JD15.Q0401(3.0) 冰箱金属冷冲压件检验作业指导书
- 格式:doc
- 大小:79.00 KB
- 文档页数:3
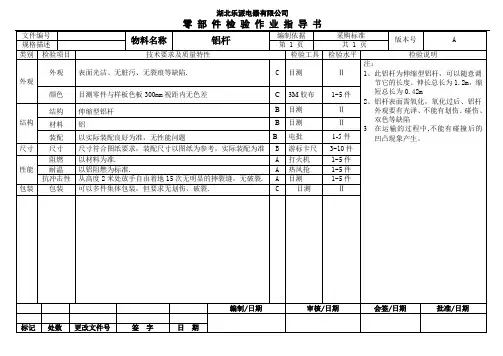
物料类别钣金件物料名称金属冷冲压件共3页文件号JD15.Q0401(3.0) 类别检验项目检验方法及技术要求检验器具质量特性抽样判定检验周期
标志★标志每批冲压件应有合格证,每转移批上要求标志清楚,标志主要内容为:
a 产品名称、型号、物料编码、数量;
b 对特殊要求进行补充检验的结论;
c 质量检验合格印记。
d 符合 RoHS 要求的,应在产品包装上有 RoHS 标识。
目测 C S-2/2.5 每批
包装质量★包装质量冲压件需用专用器具装运,专用器具须结实牢靠。
冲压件的装箱摆放须合理,堆放高
度要适合,以避免运输过程中碰伤、压坏、变形。
目测 D S-2/4.0 每批
外观
★表面质量
表面应洁净,无油污、明显灰尘、黑斑、锈蚀、发白、脱锌现象及明显机械划伤痕和
严重拉伤痕,翻边孔无开裂,喷涂件用钣金毛胚半成品允许不生锈的打磨痕
目测 C S-2/1.5 每批★接地标志有接地标志的零件,接地标志应圆整,清晰可见,无明显歪斜目测 B S-2/2.5 每批★毛刺质量
冲压件切口允许有毛刺。
非喷涂钣金件毛刺高度不大于 0.07mm;喷涂件用钣金毛胚
半成品毛刺高度不大于 0.05mm
目测 C S-2/1.5 每批★焊点质量
焊点的大小及排列应符合图纸要求;焊点应平整圆整,无焊穿、松焊、虚焊及周边严
重飞溅现象;非喷涂钣金件焊点应涂银油,无明显生锈现象;喷涂件用钣金毛胚半成
品焊点不涂银油
目测 B S-2/2.5 每批★粘贴件粘贴质量
冲压件上粘贴的海绵件、绒布等,应粘贴牢固平整,不得有变形、撕裂、破损、松脱、
翘起等现象.
目测 C S-2/1.5 每批★允许的外观瑕疵
冲压件允许有以下的外观缺陷:
a 非喷涂冲压件,除电控盒、防火钣金以及图纸有明确要求的表面不允许有油外,其
它产品表面允许有不明显的冲压成型后残留的防护油;
b 非喷涂冲压件表面允许有轻微且不密集未达基体的机械划痕;
c 非喷涂冲压件冲裁截面允许有轻微的生锈,锈蚀面积不超过节切口截面积;
d 非喷涂冲压件成型弯角位处允许有未达基体的拉伤痕,圆弧过渡处允许轻微的过渡
不圆滑;
e 非喷涂冲压件表面允许有目视不明显的轻微凹凸和压痕,但喷涂用钣金毛胚件不允
许。
目测 C S-2/1.5 每批
物料类别钣金件物料名称金属冷冲压件共3页文件号JD15.Q0401(3.0) 类别检验项目检验方法及技术要求检验器具质量特性抽样判定检验周期
尺寸
★冲压件尺寸
尺寸应符合图纸及装配要求。
未注尺寸、角度、形状和位置公差分别按 GB/T 13914、
GB/T 13915、GB/T 13916 选取;对加工后易变形而装配后能恢复正确几何形状的成
形件,在自由状态下,实际尺寸允许超过极限尺寸,但装配后实际尺寸应在其极限
偏差尺寸范围内。
卷尺, 游标卡尺 B S-2/1.5 每批★焊接尺寸
零件与零件焊接后的尺寸,应符合图纸要求。
底脚与底盘、压缩机螺栓与底盘焊
接后,应互相紧贴,间隙不应超过 0.3mm
卷尺, 游标卡尺 B S-2/1.5 每批
★粘贴件位置和尺
寸
有海绵件、绒布等粘贴件的粘贴位置和尺寸,应符合图纸要求。
目测 C S-2/2.5 每批
性能
焊接性能
螺钉焊接:用胶棒将焊在底盘上的压缩机螺钉或焊在蜗壳后板上的电机螺钉,用力
敲击使之承受外力矩及向下冲击力,螺钉倾钭一定角度(约 15°)后焊点仍焊接牢
固,无脱焊、松焊现象;
板材焊接:用强力将焊接的两部分分开,焊接件必须在焊点四周脱裂,而焊点本身没
有脱离。
胶棒 A (3;0,1)每年一次盐雾试验
温度35±2度,5%的NACL溶液。
ph值6.5—7.2.对零件进行中性盐雾试验,16h 后
无白锈和大面积变黑, 96h 后,试验表面无基体锈蚀现象;
非喷涂钣金件对零件进行中性盐雾试验,16h 后无白锈和大面积变黑, 96h 后,试
验表面无基体锈蚀现象;
喷涂件用钣金毛胚半成品对零件进行中性盐雾试验,96h 后,切口、焊点或拆角以外
的试验表面部位无基体锈蚀现象。
盐雾箱 B (3;0,1)每年一次镀锌层重量测试
非喷涂钣金件测试,将3.5 g化学纯六次甲基四胺溶解于500ml浓盐酸中,用蒸馏水稀
释到1000 ml。
将样件放入溶液中,直到表面镀层完全溶解。
用天平称重试样,单位
面积镀层重量=(溶解前的质量-溶解后的质量)/表面积。
要求出口边板镀锌层重量
≥220g/m2(三点测试平均值),其它冲压件镀锌层重量≥180g/m2(三点测试平均值)。
/ B (2;0,1)每年一次
物料类别钣金件物料名称金属冷冲压件共3页文件号JD15.Q0401(3.0) 类别检验项目检验方法及技术要求检验器具质量特性抽样判定检验周期
ROHS 应符合企标JC12.D0008家用电器有害物质技术要求。
荧光X射线分析仪 A (1;0,1)每年一次
备注:带★号为常规检验项目;其余为型试试验
此标准依据企标及图纸编制
编制/日期审批/日期批准/日期
蒋涛/2016.9.7 孟辉/2016.9.8 缪阿华/2016.9.8。