压力容器焊接常识
- 格式:ppt
- 大小:3.66 MB
- 文档页数:60
焊缝成型焊缝成型系数是对焊缝截面形状的考核,指熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(φ=B/H);焊缝系数是指对应焊接接头强度与母材强度之比值。
用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
压力容器分类压力容器分A、B、C、D四个级别。
A级又分:超高压容器、高压容器(A1)、第三类低、中压容器(A2)、球形储罐现场组焊或球壳板制造(A3)、非金属压力容器(A4)、医用氧舱(A5);B又分:无缝气瓶(B1)、焊接气瓶(B2)、特种气瓶(B3);C级又分铁路罐车(C1)、汽车罐车或长管拖车(C2)、罐式集装箱(C3);D级又分:第一类压力容器(D1)、第二类低、中压容器(D2)。
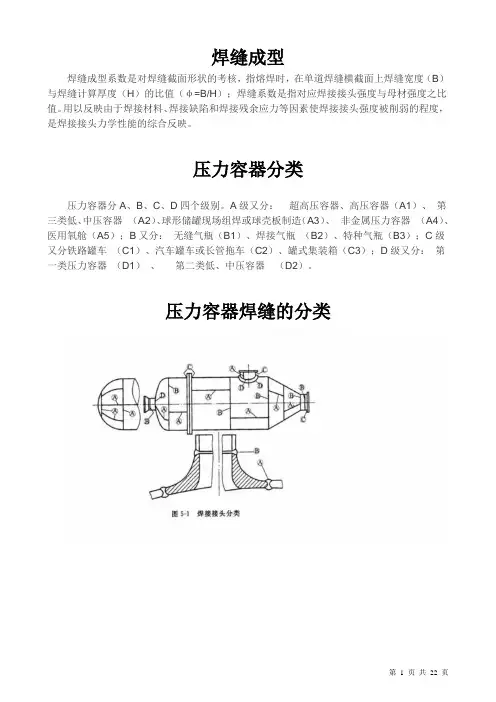
压力容器焊缝的分类产品试板有关规定1. 总则本规定适用于碳素钢、低合金钢、不锈钢制Ⅰ、Ⅱ、Ⅲ类压力容器。
2. 凡符合以下条件之一者,A类的圆筒纵向焊接接头,应按每台容器制造产品焊接试板。
2.1 钢板厚度δs>20mm的15MnVR;2.2 钢板材料的标准抗拉强度下限值σb>540MPa;2.3 Cr-Mo低合金钢;2.4 当设计温度小于-10℃时,钢板厚度δs>12mm的20R;钢材厚度δs>20mm 的16MnR;2.5 当设计温度小于0℃,大于等于-10℃时,钢材厚度δs>25mm的20R;钢材厚度δs>38mm的16MnR;2.6 制作容器的钢板凡需热处理以达到设计要求的材料力学性能指标者;2.7 设计图样上或用户要求按台制作产品焊接试板的压力容器;2.8 异种钢(不同组别)焊接的压力容器;2.9 图样上注明盛装毒性为极度危害或高度危害介质的容器。
3. 除第2条之外的压力容器,如果能提供连续30台(同一台产品使用不同牌号材料的,或使用不同焊接工艺评定的,或使用不同的热处理规范的,可按两台产品对待)同牌号材料、同焊接工艺(焊接重要因素和补加重要因素不超过评定合格范围,下同)、同热处理规范的产品焊接试板测试数据(焊接试板试件和检验报告应存档备查),证明焊接质量稳定,由质保工程师批准,可以批代台制作产品焊接试板,具体规定如下:3.1 以同钢号、同焊接工艺、同热处理规范的产品组批,连续生产(生产间断不超过半年)每批不超过10台,从中抽一台产品制作产品焊接试板。
焊接压力容器安全培训教材第一章:引言焊接压力容器是一项具有重大风险的工艺,涉及到人员的安全和设备的稳定性。
为了降低事故的风险,提高工作人员的安全意识和技能水平,本安全培训教材将重点介绍焊接压力容器的操作规范和安全要求。
第二章:焊接压力容器的基本知识2.1 焊接压力容器的定义焊接压力容器是指通过焊接技术将多个零件连接在一起形成的密封容器,用于储存或运输气体、液体或固体物质。
常见的焊接压力容器包括储罐、管道和锅炉等。
2.2 焊接压力容器的分类根据不同的应用领域和性质,焊接压力容器可分为静力容器和动力容器。
静力容器主要用于储存和运输气体、液体等,动力容器则用于生产过程中的能量转化。
2.3 焊接压力容器的结构和材料焊接压力容器的结构包括壳体、底板、法兰等组成部分,材料通常选择高强度的钢材或合金材料。
对于不同的工作环境和介质,需要选用适应性强的耐压材料。
第三章:焊接压力容器的安全要求3.1 设计安全要求焊接压力容器的设计必须满足相关标准的规定,并考虑到工作环境、工作压力、工作温度等因素,确保容器的结构牢固、安全可靠。
3.2 操作安全要求焊接压力容器的操作必须按照相关的工作程序进行,操作人员应经过专业培训,熟悉操作规程和相关安全要求,严禁违章操作。
3.3 维护安全要求焊接压力容器需要定期进行检修和维护,发现问题及时处理,确保容器内部清洁、防止腐蚀和泄漏。
第四章:焊接压力容器的安全操作4.1 装配前的准备在焊接压力容器装配之前,必须进行相关材料和设备的预检查,确保质量和安全。
4.2 焊接工艺要求焊接压力容器的焊接工艺应符合相应的标准和规范,包括焊接电流、工艺参数、焊接材料的选择等。
4.3 焊接过程中的安全措施焊接压力容器的焊接过程中,必须严格按照工作程序进行操作,戴好防护用品,确保焊接安全。
4.4 焊接结束后的处理焊接完成后,对焊缝进行质量检查,必要时进行无损检测,确保焊接质量符合要求。
第五章:焊接压力容器的事故案例分析5.1 焊接质量不合格导致泄漏事故通过分析焊接过程中质量不合格导致的泄漏事故,强调焊接工艺的重要性和质量控制的必要性。
一、压力容器用耐热钢及其焊接性在普通碳钢中加入一定量的合金元素,以提高钢的高温强度和持久强度,就形成了低合金耐热钢,对于压力容器用低合金耐热钢,为改善其焊接性能,常常把碳含量控制在0.2%以下。
这类钢通常以退火态或正火+回火状态交货。
由于合金含量在2.5%以下的低合金耐热钢具有珠光体+铁素体组织,故也经常称为珠光体耐热钢,如15CrMoR。
合金含量在3%~ 5%之间的低合金耐热钢供货状态为贝氏体+铁素体组织,故也称为贝氏体耐热钢,如12Cr2Mo1R。
压力容器上使用的低合金耐热钢主要是以加入铬和钼元素或辅以加入少量的钒、钛等元素来提高钢的蠕变强度和组织稳定性,所以也经常称之为Cr-Mo耐热钢或Cr-Mo-V系耐热钢。
也正由于这一类钢在耐高温的同时还具有良好的抗氢腐蚀性能,为此,Cr-Mo或Cr-Mo-V系的低合金耐热钢亦经常称为抗氢钢。
作为耐热钢,除上面已讲到的低合金耐热钢外,还有合金含量在在6%~ 12%之间的中合金耐热钢,如1Cr5Mo、1Cr9Mo1,和合金大于13%的高合金耐热钢,如1Cr17。
由于在压力容器中这两类耐热钢并不多见,本节以叙述低合金耐热钢为主。
为保证耐热钢焊接接头在高温、高压和各种腐蚀介质条件下长期安全的运行,其焊接接头性能应满足下列几点要求。
①接头的等强性耐热钢接头不仅应具有与母材基本相等的室温和高温短时强度,而且更重要的是应具有与母材相近的高温持久强度。
②接头的抗氢性和抗氧化性耐热钢接头应具有与母材基本相同的抗氢性和高温抗氧化性。
为此,焊缝金属的合金成分和含量应与母材基本一致。
③接头的组织稳定性耐热钢焊接接头在制造过程中,特别是厚壁接头将经受长时间多次热处理,在运行过程中将长期受高温高压的作用,接头各区不应产生明显的组织变化及由此引起的脆变或软化。
④接头的抗脆断性虽然耐热钢压力容器大多数是在高温下工作,但当压力容器和管道制造完工后将在常温下进行设计压力1.25倍压力的水压试验。

9.压力容器焊接技术9.1薄壁容器的焊接过程设备中的中低压容器大多数为薄壁容器,其特点为壁厚与直径之比很小(δ/D≤0.05)。
对于薄壁容器多采用单层卷板的方法制造筒节,用手工电弧焊和埋弧焊进行纵、环焊缝的焊接。
9.1.1薄壁容器焊接技术(1)焊前准备焊前的准备工作包括坡口加工,焊接区域的清洁以及焊件的装配等。
这些工作应给予足够的重视,不然会影响焊缝质量,严重时还会造成焊后返工。
对于中等厚度以下的容器焊接,常用的坡口形式有齐边坡口,V形坡口和X形坡口。
坡口形式的选择主要考虑以下几个因素:①能否保证焊透;②坡口形式是否易于加工;③尽量提高劳动生产率,节约焊接材料;④焊件焊后的变形尽量小。
例如:容器的壁薄,两面各焊一道即可焊透时,可采用齐边坡口,加工量小,生产效率高。
对于稍厚一些的容器,为保证焊缝质量,应开坡口。
采用何种形式的坡口也要视具体情况而定。
若容器组装后,在内部焊接时通风条件差,焊接的主要工作量应放在容器外侧,这时应选用不对称X形坡口(大口开在外侧)或V形坡口。
(2)容器焊接顺序先焊筒节纵缝,焊好后校圆,再组装焊接环缝。
当筒体直径太大无法校圆时,应先将单筒节的几条纵缝点焊,几个筒节组装点固定后再进行纵缝和环缝的焊接。
要注意的是必须先焊纵缝后焊环缝,因为若先将环缝焊好再焊纵缝时筒体的膨胀和收缩都要受到环缝的限制,其结果会引起过大的应力,甚至产生裂纹。
每条焊缝的焊接次序是先焊筒体里面,焊完后从外面用碳弧气刨清理焊根,将容易产生裂纹和气孔的第一层焊缝基本刨掉,经磁粉或着色探伤确信没有缺陷存在后再焊外侧。
(3)对接直缝的焊接对于中等厚度以下钢板的对接焊缝,采用齐边坡口最简单,并采用埋弧自动焊以提高生产率。
通常有以下几种焊接方法:①无衬垫双面自动焊对焊件的边缘加工和装配要求较高,焊件边缘必须平直,保证装配间隙小于1mm。
为了保证焊缝有足够的熔深又不会烧穿,焊第一面时要控制熔深为板厚的40~50%。
翻面后要控制熔深达到板厚的60~70%,以保证全焊透。