牛奶花生工艺流程
- 格式:docx
- 大小:20.02 KB
- 文档页数:4
福建盼盼饮料有限公司PET花生牛奶(500mL)制程指导 (代工厂:湖北钟祥汇源)文件史略表项次 修改日期 版本 修改主要内容1 20140218A新发行。
23456789101112131415文件编号 名 称 页次/总页数 1 / 3ZC PET002-A (500mL)-HY PET花生牛奶(500mL)制程指导 版 本A(500mL)-HY一、花生牛奶生产工艺流程图(按25吨调配液定容):②③全脂奶粉、烤花生酱 乳化稳定剂、部分白砂糖(辅料A)燕麦粉(用乳化罐单独溶解)①高速乳化罐 剩余白砂糖、辅料B、预配料A高速乳化罐双联过滤器(60目) 溶糖罐双联过滤器(60目)均质(60~65℃ 40Mpa) ④ 双联过滤器(60目)香精(3只)10吨暂存罐冷却(≤20℃) 调配罐 冷却(≤20℃)定容(≤25℃)双联过滤器(80目)预热瓶胚 脱气(-30~-80kPa) 瓶盖吹瓶 均质(22MPa/70-75℃) 瓶盖杀菌无菌风道输送 UHT(138℃±2/10s) 无菌水冲盖瓶杀菌 无菌罐 无菌气吹盖无菌水冲洗 充 填(25℃以下) 旋盖 瓶体喷码 箱体喷码 包装 线检 套标 在线检验 码垛 入库 检验放行文件编号 名 称 页次/总页数 2 / 3ZC PET002-A (500mL)-HY PET花生牛奶(500mL)制程指导 版 本A(500mL)-HY2. 原料准备2.1 原辅料的称重:按配方表用量准确称取原辅料;3. 化酱、化粉(步骤①)3.1 在高速乳化罐中预先加入1.5吨左右的65~70℃热水,开启高速乳化罐,将全脂奶粉倒入高速乳化罐中,搅拌10~15min直至奶粉分散溶解,溶解后的奶粉浆液经60目双联过滤器进入均质机中。
要求:溶解后的奶粉浆液均匀细腻,无颗粒或结团现象。
3.2 在高速乳化罐中预先加入1.5吨左右的80~85℃热水,开启高速乳化罐,随后将烤花生酱倒入高速乳化罐中,投料完成后继续搅拌10~15min,直至花生酱完全分散溶解,溶解后的花生浆液经60目双联过滤器进入均质机中。
核桃花生牛奶的生产核桃花生牛奶是一种双蛋白营养饮料,其口感爽滑,浓香醇厚,营养丰富,双蛋白含量高,产品稳定性好,保质时间长,因此深受广大消费者欢迎。
核桃、花生和牛奶分别是植物蛋白和动物蛋白的优良营养来源,都具有非常高的营养价值,将两者结合起来,能使蛋白优势互补,为人体提供均衡的营养,有益于人们的身体健康,是优化膳食结构的好选择。
1.产品特点与配方1.1 产品特点口感爽滑,浓香醇厚,营养丰富,双蛋白含量高,产品稳定性好,保质时间长。
1.2 产品配方核桃酱3kg;花生酱37kg;鲜牛奶50kg;白砂糖40kg;HDZ植物蛋白稳定剂2.5kg;LS一50a复合甜味素0.5kg;三聚磷酸钠0.5kg;植脂末7kg;食盐0.3kg;核桃香精0.3kg;花生香精0.2kg;添加纯净水,使总质量为1000kg.2.主要生产设备2.1花生烘烤机MH-5型花生烘烤机主要用于花生果、花生米、板栗、核桃、杏仁、蚕豆、咖啡豆、瓜子等粒状物料的烘烤或烘干采用回转滚筒、热传导、热辐射原理,用煤作燃料。
MH-5型:外型尺寸2000×1800×5000、重量3500kg、功率5.5kw、花生产量600-700kg/h.2.2 研磨机三辊研磨机主要用于各种油漆、油墨、颜料、塑料、润滑脂、巧克力等膏状浆料。
特别是用于研磨分散粘度高而粒度要求细的产品。
该机通过水平的三根特制合金辊筒的表面相互挤压及不同速度的摩擦而达到研磨效果。
2.3 渣料分离器果汁过滤分离机(型号:81M/GQ105),它是靠离心力过滤,没有任何滤材,不存在孔径过滤的阻塞的问题,提高了饮料的品质增加了产量。
原有过滤设备:如板框虑机,真空过滤机,砂棒过滤机都存在阻塞问题,对产品质量、产量都有影响,特别是滤布,滤芯、滤膜消耗特别大,即使用反冲再生也无法达到降低成本、提高产量的要求。
如果在高级植物果汁生产处理中采用GQ型过滤式分离机(饮品澄清型),能够得到超滤效果:小于0.5um的物料,使饮料清澈透明绝对没有沉淀物,极大提高饮料品质,每小时产量300KG-500KG,没有任何耗材,电机2.2KW 降低了企业生产成本。

银鹭花生牛奶生产工艺流程
银鹭花生牛奶的生产工艺流程如下:
1.原料准备:选择新鲜优质的花生作为主要原料,并且对花生进行筛选、清洗、烘烤等处理,以保证质量和卫生。
2.研磨:将烘烤好的花生放入研磨机中进行研磨,研磨成花生浆。
3.过滤:将研磨好的花生浆通过过滤器进行过滤,去除固体颗粒,得到纯净的花生浆。
4.混合:将花生浆与牛奶进行混合,按照一定的比例,调整口感和香味。
5.均质:将混合好的花生浆牛奶放入均质机中进行均质处理,使其质地更加均匀细腻。
6.灭菌:将均质好的花生牛奶放入灭菌器中进行高温灭菌,以保证产品的卫生安全。
7.包装:灭菌后的花生牛奶经过短时高温处理,然后装入瓶子或包装袋中,进行包装封口。
8.冷却:包装好的花生牛奶放入冷却室降温,使其达到适宜的存储温度。
9.质检:对成品花生牛奶进行质量检验,包括外观、口感、香味等方面的检测,确保产品符合标准。
10.存储:将经过质检合格的花生牛奶存放在专门的储存仓库中,以待出售。
11.配送:将存储好的花生牛奶通过物流等方式送到各个销售渠道,供消费者购买和使用。
以上是银鹭花生牛奶的生产工艺流程,通过严格的原料选择、加工处理和质检环节,确保产品的品质和安全性。

花生牛奶工艺流程花生牛奶是一种以花生为原料,以牛奶为辅料,通过特定工艺加工而成的饮料。
它呈现出浓郁的花生香味和绵密的口感,深受消费者的喜爱。
下面将介绍一下花生牛奶的工艺流程。
首先,需要准备充足的新鲜花生和牛奶。
花生需要经过清洗和去壳的处理。
清洗后的花生放入烘干机中烘干,直到花生的水分含量降低到合适的水平。
然后将烘干后的花生放入碾磨机中研磨成粉末。
接下来,将研磨好的花生粉和适量的牛奶混合在一起。
牛奶起到稀释和提升口感的作用。
混合过程中需要搅拌均匀,以确保花生粉和牛奶充分融合。
然后,将混合好的花生牛奶放入搅拌机中进行搅拌。
搅拌的目的是进一步将花生粉和牛奶融合,使口感更加绵密。
搅拌的时间和速度需要根据实际情况进行调整,以达到最佳效果。
接着,将搅拌好的花生牛奶倒入过滤器中进行过滤。
过滤的目的是去除花生的渣滓和细小颗粒,使花生牛奶更加清澈。
过滤器的选用和操作也需要具备相关的专业知识和技术。
过滤完成后,将花生牛奶倒入专用装瓶机中进行瓶装。
瓶装需要注意卫生和规格的一致性,确保花生牛奶的品质和口感。
最后,将装好的花生牛奶进行封口和贴标签等后续处理工作。
封口的方式可以采用灌装机械或手工进行,以确保花生牛奶不会受到外界的污染。
贴标签需要标明产品名称、成分、生产日期等必要信息,以便消费者购买和使用。
通过以上流程,花生牛奶的制作完成。
为了确保产品质量和食品安全,制作过程中需要遵循相关的卫生和标准要求,定期检测和监控生产环境和原材料的质量,及时处理不符合要求的问题。
花生牛奶不仅可以作为饮料直接饮用,还可以用于烹饪和制作其他食品,如花生牛奶布丁、花生牛奶冰淇淋等。
可以说,花生牛奶作为一种健康美味的饮品,对我们的饮食和生活都具有重要的意义。

一、实验目的1. 了解花生牛奶的加工工艺及原理;2. 掌握花生牛奶的加工方法;3. 评估花生牛奶的营养价值和口感。
二、实验材料1. 花生:500g;2. 牛奶:500ml;3. 白砂糖:50g;4. 水果:适量(如草莓、香蕉等);5. 蛋白粉:适量;6. 纯净水:适量;7. 过滤器、搅拌器、电热锅、量杯、食品级塑料桶等。
三、实验步骤1. 花生预处理(1)将花生清洗干净,去除杂质;(2)将花生放入电热锅中,小火烘烤至表面微黄,取出备用。
2. 花生磨浆(1)将烘烤好的花生放入搅拌器中,加入适量纯净水;(2)启动搅拌器,将花生磨成细腻的浆状。
3. 花生浆与牛奶混合(1)将磨好的花生浆倒入食品级塑料桶中;(2)加入牛奶、白砂糖和蛋白粉,搅拌均匀。
4. 花生牛奶过滤(1)将混合好的花生牛奶倒入过滤器中;(2)过滤掉杂质,得到纯净的花生牛奶。
5. 花生牛奶调味(1)根据个人口味,加入适量水果或蜂蜜等调味料;(2)搅拌均匀,即可享用。
四、实验结果与分析1. 花生牛奶的营养价值花生牛奶含有丰富的蛋白质、脂肪、碳水化合物、维生素和矿物质,具有很高的营养价值。
其中,蛋白质含量约为3.2g/100ml,脂肪含量约为1.8g/100ml,碳水化合物含量约为4.5g/100ml。
2. 花生牛奶的口感花生牛奶口感细腻,口感丰富,具有浓郁的豆香和奶香,口感滑润,回味悠长。
3. 花生牛奶的稳定性经过实验验证,花生牛奶在室温下可保存5天左右,具有良好的稳定性。
五、实验总结本次实验成功加工出花生牛奶,验证了花生牛奶的加工工艺及原理。
花生牛奶具有较高的营养价值,口感丰富,是一种健康的饮品。
在今后的实验中,我们可以进一步优化加工工艺,提高花生牛奶的品质,使其更具市场竞争力。
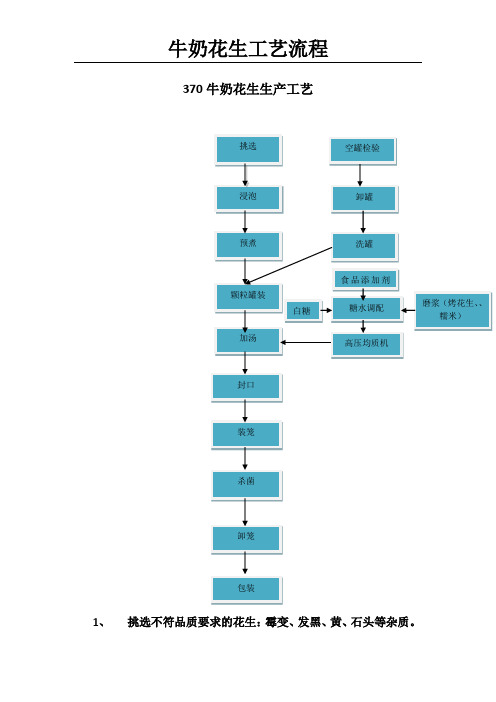
370牛奶花生生产工艺1、挑选不符品质要求的花生:霉变、发黑、黄、石头等杂质。
2、花生浸泡:经挑选合格的花生350KG倒入浸泡桶内;浸泡水温70度以上,浸泡时间1.5小时并做好浸泡记录(满足工艺要求情况下,根据实际生产情况浸泡花生数量)。
浸泡过程中每15钟搅拌一次。
浸泡完成迅速冷水清洗,盛装准备预煮。
花生发泡率为本。
1.5-2注意事项:生产故障停机超过1小时以上,花生及时入保鲜库保存。
防止花生浸泡时间长而变酸、有异味。
以及反生现象。
3、1、预煮:预煮槽放水300KG加热,倒入小苏打150克三聚磷酸钠300克溶解,将清洗好的花生倒入预煮槽150KG。
预煮水沸腾开始记时24-30分钟,花生仁无白心即可。
2、预煮完成后用常温水冷却至常温下,用花生笼盛装滤水后等待加工。
注意事项:花生仁预煮时间过长导致华生过烂至使无法下料易产生装罐量不足。
空气中存放时间过长易反生。
同时备料等待时间≥1小时。
根据生产实际情况安排预煮。
4、颗粒罐装:按生产工艺调整颗粒罐装量。
36-40克。
5、1、糖房室配糖液:先将水烧至45度温水再把混合料A溶解,倒140kg/1000L白糖化糖成一定浓度的溶液,倒入混合料A,B以及稳定剂,烤花生15kg,100度浸泡2小时、檽米15kg冷水2小时浸泡,然后混合倒入胶体磨磨浆,与混合糖液搅拌并抽至储液桶,加炼奶香精备用。
备用65度糖液通过高压菌质机剪切后,通过糖液缓冲罐到加汤头,糖液温度控制95度以上。
2、食品添加剂:牛奶(奶粉50度化开)6KG;B料1包;A料1包;稳定剂,2KG ,香精500ML.。
总糖度15BRX.即15度。
PH=5.0 1000L糖水可生产3200罐左右。
6、封口:●外观检查:开机30分钟检查一次,检查项目包括外观缺陷例如有无擦伤罐,封口刮伤(卷边)、卷边厚度、卷边宽度、埋头度以及罐高、彩印内容等。
●三率达到50%以上,三率是接缝盖钩完整率、迭接率、紧密度解剖检查:为保证质量 1小时开罐检查。
牛奶花生工艺流程
《牛奶花生工艺流程》
牛奶花生是一种受欢迎的坚果饮料,它的制作过程需要经过一系列精密的工艺流程。
以下是牛奶花生的工艺流程:
1. 选择优质的花生:首先,要选择新鲜、无霉变的花生。
这些花生经过严格的筛选和清洗,确保没有异物和杂质。
2. 烘烤花生:将筛选好的花生放入烘烤炉中进行烘烤,以提升其香气和口感。
烘烤温度和时间需要严格控制,避免过度或不足烘烤影响口感和营养。
3. 研磨花生:将烘烤好的花生放入专用的研磨机中进行磨碾,直至成为细腻的花生酱。
4. 加入牛奶:将花生酱加入一定比例的鲜奶中,搅拌均匀,确保牛奶和花生酱充分融合。
5. 杀菌处理:将混合好的牛奶花生液通过高温杀菌处理,以确保饮品的安全和稳定性。
6. 填充包装:经过杀菌处理的牛奶花生液被填充到包装容器中,这些包装容器的密封性和卫生标准需要符合相关要求。
7. 成品包装:将填充好的包装容器进行成品包装,添加标签和生产日期,以便产品溯源和管理。
通过以上严格的工艺流程,牛奶花生得以保持其新鲜、浓郁的口感和营养价值,成为消费者喜爱的健康饮品。
工艺品检测标准工艺品是人类文明发展的一个重要标志,其原材料和制作工艺的好坏直接影响着工艺品的品质和价值。
为了确保工艺品的质量,保障消费者的权益,各国都制定了相应的工艺品检测标准。
本文将详细介绍工艺品检测标准的重要性、分类、执行步骤以及标准示例,并总结其在实际应用中的效果和影响。
一、工艺品检测标准的重要性工艺品检测标准是确保工艺品质量的重要依据,它具有以下几个重要意义:1. 提供质量保证:通过制定明确的标准,可以提供对工艺品质量的保证,消费者购买时可以依据标准判断其品质。
2. 维护市场秩序:工艺品检测标准可以规范市场行为,预防假冒伪劣产品的流入,促进市场健康发展。
3. 促进技术升级:制定和执行工艺品检测标准可以促进技术的不断进步和创新,推动工艺品行业的发展。
工艺品检测标准根据不同的标准制定机构和适用范围,可以分为国家标准、行业标准和企业标准。
1. 国家标准:由国家相关部门制定,适用于全国范围内工艺品的质量要求。
国家标准一般包括工艺品的基本要素、原材料要求、外观检测、环境要求等。
2. 行业标准:由各个行业的协会或组织制定,适用于特定行业工艺品的质量要求。
行业标准主要针对工艺品的工艺工程、制作工艺和特殊要求等进行规范。
3. 企业标准:由工艺品制造企业自行制定,适用于该企业出厂产品的质量要求。
企业标准一般参考国家或行业标准,并根据企业实际情况进行相应调整。
三、工艺品检测标准的执行步骤工艺品检测标准的执行步骤包括标准的制定、评审、发布、执行和评估。
1. 标准的制定:由相关部门、行业协会或企业制定工艺品检测标准,制定过程需经过充分调研、讨论和试行。
2. 标准的评审:制定完成后,需要进行内部评审和外部专家评审,确保标准的科学性和可操作性。
3. 标准的发布:经评审通过后,将工艺品检测标准发布到相应的官方平台或行业协会网站上,供相关企业和消费者参考使用。
4. 标准的执行:工艺品制造企业根据标准要求进行工艺品的原材料采购、生产制作、检测测试等,确保产品符合标准要求。
花生牛奶罐头的加工工艺严小辉(金山学院 092233069)摘要:以花生为主要原料,配以奶粉、椰奶粉、蔗糖、稳定剂及其他辅料,通过正交实验优选牛奶花生的汤汁最佳配方和工艺流程,并对杀菌恒温时间进行研究。
实验结果显示,最佳工艺配方为:奶粉3.0%,蔗糖 14%, pH值5.5,最佳杀菌恒温时间为20min。
Abstract: with peanut as the main material, with milk powder, sucrose, stabilizer and other accessories, through orthogonal experiment optimization of peanut milk soup recipe and process flow, and the sterilization temperature time study.The experimental results show that the optimum formula is: milk powder, 3% sucrose, 14%, pH value 5.5, the best sterilization temperature for 20min.关键词:花生;奶粉;椰奶;罐头Keywords:peanut; powered milk;Coconut milk ;canned food引言:从整个饮料行业的发展趋势看,由于植物蛋白饮料天生具备的“天然、绿色、营养、健康”的品类特征,符合饮料市场发展潮流和趋势,植物蛋白饮料极有可能成为下一轮饮料消费热点,成为饮料市场主流产品而爆发增长,植物蛋白饮料市场存在巨大发展空间和良好的发展前景,而且几个主要的植物蛋白饮料品牌近年也都有不同幅度的增长.奶粉为完全蛋白食品,其性昧甘平,具有补气养血、补脾养胃和生津润肠之功效。
由上述原料制成的椰奶花生汤罐头,口感独特,营养保健,冷饮与热饮皆宜.1 材料与方法1.1材料与设备1.1.1 材料脱皮花生、奶粉、蔗糖、蔗糖酯、单甘酯、黄原胶、异抗坏血酸钠、乙基麦芽酚。
牛奶花生工艺流程牛奶花生是一种非常受欢迎的零食,它结合了香脆的花生和香浓的牛奶味道,给人们带来了独特的口感和美味。
下面,将介绍一下牛奶花生的制作工艺流程。
首先,我们需要准备好新鲜的花生和优质的牛奶。
花生是整个工艺流程的关键原料,它需要经过筛选,清洗,去皮等处理,确保花生的质量和卫生安全。
牛奶则需要选择高质量的牛奶产品,保证口感和营养价值。
第二步,将处理过后的花生放入烘炉中进行烘烤。
烘炉温度一般控制在150-170摄氏度之间,时间根据花生的大小和湿度来决定。
通过烘烤,花生能够更加香脆,口感更好。
第三步,将烘炸后的花生放入冷却机中进行降温。
冷却机能够将花生的温度快速降低,保证花生的色香味和口感不受影响。
第四步,将降温后的花生精心包装。
包装不仅能够保证花生的新鲜度和卫生安全,还能够增加产品的美观度和销售价值。
常见的包装形式有塑料袋、罐装等,可以根据市场需求和消费者的喜好进行选择。
第五步,将包装好的花生放入加工车间进行灌装。
这一步是为了给花生添加牛奶味道。
通常情况下,我们会用到专业的牛奶调味剂,将其与花生进行混合。
经过适量的搅拌和融合,花生能够充分吸收牛奶味道,更加香浓美味。
第六步,将调味好的花生进行二次烘烤。
二次烘烤的温度一般会稍微降低一些,这样能够更好地保留牛奶的味道和香气,确保花生的口感和品质。
最后,将烘烤完成的牛奶花生进行包装和入库。
包装要严密,以防止氧化和潮气对花生的影响,同时也能够延长保质期。
入库后,我们需要进行质量检测和记录,确保产品的质量和卫生安全。
通过以上的工艺流程,我们就能够制作出香脆可口、牛奶味浓郁的牛奶花生。
这种零食既能够满足人们对美食的追求,又能够提供丰富的营养。
希望大家能够喜欢并品尝这款美味的牛奶花生。
370牛奶花生生产工艺
1、挑选不符品质要求的花生:霉变、发黑、黄、石头等杂质。
2、花生浸泡:经挑选合格的花生350KG倒入浸泡桶内;浸泡
水温70度以上,浸泡时间1.5小时并做好浸泡记录(满足工
艺要求情况下,根据实际生产情况浸泡花生数量)。
浸泡过程
中每15钟搅拌一次。
浸泡完成迅速冷水清洗,盛装准备预煮。
花生发泡率为本。
1.5-2
注意事项:生产故障停机超过1小时以上,花生及时入保鲜库保存。
防止花生浸泡时间长而变酸、有异味。
以及反生现象。
3、1、预煮:预煮槽放水300KG加热,倒入小苏打150克三
聚磷酸钠300克溶解,将清洗好的花生倒入预煮槽150KG。
预
煮水沸腾开始记时24-30分钟,花生仁无白心即可。
2、预煮
完成后用常温水冷却至常温下,用花生笼盛装滤水后等待加工。
注意事项:花生仁预煮时间过长导致华生过烂至使无法下料易
产生装罐量不足。
空气中存放时间过长易反生。
同时备料等待
时间≥1小时。
根据生产实际情况安排预煮。
4、颗粒罐装:按生产工艺调整颗粒罐装量。
36-40克。
5、1、糖房室配糖液:先将水烧至45度温水再把混合料A溶
解,倒140kg/1000L白糖化糖成一定浓度的溶液,倒入混合料
A,B以及稳定剂,烤花生15kg,100度浸泡2小时、檽米15kg
冷水2小时浸泡,然后混合倒入胶体磨磨浆,与混合糖液搅拌
并抽至储液桶,加炼奶香精备用。
备用65度糖液通过高压菌
质机剪切后,通过糖液缓冲罐到加汤头,糖液温度控制95度
以上。
2、食品添加剂:牛奶(奶粉50度化开)6KG;B料1包;
A料1包;稳定剂,2KG ,香精500ML.。
总糖度15BRX.即15度。
PH=5.0 1000L糖水可生产3200罐左右。
6、封口:
●外观检查:开机30分钟检查一次,检查项目包括外观缺陷例
如有无擦伤罐,封口刮伤(卷边)、卷边厚度、卷边宽度、埋
头度以及罐高、彩印内容等。
●三率达到50%以上,三率是接缝盖钩完整率、迭接率、紧密度
解剖检查:为保证质量 1小时开罐检查。
检查项目包括外观
以及内部缺陷、卷边厚度、卷边宽度、盖钩及身钩长度、迭接
长度及迭接率、埋头度及紧密度、接缝盖钩完整率。
紧密度、接缝盖钩完整率、迭接率、必须达到50﹪,越高越好,可查
表得也可以算出。
解剖检查缺陷严重是停机调整后开机。
并详
细记录检查结果
7、装笼:封口的罐头装入笼内,首罐>70 度
8、杀菌:
A.排气时间7min、升温8min到108度,总共15-16min
杀菌温度:“121度”、杀菌时间:“35min”
B.每杀菌一斧,应贴热敏纸,确定该产品已经杀菌,杀菌
冷却水余氯含量>0.5
C.经杀菌后的产品罐内温度38-40度.越低越好.
9、卸笼:经过杀菌后罐内温度38-40度的产品,卸笼通过输送带传送喷码,加盖.
10、已经喷码加盖的产品,通过人工或设备包装进入成品仓库.。