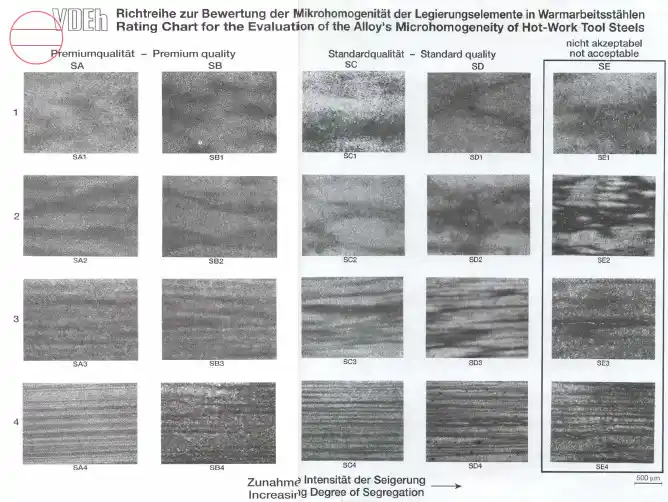
图谱北美压铸模金相标准 NADCA 207-2003
- 格式:pdf
- 大小:1.86 MB
- 文档页数:7
压铸件外观通用检验标准
1目的:
为压铸件提供外观检验依据,确保压铸毛坯符合客户要求。
2范围:
压铸件
3定义
3.1压铸毛坯:指经过时效处理、打磨、喷砂、整形后的压铸产品压铸机加工:通
过加工机械精确去除压铸材料的加工工艺。
3.2压铸件常见缺陷特征有外部缺陷和内部缺陷
3.2.1外部缺陷及定义
粘模: 顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称为拉伤面。
分层:铸件上局部存在有明显的金属层次
裂纹:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。
变形:由于收缩不均或外力导致压铸件几何形状与图纸不符。
流痕:压铸件表面与金属液流动方向一致的条纹。
无发展趋势。
水纹: 铸件表面上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0#砂布稍擦几下即可去除。
冷隔:在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。
形状细小而狭长,有时交接边缘光滑,有断开的可能。
龟裂毛刺:由于模具型腔表面产生热疲劳而形成的铸件表面上的网状凸起痕迹和金属刺。
凹陷:铸件的厚大部分表面有平滑的下凹现象。
欠铸:铸件表面有浇不足的部位,导致轮廓不清。
飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角。
错位:铸件的一部分与另一部分在分型面上错开,发生相对位移
脱皮:铸件表面部分与基体剥离的现象。
色斑:铸件表面上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。


壓鑄公司的首家學會是北美壓鑄學會(NADCA).北美壓鑄學會是一個國際技朮和教育組織, 成員大部分來自美洲從事壓鑄件生產的公司, 也有來自其他洲的成員. 在壓鑄工藝和科學方面, 在金屬的表面處理方面和同類工藝方面壓鑄學會致力于改善和知識的傳播.壓鑄學會的初始目標是提高團体的壓鑄知識, 培訓教育課程, 鼓勵新產品的研究, 通過教育和研究促進壓鑄工業的發展和成長.NADCA(以前為SDCE)于1955年在密執安州法律的指導下作為一個非贏利組織組成學會. 現在在美國、加拿大和拉丁美洲已有24家分會. 由于對NADCA的活動感興趣, 其他的分會仍在組織之中.(4) 壓鑄工業(THE DIE CASTING INDUSTRY)在北美有350多家壓鑄廠商, 很多壓鑄廠商都是專業生產壓鑄件的獨立公司. 這些公司通過計件竟標獲得業務. 這些“習慣”上稱為壓鑄厂的規模小到只有三、四台小型壓鑄机, 大到具有許多大型壓鑄机厂的股份公司.有些壓鑄公司已開發了具有專利的生產線使他們的生產能力大大提高. 如果一旦成為壓鑄公司, 或者確定生產, 那么就包含在壓鑄之中. 因為這是生產他們產品的最佳途徑. 當一個公司內有壓鑄廠支持其活動時, 壓鑄操作就認為是“鑄造”操作. 在北美大約一半的壓鑄厂都屬于這种范疇.汽車、小發動机、船舶外裝產品和建筑商五金工業都有大型的壓鑄設施. 有些厂具有100多台壓鑄机, 其合模力可達32MN(3.500吨). 同樣, 大部分小功率電子感應電動机的制造厂商也具有壓鑄設施.很多其他金屬生產公司也有壓鑄厂, 它們又有一台小型壓鑄机從事大量的制造, 与此同時這些公司實質上也可以專門從事壓鑄制造了.因為壓鑄操作要求專門的工程技朮且培訓從事設備維修人員要求高, 所以壓鑄厂通常最經濟的作法是至少要有12台中等大小的壓鑄机. 壓鑄机的數量太少已証明是得不到技朮人員和設施合理支持的. 如果壓鑄操作僅限于合模力小于10MN(100ton3)的壓鑄机, 那么經濟狀況就不一樣了, 經濟的作法是統一大小, 數量為三到四台壓鑄机.(5) 開發歷史(HISTORICALDEVELOPMENT)在1849年, 斯特吉斯(Sturgiss)介紹了和壓鑄相似的工藝, 并利用名為“鉛壺”(圖示1)的机器生印刷業中的鉛字而獲專利首次知曉壓鑄是在1868年, 一個英國發明家查爾斯‧波伯哥(Charls Babbage)開發出了壓力壓鑄工藝, 給當圖示1-1. 這是由斯特吉斯(Sturgiss)于1849年獲得專利的“鉛壺”. 早期這种壓鑄机把鉛鑄造成型.今計算机先驅 “机械計算机”生產精密的零部件, 這些零件中有一件非常薄, 直徑為6.5英寸, 有80齒的齒輪. 在1877年, 一台手工操作的壓鑄机由都森波利(Disenbery)在美國制造出來, 生產机車頭軸承殼(圖示1-2).批量生產產品的需求隨著消費品市場的需求在增長, 如愛迪生電報机, 電報机的零部件早在1892年就開始壓鑄,与此同時, 像現金出納机這樣的業務机器又為壓鑄開辟了新的市場. 壓鑄工藝的成長和技朮開發大約從1904年開始,H ‧H 富蘭克林公司開始給汽車工業生產連杆軸承. 主要的開發是在1922年,新澤西的鋅公司把鋅合金引入壓鑄業中才清除了早期出現的問題.鋁合金首次鑄造大約是在1914年,使用空氣壓力把熔化金屬壓入模中(圖示1-3). 鋁合金的熔點高且和鐵反應,使這種金屬的廣泛應用一直推遲至二十世紀三直年代初 “冷室”工藝開發出來.這种工藝減少了鋁和机器的鐵成分接觸的時間, 從而大大減少了鋁和鐵反應的机會.我們現在知道, 二十世紀三十年代做出的很多開發部是現代壓鑄工業開始的年代. 這些開發是: (1)首次黃銅壓鑄; (2)高純度鋅的利用; (3)自動壓鑄机出現;(4)商用壓鑄机的大小和复雜化程度潛在增長; (5)二氧化硫配比裝置的開發使鎂的壓鑄成為可能.壓鑄工業增長速度最快的時候是在二十世紀五十年代和二十世紀六十年代初. 汽車工業和應用工業需要零件數量最多的部分是壓鑄. 認真研究程序, 目的在于找到使過程更有效、更具竟爭的方法. 在二十世紀七十年代把工業帶進一個复雜化的時代。