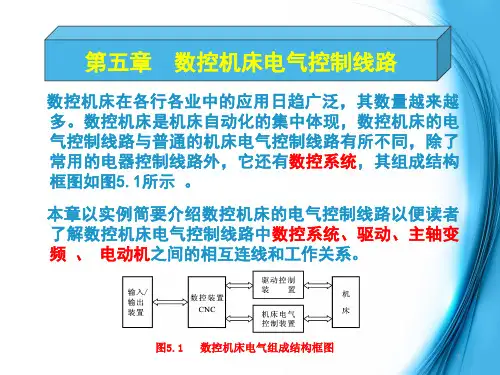
图5.1 数控机床电气组成结构框图
1
第一节 数控车床电气控制线路
数控车床的机械部分比同规格的普通车床更为紧凑简洁。 主轴传动为一级传动,去掉了普通机床主轴变速齿轮箱, 采用了变频器实现主轴无级调速。进给移动装置采用滚 珠丝杠,传动效率高、精度高、摩擦力小。
2
1.1 数控车床的主要工作情况
一般经济型数控车床的进给均采用步进电动机,进给电 动机的运动由NC装置实现信号控制。 数控车床的刀架能自动转位。换刀电动机有步进、直流 和异步电动机之分,这些电动刀架的旋转、定位均由NC 数控装置发出信号,控制其动作。而其他的冷却、液压 等电气控制跟普通机床差不多。 现以经济型CK0630型数控车床为例,说明普通数控车床
20
图 5.11 数控系统控制步进驱动接线图原理图
21
4、数控系统对电动刀架的控制:
(1)、直流型电动机电动刀架
数控系统控制电动刀架,主要控制刀架电动机的正反转, 所反应的刀号数送给数控系统.从数控系统输入信号接 口来看,低电平有效。由于电动机电流不是太大,故 选用数控系统能驱动的功率继电器。
数控系统控制电动刀架电动机的接线原理图如图5.12 所 示 。 P3 口 的 O6(P3.6) 和 O7 ( P3.7) 控 制 KA3 、 KA4继电器,由于输出低电平有效,故中间继电器另一端 接+24V。三个微动开关信号SQ1~ SQ3分别接P3口 的I1(P3.21)、I2(P3.22)、I3(P3.23),信号低 电平有效。图5.12中,用 KA3、KA4的触点控制直流 电动机正反转,而直流电源 DC27V的产生通过变压器 和整流桥等电路产生。
31
图5.19 CLK脉冲与DIR信号波形
图5.20 数控系统与步进驱动的接口图