非晶硅锗薄膜电池生产工艺流程简介
- 格式:pdf
- 大小:124.26 KB
- 文档页数:3
薄膜电池工艺流程薄膜电池是一种将太阳能转化为电能的装置,它由多个薄膜层叠加而成。
以下是薄膜电池的工艺流程:首先,准备基板。
基板可以是玻璃、塑料或金属等材料,它需要具备光透性和良好的导电性。
基板被清洁干净,并通过蒸发或溅射技术在表面涂覆一层导电薄膜,比如透明导电氧化锡或导电聚合物。
然后,制备光敏层。
光敏层通常由半导体材料制成,比如硼化铝、聚合物或有机染料。
这些材料能够吸收光子能量并将其转化为电能。
光敏层通过溶液旋涂或真空蒸发等方法覆盖在导电薄膜上。
制备过程需要控制涂布速度和温度以确保均匀覆盖。
接下来是光电转换层的制备。
光电转换层由不同材料制成,旨在将光敏层吸收的能量转化为电能。
常见的光电转换层材料包括硒化铟、硒化镉和硫化锌等。
这些材料通过溅射或蒸发在光敏层上形成薄膜。
然后是背电极的制备。
背电极常使用金属材料制成,比如铝或银。
背电极通过溅射或蒸发方法覆盖在光电转换层上,形成一个电子的收集层。
接下来是封装过程。
这个过程旨在保护薄膜电池并提供稳定的工作环境。
薄膜电池通常被封装在透明的聚合物材料中,如聚甲基丙烯酸甲酯。
这种材料具有良好的光透性和耐候性。
最后,进行测试和质检。
每个制造的薄膜电池都需要经过一系列的测试和质量控制来确保其性能稳定和可靠。
常见的测试项目包括光电转换效率、开路电压、短路电流和稳定性等。
以上是薄膜电池的大致工艺流程。
随着技术的不断发展,薄膜电池制造工艺也在不断改进。
希望通过不断创新和优化,薄膜电池能够更加高效、环保地转化太阳能。
非晶硅太阳电池的原理2010-11-1314:54目录一、非晶硅薄膜太阳电池基础知识简介二、非晶硅薄膜太阳电池生产线及制造流程简介三、国产提供的非晶硅薄膜太阳电池生产线介绍一、非晶硅薄膜太阳电池基础知识简介1976年美国RCA实验室的D.E.Conlson和C.R.Wronski在Spear形成和控制p-n结工作的基础上利用光生伏特(PV)效应制成世界上第一个a-Si太阳能电池,揭开了a-Si在光电子器件或PV组件中应用的幄幕。
目前a-Si多结太阳能电池的最高光电转换效率己达15%。
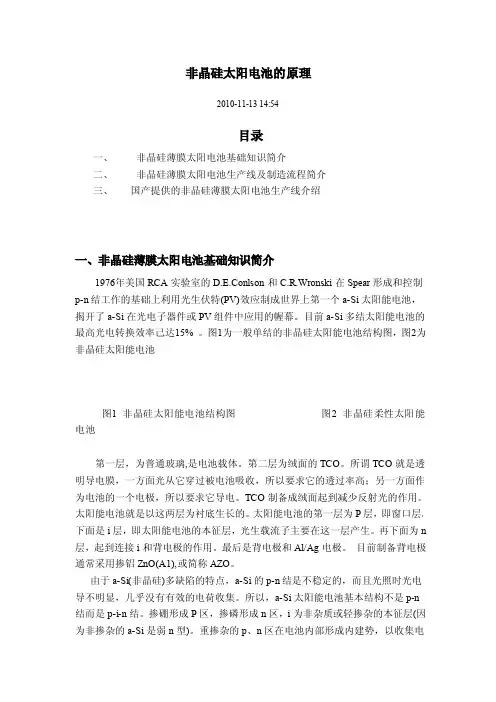
图1为一般单结的非晶硅太阳能电池结构图,图2为非晶硅太阳能电池图1非晶硅太阳能电池结构图图2非晶硅柔性太阳能电池第一层,为普通玻璃,是电池载体。
第二层为绒面的TCO。
所谓TCO就是透明导电膜,一方面光从它穿过被电池吸收,所以要求它的透过率高;另一方面作为电池的一个电极,所以要求它导电。
TCO制备成绒面起到减少反射光的作用。
太阳能电池就是以这两层为衬底生长的。
太阳能电池的第一层为P层,即窗口层。
下面是i层,即太阳能电池的本征层,光生载流子主要在这一层产生。
再下面为n 层,起到连接i和背电极的作用。
最后是背电极和Al/Ag电极。
目前制备背电极通常采用掺铝ZnO(A1),或简称AZO。
由于a-Si(非晶硅)多缺陷的特点,a-Si的p-n结是不稳定的,而且光照时光电导不明显,几乎没有有效的电荷收集。
所以,a-Si太阳能电池基本结构不是p-n 结而是p-i-n结。
掺硼形成P区,掺磷形成n区,i为非杂质或轻掺杂的本征层(因为非掺杂的a-Si是弱n型)。
重掺杂的p、n区在电池内部形成内建势,以收集电荷。
同时两者可与导电电极形成欧姆接触,为外部提供电功率。
i区是光敏区,光电导/暗电导比在105~106,此区中光生电子、空穴是光伏电力的源泉。
非晶体硅结构的长程无序破坏了晶体硅电子跃迁的动量守恒选择定则,相当于使之从间接带隙材料变成了直接带隙材料。

硅太阳能电池制造工艺流程一、非晶硅薄膜太阳电池基础知识简介1976年美国RCA实验室的D.E.Conlson和C.R.Wronski在Spear形成和控制p-n结工作的基础上利用光生伏特(PV)效应制成世界上第一个a-Si太阳能电池,揭开了a-Si在光电子器件或PV组件中应用的幄幕。
目前a-Si多结太阳能电池的最高光电转换效率己达15% 。
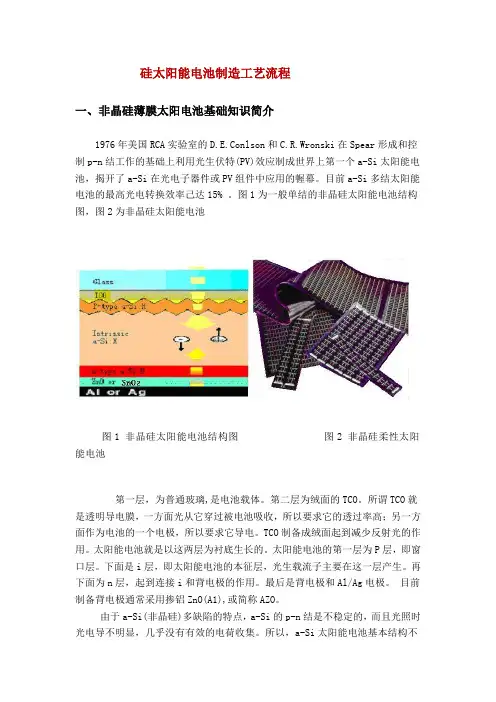
图1为一般单结的非晶硅太阳能电池结构图,图2为非晶硅太阳能电池图1 非晶硅太阳能电池结构图图2 非晶硅柔性太阳能电池第一层,为普通玻璃,是电池载体。
第二层为绒面的TCO。
所谓TCO就是透明导电膜,一方面光从它穿过被电池吸收,所以要求它的透过率高;另一方面作为电池的一个电极,所以要求它导电。
TCO制备成绒面起到减少反射光的作用。
太阳能电池就是以这两层为衬底生长的。
太阳能电池的第一层为P层,即窗口层。
下面是i层,即太阳能电池的本征层,光生载流子主要在这一层产生。
再下面为n层,起到连接i和背电极的作用。
最后是背电极和Al/Ag电极。
目前制备背电极通常采用掺铝ZnO(A1),或简称AZO。
由于a-Si(非晶硅)多缺陷的特点,a-Si的p-n结是不稳定的,而且光照时光电导不明显,几乎没有有效的电荷收集。
所以,a-Si太阳能电池基本结构不是p-n结而是p-i-n结。
掺硼形成P区,掺磷形成n区,i为非杂质或轻掺杂的本征层(因为非掺杂的a-Si是弱n型)。
重掺杂的p、n区在电池内部形成内建势,以收集电荷。
同时两者可与导电电极形成欧姆接触,为外部提供电功率。
i区是光敏区,光电导/暗电导比在105~106,此区中光生电子、空穴是光伏电力的源泉。
非晶体硅结构的长程无序破坏了晶体硅电子跃迁的动量守恒选择定则,相当于使之从间接带隙材料变成了直接带隙材料。
它对光子的吸收系数很高,对敏感光谱域的吸收系数在1014cm-1以上,通常0.5µm左右厚度的a-Si就可以将敏感谱域的光吸收殆尽。
非晶硅薄膜研究进展非晶硅薄膜及其制备方法研究进展摘要:氢化非晶硅(a-Si:H)薄膜在薄膜太阳能电池、薄膜晶体管、辐射探测和液晶显示等领域有着重要的应用,因而在世界范围内得到了广泛的关注和大量的研究。
本文主要介绍了a-Si:H薄膜的主要掺杂类型和a-Si:H薄膜的主要制备方法。
关键词:非晶硅薄膜;掺杂;制备方法;研究进展Research Progress on a-Si:H Thin Films and Related PreparationMethodAbstract:Hydrogenated amorphous silicon (a-Si:H) thin film has attracted considerable attention and been a subject of extensive studies worldwide on account of its important applications such as thin film solar cells, thin film transistors, radiation detectors, and liquid crystal displays based on its good electrical and optical properties. In this paper, the progress research on a-Si:H thin films and related preparation method are reviewed.Key words: a-Si:H thin films; doped; preparation method; research progress1 引言氢化非晶硅(a-Si:H)是硅和氢的一种合金,网络中Si-H键角和键长的各种分布打乱了晶体硅晶格的长程有序性,从而使非晶硅具有独特的光电性质。
质量管理部非晶硅薄膜太阳能电池组件技术规格书编制:审核:批准:发布日期:实施日期:1 适用范围1.1 本技术标准适用于非晶硅单节薄膜太阳电池组件系列产品1.2 型号: -80,-85,-90,-95,-100,-105。
1.3 结构:a-Si 单节 Thin Film PV Module2 产品结构2.1 产品外形2.1.1 长度:1300mm ± 1 mm2.1.2 宽度:1100mm ± 1 mm2.1.3 厚度:7.9mm ± 0.8 mm电池组件的正面、侧面和背面如图 2-1 所示:正面侧面背面图2-1 电池的正面、侧面和背面示意图2.2 产品组成产品由TCO 导电玻璃、P-I-N 非晶硅薄膜、AZO 薄膜、Al 薄膜、NiV薄膜、引流條、汇流条、绝缘膜、PVB、背板玻璃、接线盒和导线等组成。
2.3 名词解释2.3.1 引流条:即 Side Bus,材料为铝带,采用超声波焊接在背电极膜层上,其作用是将组件的正负极电流顺利引出。
2.3.2 汇流条:即 Cross Bus,材料为铜锡复合带,采用绝缘胶将其粘附在背电极膜层上,其作用是将引流条上的电流汇到接线盒。
2.3.3 接线盒:即 Junction Box,其作用是引出组件的正负极,同时起到防潮、防尘和密封功能。
3 产品规格3.1 产品型号3.1.1 -80,-85,-90,-95,-100,-105 系列3.1.2 分类等级:80W、85W、90W、95W 、 100W和105W 六个等级。
情况如下:80W:77.5~82.5W 85W:82.6~87.5W90W:87.6~92.5W 95W:92.6~97.5W100W:97.6~102.5W 105W:102.6~107.5W3.2 产品属性表 3-1产品属性3.3 电性规格:表3-2电池电性规格3.4 温度系数规格表3-3电池温度系数规格3.5 产品工作范围4 电池构造4.1 子电池构造4.1.1 子电池宽度:8.04mm(正极宽度:6.5mm;负极宽度:8.22mm)4.1.2 子电池数量:133 个4.1.3 清边宽度:12mm4.1.4 汇流条宽度:4mm4.2 引流条与汇流条的相对位置4.2.1 背板玻璃孔洞中心位置距玻璃短边为175mm,距玻璃长边为550mm。
单晶硅、多晶硅、非晶硅、薄膜太阳能电池的工作原理及区别1单晶硅、多晶硅、非晶硅、薄膜太阳能电池的工作原理及区别硅太阳能电池的外形及基本结构如图1。
其中基本材料为P型单晶硅,厚度为0.3—0.5mm左右。
上表面为N+型区,构成一个PN+结。
顶区表面有栅状金属电极,硅片背面为金属底电极。
上下电极分别与N+区和P区形成欧姆接触,整个上表面还均匀覆盖着减反射膜。
当入发射光照在电池表面时,光子穿过减反射膜进入硅中,能量大于硅禁带宽度的光子在N+区,PN+结空间电荷区和P区中激发出光生电子——空穴对。
各区中的光生载流子如果在复合前能越过耗尽区,就对发光电压作出贡献。
光生电子留于N+区,光生空穴留于P区,在PN+结的两侧形成正负电荷的积累,产生光生电压,此为光生伏打效应。
当光伏电池两端接一负载后,光电池就从P区经负载流至N+区,负载中就有功率输出。
太阳能电池各区对不同波长光的敏感型是不同的。
靠近顶区湿产生阳光电流对短波长的紫光(或紫外光)敏感,约占总光源电流的5-10%(随N+区厚度而变),PN+结空间电荷的光生电流对可见光敏感,约占5 %左右。
电池基体域产生的光电流对红外光敏感,占80-90%,是光生电流的主要组成部分。
2.单晶硅太阳能电池单晶硅太阳能电池是当前开发得最快的一种太阳能电池,它的构成和生产工艺已定型,产品已广泛用于宇宙空间和地面设施。
这种太阳能电池以高纯的单晶硅棒为原料,纯度要求99.999%。
为了降低生产成本,现在地面应用的太阳能电池等采用太阳能级的单晶硅棒,材料性能指标有所放宽。
有的也可使用半导体器件加工的头尾料和废次单晶硅材料,经过复拉制成太阳能电池专用的单晶硅棒。
将单晶硅棒切成片,一般片厚约0.3毫米。
硅片经过成形、抛磨、清洗等工序,制成待加工的原料硅片。
加工太阳能电池片,首先要在硅片上掺杂和扩散,一般掺杂物为微量的硼、磷、锑等。
扩散是在石英管制成的高温扩散炉中进行。
这样就在硅片上形成PN结。
非晶硅/非晶硅锗三叠层薄膜太阳能电池主厂房结构分析的探讨[摘要] 某非晶硅/非晶硅锗三叠层薄膜太阳能电池厂房结构形式为单层混凝土框排架结构,建筑面积46337m2,建筑超长,屋面局部分布大荷载,针对该工程的特点,运用satwe程序及abaqus程序进行分析,分析结果表明扭转效应明显,除了在设计中需要加强的部位,并对此类主厂房设计提出了一些建议,以供类似工程参考。
[关键词]太阳能电池主厂房;框排架结构;静态分析;扭转效应1 工程概况常规能源资源的有限性和环境压力的增加,太阳能产业已逐渐发展成国家重要产业,作为新型太阳能电池制造业的国内领头羊企业为了提高国际及国内竞争力,将扩大其生产规模,新建厂房。
某非晶硅/非晶硅锗三叠层薄膜太阳能电池项目位于江苏省某市,其主厂房建筑面积46337m2,双侧支持区为框架结构,层高6.54m,中间核心区屋面为钢桁架,跨度30m层高为8.38m(详见图1,建筑剖面图)。
结构抗震设防类别为重点设防类(标准设防类),抗震设防烈度为8度,设计基本地震加速度0.2g。
设计地震分组为第一组,建筑场ⅲ类,特征周期0.45s,框架抗震等级为二级。
支持区屋面使用荷载为局部为10kn/m2(分布于○f~○g/○14~○18),其余均为3.0 kn/m2,核心区钢桁架使用荷载为1.5 kn/m2。
2 结构方案建筑外轮廓为367.0mx123.0m,支持区:○a~○c、○f~○g,其余为核心区区。
柱网布置见图2。
本结构采用混凝土框排架结构,为满足使用功能,做大跨度,屋面采用钢桁架与柱顶铰接。
材料:混凝土强度等级均为c40。
钢材:1)钢筋均为hrb400;2)钢材均为q345b。
2.1结构计算模型的确定由于○g~○f为单跨,作为单跨静定结构,此处不易设缝;两边支持区即○a~○c、○f~○g轴线之间均未设缝采用与主体相连形式。
在《建筑抗震设计规范》(gb50011-2010)未明确规定框排架的结构形式,也未有针对这类建筑体型的计算要求,按照传统计算方式,排架一般简化为平面结构形式进行分析,但本建筑抗震设防烈度为8度,抗震要求的日益提高,考虑到这类屋面上大荷载局部分布、建筑超长及中间为排架的建筑体系的总体,由国内、外历次大地震震害也表明,这类结构在地震中会受到严重的破坏,本次设计不再采用单榀作为计算模型计算,对本结构的分析带来新的挑战,也将对类似的工程作为相应借鉴和参考。
cvd法制备的非晶态硅薄膜非晶态硅薄膜是一种由非晶态硅材料制成的薄膜,其制备方法之一是化学气相沉积(Chemical Vapor Deposition,CVD)法。
这种方法是通过在高温下将气态前体物质分解并沉积在基底表面上形成薄膜。
CVD法制备非晶态硅薄膜的过程主要包括前体物质供给、气态前体物质传输、前体物质分解和薄膜沉积四个步骤。
首先,将前体物质以气态形式供给到反应室中,一般是通过蒸发或者气体输送的方式实现。
然后,气态前体物质在反应室中通过扩散或者对流传输到基底表面。
在基底表面上,前体物质受到热源的加热并分解为反应物,进而发生化学反应。
最后,分解后的反应物在基底表面上沉积形成非晶态硅薄膜。
CVD法制备非晶态硅薄膜的关键是选择合适的前体物质和反应条件。
前体物质通常是含有硅的化合物,如硅烷、硅氟烷等。
而反应条件包括反应温度、反应压力、前体物质浓度等。
这些条件的选择将直接影响到薄膜的质量和性能。
在CVD法制备非晶态硅薄膜中,反应温度是一个重要的参数。
较高的反应温度有利于前体物质的分解和反应物的扩散,从而促进薄膜的沉积。
然而,过高的温度可能导致薄膜的结晶化,降低非晶态硅薄膜的优势。
因此,需要在合适的温度范围内选择最佳的反应温度。
反应压力和前体物质浓度也对非晶态硅薄膜的制备有影响。
较高的反应压力和前体物质浓度有利于前体物质的传输和反应物的生成,从而提高薄膜的沉积速率。
然而,过高的压力和浓度可能导致薄膜的成分不均匀或者产生杂质,影响薄膜的质量。
除了反应条件的选择,基底表面的处理也对非晶态硅薄膜的制备至关重要。
通常情况下,基底表面需要进行清洗和活化处理,以去除表面的杂质和氧化物,并提供良好的沉积条件。
常用的表面处理方法包括酸洗、碱洗、氧化和金属蒸发等。
非晶态硅薄膜在光电子器件、太阳能电池等领域具有广泛的应用。
其制备方法中的CVD法不仅可以实现高质量的薄膜沉积,而且可以在大面积基底上进行批量制备,具有较高的生产效率。
非晶硅薄膜电池生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!非晶硅薄膜电池的生产工艺流程解析非晶硅薄膜电池,作为太阳能电池的一种重要类型,因其成本低、工艺简单和环境友好等特性,近年来在可再生能源领域得到了广泛应用。
非晶硅薄膜电池
非晶硅薄膜电池,也称为非晶硅太阳能电池,是一种光伏
电池技术。
它使用非晶硅(a-Si)材料作为光电转换层,将太阳能转化为电能。
非晶硅材料是由非晶形态的硅原子组成,其晶格结构不规则,而不同于晶体硅的有序结构。
这使得非晶硅具有一些
特殊的电学和光学性质。
非晶硅薄膜电池的制作过程主要包括以下步骤:
1. 材料准备:将特定成分的硅化合物蒸发在基板上,形成
非晶硅薄膜。
2. 电极制备:在薄膜上加上透明导电氧化物电极和背电极。
3. 光学改性:可进行氢化、氟化等处理来改善非晶硅的光
学吸收性能。
4. 封装:将薄膜电池封装于透明保护层中。
非晶硅薄膜电池具有以下优点:
1. 高效率转化:非晶硅薄膜电池可以将太阳能转化为电能,其转换效率较高。
2. 薄膜结构:由于非晶硅材料的特性,非晶硅薄膜电池可
以制作成薄膜结构,更适合柔性电子设备的应用。
3. 成本低:非晶硅材料相对廉价且易于制备,在能源产业
中具有较大潜力。
尽管非晶硅薄膜电池具有一些优点,但也存在一些限制,
如稳定性较差、光电转换效率相对较低等。
在太阳能电池
技术的发展中,其他类型的电池如多晶硅电池、薄膜太阳
能电池等也在不断取得进展。
第37卷第5期 人 工 晶 体 学 报 Vol .37 No .5 2008年10月 JOURNAL OF SY NTHETI C CRYST ALS Oct ober,2008 非晶硅薄膜制备及其晶化特性研究罗士雨1,2,冯 磊1,2,汪 洪2,林 辉1,滕 浩1,黄涛华1,周圣明1(1.中国科学院上海光学精密机械研究所,上海201800;2.安徽大学物理与材料科学学院,合肥230039)摘要:用磁控溅射法在K9玻璃上沉积了非晶硅(a 2Si )膜和a 2Si/A l 膜,并将其在流动的N 2气氛下进行退火。
对退火前后的样品进行Ra man 光谱、XRD 和SE M 表征和分析。
Ra man 光谱表明随着退火温度的升高,a 2Si 膜的散射峰出现了明显的蓝移,但XRD 结果表明薄膜仍为非晶态;而a 2Si/A l 膜在温度很低时就已经开始晶化。
关键词:磁控溅射;非晶硅;多晶硅中图分类号:O78 文献标识码:A 文章编号:10002985X (2008)0521191204Study on the Prepara ti on of Am orphous S ili con F il mand Its Cryst a lli za ti on PropertyLUO Shi 2yu 1,2,FEN G L ei 1,2,WAN G Hong 2,L IN Hui 1,TEN G Hao 1,HUAN G Tao 2hua 1,ZHOU Sheng 2m ing 1(1.Shanghai I nstitute of Op tics and Fine Mechanics,Chinese Acade my of Sciences,Shanghai 201800,China;2.Depart m ent of Physics and Material Science,Anhui University,Hefei 230039,China )(R eceived 18D ece m ber 2007,accepted 6M arch 2008)Abstract:a 2Si and a 2Si/A l fil m s on K9glasses were p repared by magnetr on s puttering .The fil m s were annealed at fl owing N 2at m os phere .The fil m s bef ore and after annealing were investigated by Ra man s pectra,XRD and SE M.Ra man s pectra indicate that the scattering peaks of a 2Si fil m s have an obvi ous blueshift with the increase of annealing te mperature,but the fil m s are still a mor phous according t o the XRD results .However,a 2Si/A l fil m s began t o crystallize at l ow te mperature .Key words:magnetr on s puttering;a mor phous silicon;polycrystalline silicon 收稿日期:2007212218;修订日期:2008203206 作者简介:罗士雨(19832),男,安徽省人,硕士研究生。
⾮晶硅薄膜太阳能电池基础知识⼤全⾮晶硅太阳电池的原理⾮晶硅太阳电池是20世纪70年代中期发展起来的⼀种新型薄膜太阳电池,与其他太阳电池相⽐,⾮晶硅电池具有以下突出特点:1).制作⼯艺简单,在制备⾮晶硅薄膜的同时就能制作pin结构。
2).可连续、⼤⾯积、⾃动化批量⽣产。
3).⾮晶硅太阳电池的衬底材料可以是玻璃、不锈钢等,因⽽成本⼩。
4).可以设计成各种形式,利⽤集成型结构,可获得更⾼的输出电压和光电转换效率。
5).薄膜材料是⽤硅烷SiH4等的辉光放电分解得到的,原材料价格低。
1.⾮晶硅太阳电池的结构、原理及制备⽅法⾮晶硅太阳电池是以玻璃、不锈钢及特种塑料为衬底的薄膜太阳电池,结构如图1所⽰。
为减少串联电阻,通常⽤激光器将TCO膜、⾮晶硅(A-si)膜和铝(Al)电极膜分别切割成条状,如图2所⽰。
国际上采⽤的标准条宽约1cm,称为⼀个⼦电池,⽤内部连接的⽅式将各⼦电池串连起来,因此集成型电池的输出电流为每个⼦电池的电流,总输出电压为各个⼦电池的串联电压。
在实际应⽤中,可根据电流、电压的需要选择电池的结构和⾯积,制成⾮晶硅太阳电池。
⼯作原理⾮晶硅太阳电池的⼯作原理是基于半导体的光伏效应。
当太阳光照射到电池上时,电池吸收光能产⽣光⽣电⼦—空⽳对,在电池内建电场Vb的作⽤下,光⽣电⼦和空⽳被分离,空⽳漂移到P边,电⼦漂移到N边,形成光⽣电动势VL, VL 与内建电势Vb 相反,当VL = Vb时,达到平衡; IL = 0, VL达到最⼤值,称之为开路电压Voc ; 当外电路接通时,则形成最⼤光电流,称之为短路电流Isc,此时VL= 0;当外电路加⼊负载时,则维持某⼀光电压VL和光电流IL。
其I--V特性曲线见图3⾮晶硅太阳电池的转换效率定义为:Pi是光⼊射到电池上的总功率密度,Isc是短路电流密度,FF为电池的填充因⼦,Voc为开路电压,Im 和 Vm 分别是电池在最⼤输出功率密度下⼯作的电流密度和电压。
电池片生产工艺流程一、制绒a.目的在硅片的表面形成坑凹状表面,减少电池片的反射的太阳光,增加二次反射的面积。
一般情况下,用碱处理是为了得到金字塔状绒面;用酸处理是为了得到虫孔状绒面。
不管是哪种绒面,都可以提高硅片的陷光作用。
b.流程1.常规条件下,硅与单纯的HF、HNO3(硅表面会被钝化,二氧化硅与HNO3不反应)认为是不反应的。
但在两种混合酸的体系中,硅则可以与溶液进行持续的反应。
硅的氧化硝酸/亚硝酸(HNO2)将硅氧化成二氧化硅(主要是亚硝酸将硅氧化)Si+4HNO3=SiO2+4NO2+2H2O (慢反应)3Si+4HNO3=3SiO2+4NO+2H2O (慢反应)二氧化氮、一氧化氮与水反应,生成亚硝酸,亚硝酸很快地将硅氧化成二氧化硅。
2NO2+H2O=HNO2+HNO3(快反应)Si+4HNO2=SiO2+4NO+2H2O (快反应)(第一步的主反应)4HNO3+NO+H2O=6HNO2(快反应)只要有少量的二氧化氮生成,就会和水反应变成亚硝酸,只要少量的一氧化氮生成,就会和硝酸、水反应很快地生成亚硝酸,亚硝酸会很快的将硅氧化,生成一氧化氮,一氧化氮又与硝酸、水反应,这样一系列化学反应最终的结果是造成硅的表面被快速氧化,硝酸被还原成氮氧化物。
二氧化硅的溶解SiO2+4HF=SiF4+2H2O(四氟化硅是气体)SiF4+2HF=H2SiF6总反应SiO2+6HF=H2SiF6+2H2O最终反应掉的硅以氟硅酸的形式进入溶液。
2.清水冲洗3.硅片经过碱液腐蚀(氢氧化钠/氢氧化钾),腐蚀掉硅片经酸液腐蚀后的多孔硅4.硅片经HF 、HCl 冲洗,中和碱液,如不清洗硅片表面残留的碱液,在烘干后硅片的表面会有结晶 5.水冲洗表面,洗掉酸液 c.注意制绒后的面相对于未制绒的面来说比较暗淡 d.现场图奥特斯维电池厂采用RENA 的设备。
二、扩散a.目的提供P-N 结,POCl 3是目前磷扩散用得较多的一种杂质源。
薄膜制备的步骤如下:①由于制备pin型非晶硅薄膜太阳能电池a-Si:H薄膜所用的气体SiH4、PH3和B3H6气体都具有危险性,因此在进行实验之前要先进行气体安全性检查;②将保存在去离子水中的基片取出,用N2气将其吹干,然后将基片放在基片架上并作相应的固定处理;③将装有基片的基片架通过送样室送入反应室,对送样室、反应室以及出样室分别抽真空,并根据预先制定的沉积条件对基片架加热;④为了保证基片温度达到预定的温度,需要保温3~5小时,然后打开控制电调节气体压强、气体流量等参数,开始通入气体;⑤气体供应按照“先通入普氮清洗,后通入氩气清洗,再通入工作气体”的原则进行;⑥通入反应气体时,打开射频电源,并调整射频功率至需要的数值,开始镀膜;⑦沉膜结束后,关闭SiH4、PH3 和B3H6气阀,并通入Ar气和N2气清洗气路,排尽系统中的反应气体,以确保安全;⑧气路清洗完毕以后,将基片架送入出样室,并待其温度降到室温后,去除真空取出室外。
4.4 p、n层材料的制备及工艺选择p、n层的作用:p、n层作为电池内建电场产生的来源,对pin单结太阳能电池的性能有着重要的影响。
理论认为带尾态的复合对pin结构太阳电池的开压起着基本的限制作用,电池的开压有i层的电子和空穴费米能级差来决定。
我们可以通过改变p型层结构和组成来提高电池的开压,并且影响i层光生载流子的收集,从而直接影响电池的填充因子和转换效率。
作为掺杂层,要求p、n层重掺杂与电极形成良好的欧姆接触外,p在pin结构电池中,p是受光面,要求比较严格一些,不仅要有比较高的电导率,还要有高的光透射率,一般膜厚只需要20nm左右,沉积时间一般在几分钟到十几分钟左右。
层材料还要有高的光学带隙,以增大内建电势,减小串联电阻,允许更多的太阳光透过它进入i层有源层,为此,p层选用了p型硼掺杂a-Si:H材料作为电池的窗口层。
43444.4.1 衬底温度对p 型硅薄膜材料带隙影响实验:在PECVD 系统中制备p 型硅薄膜材料和电池。
非晶硅锗薄膜电池生产工艺流程简介
1.玻璃磨边与清洗一
所用的原材料为TCO玻璃,一般薄膜电池所用的TCO玻璃是FTO(SnO:F),AZO(ZnO:Al),目前,AZO是研发的热点,但是应用到产业化程度还不够,绝大多数薄膜电池厂商仍然采用成熟的FTO玻璃。
目前,FTO玻璃制造技术主要被日本的NSG与AGC 两家公司垄断。
国内能够制造TCO玻璃的有信义、南玻等少数几家公司,但产品性价比目前没有优势。
TCO玻璃到厂后,需要进行磨边处理。
将玻璃的四边有棱的地方磨光滑,四角进行倒角,这样,可以消除玻璃边缘及四角的微裂纹,也便于后道工序手动搬运操作,安全。
磨边机就是普通玻璃加工厂所使用的。
玻璃磨边后,TCO玻璃表面要进行清洗,及清洗一。
用液晶玻璃清洗机即可。
主要清洗步骤涉及喷淋,碱液清洗,去离子风刀吹干。
2.激光划线一与玻璃清洗二
TCO玻璃清洗干燥后,需要进行激光划线一。
激光划线一的目的是将TCO玻璃的导电膜划成一定数目的小块区域,各区域称为“cell”,每个cell彼此绝缘,这样,每个cell以后做为一个独立的发电单元,串联起来,不会产生很大的电流。
划断FTO膜现在通用的是用1064nm的红激光。
主流的激光器大部分采用Rofin的,国内购买激光器后,加工成激光划线机,目前,国内激光设备做的份额比较的的有深圳大族激光,武汉三工光电,苏州德龙激光等。
TCO玻璃通过夹子夹住边缘,在直线电机的带动下,做直线往复运动,电池板上方或底部,激光器发出的红激光经过分光,由激光头聚焦在电池板上,通过一定的焦距(DOF),电流,功率的设定,将TCO导电膜划断。
划线速度一般是1m/S。
激光划线后,会产生一些FTO膜残渣,由设备本身自带的排风可以抽走大部分,为了确保进入关键工序CVD的玻璃表面干净,需要进行玻璃二次清洗,即清洗二。
基本清洗步骤同清洗一,这里不用加碱性的清洗剂,可以进行超声波清洗。
3.CVD
CVD是整个生产过程的核心,所谓CVD,是化学气相沉积的意思,这里使用的是PECVD,即等离子增强型CVD。
优点是可以低温镀膜,玻璃的热损伤小。
成膜过程是首先沉积掺碳掺硼的非晶P层,做为窗口层,要求带隙要宽。
所用的气体为:混硅烷的TMB,甲烷,硅烷,氢气,氩气。
之后,沉积非晶I层,I层做为光的吸收层,电池能够吸收多少光,产生多少电,关键在于这一层。
一般,非晶I层H2与硅烷的用量比是4.5:1左右。
所用的气体只有氢气与硅烷。
第三层是非晶N层,N层材料主要通过掺磷或得。
所用的气体是混氢气的磷烷,硅烷和氢气。
以上是第一结PIN结构,也是传统的非晶硅薄膜电池结构。
具体过程由于涉及带隙调节,结构匹配等因素,并非如此简单的镀膜过程。
如P层,会有重掺P层与轻掺P层,N 层会有重掺微晶N层与轻掺非晶N层。
非晶硅PIN结构对于太阳光的吸收波段只是300-800nm,800nm以后波段的太阳光无法利用。
所以,在非晶硅上继续沉积非晶硅锗薄膜,因为非晶硅锗的带隙较窄,可以延长太阳光谱的吸收波段,更多的利用太阳光,这样,产生的电量更高。
具体镀膜过程同非晶硅PIN,不同的是I层掺进了混氢气的锗烷。
4.激光划线二
CVD镀膜结束后,进行激光划线二工艺,设备与激光划线一相同,不同的是激光器是532nm的绿激光,因为硅膜对这一波长的光有吸收,可以产生热量将硅膜烧断。
划线以激光划线一的线为参考,位移一定距离,将硅膜烧断,由于TCO膜能够透过532nm的绿激光,所以TCO膜损伤小(硅膜烧断时,有些会与TCO膜表面的氧起反应,生成氧化硅,使接触电阻很高,对TCO膜有一定损伤)。
5.PVD与激光划线三
接下来需要镀背电极。
TCO膜做为前电极,背电极需要用PVD的方法制成。
PVD,中文的意思是物理气相沉积。
先在硅膜上镀一层AZO,然后再镀一层铝膜。
主要通过磁控溅射的方式,在设备的腔室中通入氩气,直流电离生成氩离子,轰击阴极靶材,靶材就是AZO 和铝靶。
轰击下来的AZO和铝附着在玻璃基板的硅膜上,形成一定厚度。
PVD镀完膜后,需要再用激光划断。
用的设备同激光划线二,也是532nm的绿激光,与激光划线二的线再错开一定距离,使三条线平行排列。
将硅膜烧断后,热量向上将金属膜爆开,有排风设施将划断的膜残渣大部分抽走。
经过激光划线三,每个cell在电路上串联了起来,电压相对高,电流相对低。
6.激光扫边
由于镀膜过程是在玻璃表面全镀上,所以玻璃边缘也全有膜存在,受光照时,玻璃边缘会有电流通过,不便于人搬运,有危险。
所以需要将边缘的膜去掉。
一般,将玻璃边缘的膜去掉有两种机械的方法,一是用砂轮磨,将金属膜及硅膜磨掉,二是喷砂的方法,对玻璃边缘喷细砂,用砂子将边缘的膜打掉。
还有一种方法就是激光扫边。
用1064nm的激光,加大功率,将边缘的硅膜及金属膜打掉。
缺点是产生大量膜残留物,不便清理。
扫边区域宽度在8-12nm即可,防止有边缘漏电。
7.退火
激光扫边后,将电池板放进退火炉进行退火处理。
PECVD镀完的膜中含有大量非稳态的氢,需要进行退火处理,变成稳态的。
退火一般在190度的高温室中静置一小时左右即可。
8.反压修补、初测与芯片清洗
电池板退火后,进行反压修补。
用密排金属探针(pop pin)接触金属膜表面,加反向电压,这样,cell与cell之间缝隙中的金属残留物被烧掉,防止了短路情况的发生。
反向修补后,进行太阳光模拟器的初测,看看电池板的效率及峰值功率。
检验前面工艺过程是否出现问题,如果电池板功率很低,直接报废掉,以免浪费后续封装工段的原材料。
初测结束后,为了确保电池板表面的清洁,需要进行芯片清洗,设备及工艺过程基本与清洗二类似。
8.超声波焊接
电池板清洗后,流入焊接工序,所用的焊接方式是超声波焊接,焊接所用的焊带是铝带,与铝膜易焊。
焊接时,用一个表面凹凸不平的金属滚轮压住焊带,通过超声波传导能量,将焊带焊在电池板长边两侧的边缘上,做为引出电流的汇流条。
9.EV A、背板玻璃铺设
焊接后,将边缘多出的铝带成直角像电池板内侧弯折,在电池板上铺好EV A,在EV A 长边边缘两侧用剪子绞两个口,将汇流条从口引上来,压在EV A上面。
将清洗过的背板玻璃盖在EV A及汇流条上面,将汇流条的前端从背板玻璃上的小孔处引出来。
检查一下前板玻璃与背板玻璃的对位情况,放置一边。
这里,EV A是封装材料,轻薄,可以防水,具有粘性,可以通过“交联反应”将前后两块玻璃粘在一起,增加电池板强度与安全性。
背板玻璃是普通的白玻璃,有加工的小孔,引线用。
背板玻璃可以是普通的浮法玻璃,
也可以是钢化玻璃。
10.层压
铺设后的前板与背板玻璃需要经过层压,将EV A树脂模融化,产生粘性,通过交联反应,将前板与背板玻璃粘住,抽真空,将熔融的EV A中的气泡抽走,防止以后气泡变大,水汽进入。
一般,加热温度120-160度即可。
11.接线盒安装、终测
层压后,需要安装接线盒。
接线盒安装部分需要用密封胶和灌封胶保护,增加电池板的耐候性。
首先在无盖的接线盒边缘涂上一圈密封胶,粘在背板玻璃孔的位置,将铝带与接线盒的电极头焊上,多余的铝带剪掉。
测试电性能后,电池板贴上标签,标签上标有防护等级,电性能参数,通过的各项产品认证标识(TUV,UL,CE,MCS)等。
之后,在接线盒内部灌入灌封胶,一般采用A、B双组分胶,增加固化时间。
同时,在电池板组件边缘四周抹上一圈密封剂,防止水汽进入。
扣上接线盒的盖子,组件表面擦拭干净,用塑封膜包好接线盒的引出电缆,将组件装箱。