焊接变形的矫正方法 ppt课件
- 格式:ppt
- 大小:719.00 KB
- 文档页数:11

焊后残余变形的矫正方法我和徒弟站在那堆焊后变形的工件前,徒弟一脸愁容。
我拍了拍他的肩膀,说:“别愁眉苦脸的,这焊后残余变形虽然看着麻烦,但咱有办法解决。
”徒弟抬起头看着我,眼里满是疑惑:“师傅,这可怎么弄啊?”我蹲下来,指着变形的部分说:“你看啊,机械矫正法是个常用的手段。
我以前遇到这种情况,就会用压力机来压。
我当时心里就想着,这就像是把一个走歪的东西硬生生给掰回来。
不过呢,在压的时候得小心,得一点点来,我就一边压一边在心里念叨,可不能压过头了。
要是压过头了,那这工件就废了,之前的焊接功夫也都白费了。
”徒弟若有所思地点点头。
我接着说:“还有火焰矫正法。
这火焰矫正啊,就像是给变形的地方做个热按摩。
我每次拿着火焰喷枪的时候,心里都有点紧张。
这火焰的温度和烘烤的位置可太关键了。
我得全神贯注,看着那工件在火焰下慢慢发生变化。
我就想着,这热量就像一双无形的手,把变形的地方给捋顺了。
我得拿捏好火候,要是温度太高或者时间太长,这工件的材质可能就被破坏了。
”徒弟问道:“师傅,那有没有更精准一点的办法呢?”我笑了笑:“当然有啊。
比如说,在焊接的时候咱们就采取一些预防变形的措施,像合理的焊接顺序、合适的焊接工艺参数。
我以前啊,总是在焊完之后才想起来矫正,后来我就琢磨,为啥不在焊接的时候就多注意呢?从那以后,我每次焊接前都会在心里计划好顺序,就像下棋一样,走一步想三步。
这样就能减少残余变形的产生,比事后矫正可好多了。
不过呢,即使预防了,也还是可能会有一些小变形,这时候机械矫正法和火焰矫正法就能派上用场了。
”徒弟听了我的话,脸上露出了笑容,他说:“师傅,我懂了,以后我也能处理好这些问题了。
”我欣慰地看着他,我知道他在这个过程中成长了。
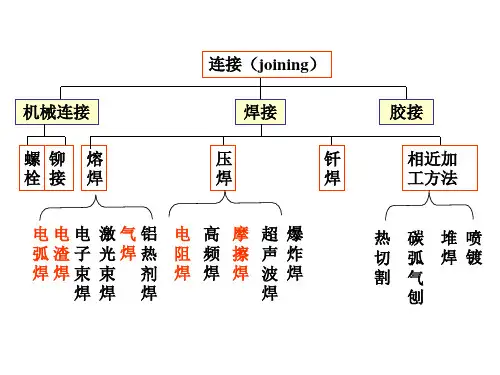
《焊接变形的控制与矫正》在现代工业生产中,焊接技术作为一种重要的连接工艺,被广泛应用于各个领域。
然而,焊接过程中不可避免地会产生焊接变形,这不仅会影响构件的尺寸精度和形状质量,严重时还可能导致构件的失效,给生产带来诸多问题。
有效地控制焊接变形并进行及时准确的矫正,对于保证焊接结构的质量和性能至关重要。
焊接变形的产生原因多种多样。
焊接时局部的高温加热是导致变形的主要因素之一。
焊接过程中,电弧产生的热量使得被焊接部位迅速升温至熔化状态,然后经过冷却凝固形成焊缝。
由于焊缝及其附近区域的金属受热不均匀,膨胀和收缩程度存在差异,从而产生了焊接应力,进而导致变形的发生。
焊接接头的拘束条件也会对变形产生影响。
如果构件在焊接过程中受到较强的外部约束,使其不能自由地膨胀和收缩,那么变形就更容易产生且变形量也会增大。
焊接材料的热物理性能、焊接工艺参数的选择不当等因素也都可能促使焊接变形的出现。
为了有效地控制焊接变形,我们可以采取一系列的措施。
在设计阶段,就应充分考虑焊接变形的问题。
合理选择构件的形状和尺寸,尽量避免焊缝的密集布置和过长的焊缝长度,以减少焊接变形的潜在可能性。
对于一些重要的焊接结构,还可以采用反变形法,即在构件制作时预先施加与预期焊接变形方向相反、大小相等的变形,从而抵消一部分焊接变形。
在焊接工艺方面,首先要选择合适的焊接方法。
不同的焊接方法具有不同的热输入特性和焊接变形倾向,气体保护焊相对于电弧焊来说,热输入相对较小,焊接变形较小;埋弧焊的热输入较大,焊接变形相对也较大。
根据具体的构件要求和焊接条件,选择合适的焊接方法是控制焊接变形的重要环节。
要严格控制焊接工艺参数,包括焊接电流、电压、焊接速度等。
通过试验和经验积累,确定最佳的焊接工艺参数组合,以尽量减小焊接变形。
在焊接过程中要注意保持焊接顺序的合理性,一般应按照从中间向两端、先对称后非对称的顺序进行焊接,这样可以有效地减小焊接应力和变形。
还可以采用预热、后热等工艺措施来减小焊接变形。

mk钢结构焊接变形的火焰矫正施工方法钢结构焊接变形的火焰矫正施工方法钢结构焊接变形的火焰矫正施工方法2011年05月24日钢结构焊接变形的火焰矫正施工方法摘要:根据多年经验,结合国内同行相关资料,阐述钢结构变形的主要种类,介绍焊接变形的火焰矫正施工方法。
关键词:火焰矫正焊接变形施工方法目前,钢结构已在厂房建筑中得到广泛的应用。
而钢结构厂房的主要构件是焊接H型钢柱、梁、撑。
这些构件在制作过程中都存在焊接变形问题,如果焊接变形不予以矫正,则不仅影响结构整体安装,还会降低工程的安全可靠性。
焊接钢结构产生的变形超过技术设计允许变形范围,应设法进行矫正,使其达到符合产品质量要求。
实践证明,多数变形的构件是可以矫正的。
矫正的方法都是设法造成新的变形来达到抵消已经发生的变形。
在生产过程中普遍应用的矫正方法,主要有机械矫正、火焰矫正和综合矫正。
但火焰矫正是一门较难操作的工作,方法掌握、温度控制不当还会造成构件新的更大变形。
因此,火焰矫正要有丰富的实践经验。
本文对钢结构焊接变形的种类、矫正方法作了一个粗略的分析。
1 钢结构焊接变形的种类与火焰矫正六剑客职教园(最大的免费职教教学资源网站)钢结构的主要构件是焊接H型钢柱、梁、撑。
焊接变形经常采用以下三种火焰矫正方法:(1)线状加热法;(2)点状加热法;(3)三角形加热法。
下面介绍解决不同部位的施工方法。
以下为火焰矫正时的加热温度(材质为低碳钢)低温矫正 500度~600度冷却方式:水中温矫正 600度~700度冷却方式:空气和水高温矫正 700度~800度冷却方式:空气注意事项:火焰矫正时加热温度不宜过高,过高会引起金属变脆、影响冲击韧性。
16Mn在高温矫正时不可用水冷却,包括厚度或淬硬倾向较大的钢材。
1.1翼缘板的角变形矫正H型钢柱、梁、撑角变形。
在翼缘板上面(对准焊缝外)纵向线状加热(加热温度控制在650度以下),注意加热范围不超过两焊脚所控制的范围,所以不用水冷却。
焊接变形的控制与矫正1、改进焊接设计(1)尽量减少焊缝数量在设计焊缝结构时应当避免不要的焊缝,尽量选用型钢、冲压件代替焊接件、以减少肋板数量来减少焊接和矫正变形的工作量。
(2)合理选择焊缝形状及尺寸对于板厚较大份额对接接头应选X型坡口代替V型坡口。
减少熔敷金属总量以减少焊接变形。
在保证有足够能力的条件下,应尽量选用较小的焊缝尺寸。
对于不需要进行强度计算的T形接头,应选用工艺上合理的最小焊脚尺寸。
并且采用断续焊缝比连续焊缝更能减少变形。
当按设计计算确定T形接头角焊缝时,应采用连续焊缝,不应采用与之等强的断续焊缝,并应采用双面连续焊缝代替等强度的单面连续焊缝,以减小焊角尺寸。
对于受力较大的T形或十字接头,在保证相同强度的条件下,应采用开破口的角焊缝,这样比一般角焊缝可大大减少焊缝金属、减少焊缝变形量。
(3)合理设计结构形式及焊缝位置 设计结构时应考虑焊接工作量最小以及部件总装时的焊接变形量最小。
对于薄板结构,应选合适的板厚、减少骨架间距及焊角尺寸,以提高结构的稳定性、减少波浪变形。
此外,还应尽量避免设计曲线形结构。
因为采用平面可使固定状态下的焊接装备比较简单,易于控制焊接变形。
由于焊缝的横向收缩通常比纵向收缩显著,因此应尽量将焊缝布置在平行于要求焊接变形量最小的方向。
焊缝的位置应尽量靠近截面中心轴,并且尽量对称于该中心轴,以减少结构的弯曲变形。
2、采取工艺措施(1)反变形焊前将构件装配成具有与焊接变形相反方向的预先反变形。
反变形的大小应以能抵消焊后形成的变形为准。
这种预制的反变形可以是弹性的、塑性的或弹塑性的。
(2)刚性固定将构件加以固定来限制焊接变形,对于刚度小的结构,可以采用胎卡具或临时支承等措施,增加该结构在焊接时的刚度,以减少焊接变形量。
结构的刚度越大,利用刚性固定法控制弯曲变形的效果较差,而对角变形及波浪形较为有效。
这种方法虽然可以减少焊接变形,但同时却又增加了焊接应力。
(3)选用合理的焊接方法及焊接参数选用能量密度较高的焊接方法,可以减少焊接变形。
