压力容器焊接培训
- 格式:pptx
- 大小:8.42 MB
- 文档页数:33

焊接压力容器安全培训教材第一章:引言焊接压力容器是一项具有重大风险的工艺,涉及到人员的安全和设备的稳定性。
为了降低事故的风险,提高工作人员的安全意识和技能水平,本安全培训教材将重点介绍焊接压力容器的操作规范和安全要求。
第二章:焊接压力容器的基本知识2.1 焊接压力容器的定义焊接压力容器是指通过焊接技术将多个零件连接在一起形成的密封容器,用于储存或运输气体、液体或固体物质。
常见的焊接压力容器包括储罐、管道和锅炉等。
2.2 焊接压力容器的分类根据不同的应用领域和性质,焊接压力容器可分为静力容器和动力容器。
静力容器主要用于储存和运输气体、液体等,动力容器则用于生产过程中的能量转化。
2.3 焊接压力容器的结构和材料焊接压力容器的结构包括壳体、底板、法兰等组成部分,材料通常选择高强度的钢材或合金材料。
对于不同的工作环境和介质,需要选用适应性强的耐压材料。
第三章:焊接压力容器的安全要求3.1 设计安全要求焊接压力容器的设计必须满足相关标准的规定,并考虑到工作环境、工作压力、工作温度等因素,确保容器的结构牢固、安全可靠。
3.2 操作安全要求焊接压力容器的操作必须按照相关的工作程序进行,操作人员应经过专业培训,熟悉操作规程和相关安全要求,严禁违章操作。
3.3 维护安全要求焊接压力容器需要定期进行检修和维护,发现问题及时处理,确保容器内部清洁、防止腐蚀和泄漏。
第四章:焊接压力容器的安全操作4.1 装配前的准备在焊接压力容器装配之前,必须进行相关材料和设备的预检查,确保质量和安全。
4.2 焊接工艺要求焊接压力容器的焊接工艺应符合相应的标准和规范,包括焊接电流、工艺参数、焊接材料的选择等。
4.3 焊接过程中的安全措施焊接压力容器的焊接过程中,必须严格按照工作程序进行操作,戴好防护用品,确保焊接安全。
4.4 焊接结束后的处理焊接完成后,对焊缝进行质量检查,必要时进行无损检测,确保焊接质量符合要求。
第五章:焊接压力容器的事故案例分析5.1 焊接质量不合格导致泄漏事故通过分析焊接过程中质量不合格导致的泄漏事故,强调焊接工艺的重要性和质量控制的必要性。
压力容器制造培训计划一、前言压力容器是一种重要的工业设备,被广泛应用于石油化工、航天航空、船舶建造、冶金等行业。
压力容器的制造工艺对产品的质量和安全性有着重要的影响,因此必须对制造人员进行专业的培训,确保他们具备足够的技术水平和安全意识。
本培训计划旨在解决压力容器制造中存在的技术难题,提高员工的技能水平,维护产品质量和企业安全。
二、培训目标1. 使学员了解压力容器的制造原理和工艺流程。
2. 掌握压力容器材料和焊接工艺的要点。
3. 掌握常见压力容器制造设备的使用和维护。
4. 增强学员的安全意识和质量控制能力。
5. 帮助学员掌握压力容器检验和测试技术。
三、培训内容1. 压力容器制造原理和工艺流程通过讲解和实例分析,使学员了解压力容器的类型、结构和工艺要求,熟悉压力容器的制造流程和工艺控制点。
2. 压力容器材料和焊接工艺介绍压力容器常用的材料种类、性能要求和选用原则,讲解焊接工艺的要点、注意事项和常见问题的处理方法。
3. 压力容器制造设备的使用和维护对压力容器制造过程中常用的设备进行介绍,包括卷板机、剪板机、焊接设备等,重点培训学员如何正确使用和维护这些设备。
4. 安全意识和质量控制能力结合具体案例,培养学员正确的安全意识,学习如何进行质量控制和问题处理,提高产品的可靠性和稳定性。
5. 压力容器检验和测试技术通过实践操作和案例分析,教授学员压力容器的检验和测试技术,包括水压试验、超声波检测、X射线检测等方法,并说明其在产品质量控制中的重要性。
四、培训方法1. 理论讲解通过讲座和课程讲解,传授相关理论知识和技术要点,使学员对压力容器制造工艺有全面的了解。
2. 实际操作结合实际操作和模拟实验,让学员亲身体验压力容器制造过程中的关键环节,增强学员的实际操作能力和技能水平。
3. 案例分析借助实际案例和典型问题,引导学员分析和解决实际中可能遇到的问题,提高学员的问题处理能力和质量意识。
4. 考核评估通过答题、操作评估等形式对学员进行考核评估,确保培训效果,提高培训质量。
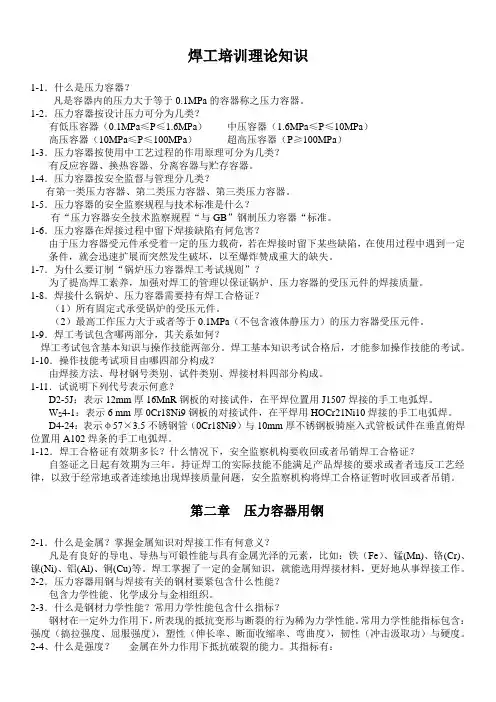
焊工培训理论知识1-1.什么是压力容器?凡是容器内的压力大于等于0.1MPa的容器称之压力容器。
1-2.压力容器按设计压力可分为几类?有低压容器(0.1MPa≤P≤1.6MPa)中压容器(1.6MPa≤P≤10MPa)高压容器(10MPa≤P≤100MPa)超高压容器(P≥100MPa)1-3.压力容器按使用中工艺过程的作用原理可分为几类?有反应容器、换热容器、分离容器与贮存容器。
1-4.压力容器按安全监督与管理分几类?有第一类压力容器、第二类压力容器、第三类压力容器。
1-5.压力容器的安全监察规程与技术标准是什么?有“压力容器安全技术监察规程“与GB”钢制压力容器“标准。
1-6.压力容器在焊接过程中留下焊接缺陷有何危害?由于压力容器受元件承受着一定的压力载荷,若在焊接时留下某些缺陷,在使用过程中遇到一定条件,就会迅速扩展而突然发生破坏,以至爆炸赞成重大的缺失。
1-7.为什么要订制“锅炉压力容器焊工考试规则”?为了提高焊工素养,加强对焊工的管理以保证锅炉、压力容器的受压元件的焊接质量。
1-8.焊接什么锅炉、压力容器需要持有焊工合格证?(1)所有固定式承受锅炉的受压元件。
(2)最高工作压力大于或者等于0.1MPa(不包含液体静压力)的压力容器受压元件。
1-9.焊工考试包含哪两部分,其关系如何?焊工考试包含基本知识与操作技能两部分。
焊工基本知识考试合格后,才能参加操作技能的考试。
1-10.操作技能考试项目由哪四部分构成?由焊接方法、母材钢号类别、试件类别、焊接材料四部分构成。
1-11.试说明下列代号表示何意?D2-5J:表示12mm厚16MnR钢板的对接试件,在平焊位置用J1507焊接的手工电弧焊。
W S4-1:表示6 mm厚0Cr18Ni9钢板的对接试件,在平焊用HOCr21Ni10焊接的手工电弧焊。
D4-24:表示φ57×3.5不锈钢管(0Cr18Ni9)与10mm厚不锈钢板骑座入式管板试件在垂直俯焊位置用A102焊条的手工电弧焊。


压力容器培训试题6压力容器培训试题6一、判断题1、《容规》适用于最高工作压力大于等于0.1MPC 的压力容器。
2、压力容器封头拼接焊接缝进行100%射线探伤时合格级别为Ⅱ级。
3、压力容器的设计总图底图上必须盖有压力容器设计资格印章。
4、有抗晶间腐蚀要求的奥氏体不锈钢制造压力容器返修部位仍需保证原有的机械性能。
5、压力容器焊材一级库的相对温度一般不应大于60%。
6、压力容器组焊时不允许采用十字焊接。
7、换热气接管安装时宜与壳体内表面平齐。
8、Q235-B 用于制造压力容器时其厚度不得大于16mm。
9、不锈钢材料下料采用的最好方法是火焰切割。
10、制造单位对原设计的修改应取得原设计单位的同意修改的书面证明文件并对改动部位作详细记载。
11、用于制造受压元件的材料在切割或加工后应进行标记移植。
12、不锈钢制造的容器表面咬边深度不得大于0.5mm咬边连续长度不得大于100mm.( )13、有延迟裂纹倾向的材料应焊后12 小时后进行无损检测有再热裂纹倾向材料应在热处理后再增加一次水压试验。
14、GB150、GB151、JB4730 标准就材料而言仅适用于钢制压力容器。
15、锥形封头与园筒的连接应采用全焊透焊缝。
16、316L 可代替316。
17、16mmR 钢制压力容器在液压试验时,液体温度不得低于50°18、GB151 规定当换热管为U 形管时U 形管的直管长度即为公称长度。
19、焊工应按焊接工艺评定或焊接工艺施焊制造单位应建立焊工人员档案。
20、角焊缝焊脚高度应符合设计图样要求外形应平缓过渡。
二、选择题1、对接后的换热管应逐根进行水压试验试验压力为设计压力的1 1.25 倍2)1.5 倍3)2 倍2、容器上凡被补强圈专座垫板等覆盖的焊缝均且必须进行探伤。
1不需打磨100% 2应打磨至与母材齐平100%3打磨至略低于母材20%且≦250mm3、GB150-98 规定接管和手焊法兰连接的焊缝应是1 B 类焊缝2)C 类焊缝3)D 类焊缝4、奥氏体不锈钢压力容器用水进行液压试验时应控制水中氯离子含量最高不超过120mg/L 2)25mg/L 3)30mg/L5、按压力等级可将压力容器分为低压容器中压容器高压容器等其压力为1最高工作压力2设计压力3工作压力6、按《容规》规定用于焊接压力容器的碳素钢和纸合金钢含碳量不应大于10.20% 20.25% 3)0.30%7、设计温度高于或等于300°C 时,应采用。