机械加工工艺过程卡
- 格式:doc
- 大小:78.50 KB
- 文档页数:2
量程150mm、精度0.02mm的游标卡尺;精度0.001mm的内径千分表
30
数控
粗铣Φ24平台的e面,钻Φ12的通孔至Φ
XK5032
专用夹具一
Φ63立铣刀;Φ12直柄麻花钻
量程150mm、精度0.02mm的游标卡尺;精度
40
数控
钻Φ8的孔至Φ8 ,铣宽8mm深5mm的槽
XK5032
专用夹具二
钻Φ8的孔至Φ8 Φ8mm直柄键铣槽
钻Φ8的孔至Φ8
量程150mm、精度0.02mm的游标卡尺;
Φ8mm
17.8
8mm
1
9
0.015
30
1147
0.24
20
铣宽8mm深5mm的槽
Φ8mm直柄键铣槽
游标卡尺
Φ8mm
27
8mm;5mm
1
20
0.013
49.6
1496
0.10
编制
邓凡
校对
审核
会签
批准
日期
17.6.14
XK5032
专用夹具一
Φ63立铣刀;YG8Φ31.6扩孔钻;YG8Φ32铰刀
量程150mm、精度0.02mm的游标卡尺
20
数控
粗铣工件右端面a面Φ50mm使a面距c面 mm,粗铣工件Φ108右端面b面使b面距d面 mm,钻3-Φ12mm的孔至Φ ,钻Φ14的
XK5032
专用夹具二
Φ63立铣刀;Φ12mm的直柄麻花钻;Φ14的直柄麻花钻
量程150mm、精度0.02mm的游标卡尺;精度
编制
邓凡17.6.14
校对
审核
会签
批准
数控加工工序卡
共页第页
江苏师范大学
数控加工工序卡
产品名称
零件名称
零件号
套盘零件
套盘
3-4
材பைடு நூலகம்牌号
硬度
净重/kg
每台件数
HT150
160HBS
1.2
1
机床名称
型号
资产编号
冷却液
数控铣床
XK5032
无
无
夹具名称
夹具编号
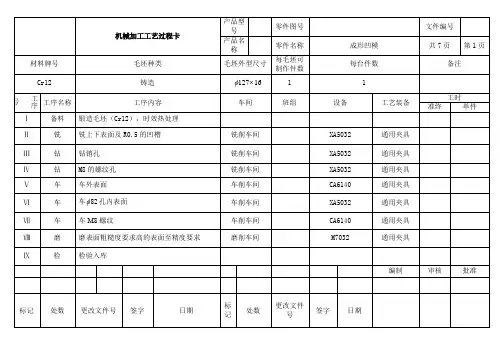
机械加工工艺过程卡
共页第页
江苏师范大学科文学院
机械加工过程卡
产品型号
零件名称
零件号
套盘
3-4
毛坯种类
铸件
材料
HT150
毛坯尺寸
Φ108 *85
每一件毛坯可制作数
1
每件台数
1
单件质量
/kg
1.2
工序
车间
工序内容
设备
工艺装备名称与编号
工时t/min
夹具
刀具
量具
辅具
准备
单件
10
数控
粗铣工件C面Φ50mm使C面距a面 mm,扩、精绞Φ32mm的孔使孔至Φ mm
专用夹具
01
三爪卡盘
02
批量
同时加工件数
准备—终结时间
单件时间t/min
班产件数
机动时间
辅助时间
附加时间
单件时间
4000
1
0.34
0.068
0.34
工步
工步名称
工具名称及编号
直径或宽度
加工计算长度
加工余量
行程次数
切削深度
进给量
切削速度
每分钟转数或行程数
工时t/min
刀具
量具
辅具
机动时间
辅助时间
10
钻Φ8的孔至Φ8
30
数控
粗铣Φ24平台的e面,钻Φ12的通孔至Φ
XK5032
专用夹具一
Φ63立铣刀;Φ12直柄麻花钻
量程150mm、精度0.02mm的游标卡尺;精度
40
数控
钻Φ8的孔至Φ8 ,铣宽8mm深5mm的槽
XK5032
专用夹具二
钻Φ8的孔至Φ8 Φ8mm直柄键铣槽
钻Φ8的孔至Φ8
量程150mm、精度0.02mm的游标卡尺;
Φ8mm
17.8
8mm
1
9
0.015
30
1147
0.24
20
铣宽8mm深5mm的槽
Φ8mm直柄键铣槽
游标卡尺
Φ8mm
27
8mm;5mm
1
20
0.013
49.6
1496
0.10
编制
邓凡
校对
审核
会签
批准
日期
17.6.14
XK5032
专用夹具一
Φ63立铣刀;YG8Φ31.6扩孔钻;YG8Φ32铰刀
量程150mm、精度0.02mm的游标卡尺
20
数控
粗铣工件右端面a面Φ50mm使a面距c面 mm,粗铣工件Φ108右端面b面使b面距d面 mm,钻3-Φ12mm的孔至Φ ,钻Φ14的
XK5032
专用夹具二
Φ63立铣刀;Φ12mm的直柄麻花钻;Φ14的直柄麻花钻
量程150mm、精度0.02mm的游标卡尺;精度
编制
邓凡17.6.14
校对
审核
会签
批准
数控加工工序卡
共页第页
江苏师范大学
数控加工工序卡
产品名称
零件名称
零件号
套盘零件
套盘
3-4
材பைடு நூலகம்牌号
硬度
净重/kg
每台件数
HT150
160HBS
1.2
1
机床名称
型号
资产编号
冷却液
数控铣床
XK5032
无
无
夹具名称
夹具编号
机械加工工艺过程卡
共页第页
江苏师范大学科文学院
机械加工过程卡
产品型号
零件名称
零件号
套盘
3-4
毛坯种类
铸件
材料
HT150
毛坯尺寸
Φ108 *85
每一件毛坯可制作数
1
每件台数
1
单件质量
/kg
1.2
工序
车间
工序内容
设备
工艺装备名称与编号
工时t/min
夹具
刀具
量具
辅具
准备
单件
10
数控
粗铣工件C面Φ50mm使C面距a面 mm,扩、精绞Φ32mm的孔使孔至Φ mm
专用夹具
01
三爪卡盘
02
批量
同时加工件数
准备—终结时间
单件时间t/min
班产件数
机动时间
辅助时间
附加时间
单件时间
4000
1
0.34
0.068
0.34
工步
工步名称
工具名称及编号
直径或宽度
加工计算长度
加工余量
行程次数
切削深度
进给量
切削速度
每分钟转数或行程数
工时t/min
刀具
量具
辅具
机动时间
辅助时间
10
钻Φ8的孔至Φ8