数内为每个轴定义好的,但受进给速度修调开关的倍率调节。
6.G1直线插补指令(1)编程格式:G1X__Y__ Z__ F__;(2)含义。
X__Y__ Z__:直角坐标系内的终点坐标;F__:进给速度(m m/min)。
G1指令可以沿平行于坐标轴,倾斜于坐标轴或空间的任意直线运动,直线插补可以加工3D曲面及槽等。

1.工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:①编辑(EDIT)方式:在该方式下编辑零件加工程序。
②手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。
③手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
④存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。
⑤手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
⑥示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2.加工程序的编制①普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。
此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等,程序如下例所示:O0010;N1 G92X0Y0Z0;N2 S600M03;N3 G90G17G00G41D07X250.0Y550.0;N4 G01Y900.0F150;N5 G03X500.0Y1150.0R650.0;N6 G00G40X0Y0M05;N7 M30;编程时应注意的是代码的含义。
车床、铣床、磨床等不同系列的系统同一个G代码其意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M代码的意义也不相同,编程时须查看机床说明书。
用户宏程序(MACRO)的编辑方法与G代码程序的编制基本是一样的,不同点是宏程序是以语句基本单元(不是以字符)进行编辑的。