基于PROE的数控加工编程
- 格式:doc
- 大小:692.50 KB
- 文档页数:11

ProE数控车削加工实例:轴加工ProE 数控车削加工实例:阶梯轴加工前言Pro/ENGINEER 是美国PTC 公司所开发的3D 实体模型设计和数控加工自动编程软件;本文详细介绍了利用Pro/E NC 加工模块的功能进行阶梯轴数控车削加工的具体方法和步骤;本文可供科技人员进行计算机辅助设计和大专院校数控专业教学参考。
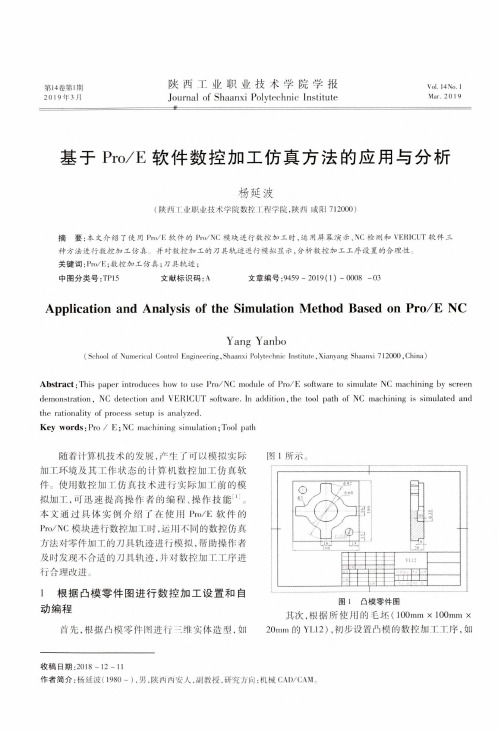
1 零件的平面图和三维图1.1零件的平面图如图1.1所示。
图1.1目录前言1零件的平面图、三维图、制造模型和加工后的零件图2运行Pro/ENGINEER 程序 3加工步骤3.1新建制造模型文件和制造设置 3.2加工φ24一头 3.3加工φ30另一头 3.4 加工凹槽4生成CL 数据文件和G 代码文件1.2零件的三维图(即参照模型)如图1.2所示。
图1.21.3制造模型(即由参照模型和工件装配在一起组合而成的)图1.31.4加工后的零件图如图1.3所示。
图1.42 运行Pro/ENGINEER 程序返回目录3 加工步骤3.1新建制造模型文件和制造设置 3.1.1 设置工作目录[文件]-[设置工作目录],打开“选取工作目录”对话框,更改到另一工作目录,如图3.1.1。
3.1.2新建制造模型文件3.1.2.1在主菜单中单击“新建”,弹出“新建”对话框,在类型中选择“制造”,子类型中选择“NC 组件”,在名称栏键入名称:JieTiZhouJiaGong 。
如图3.1.2.1。
单击“确定”按钮,此时创建的文件格式为:.mfg 。
图3.1.2.13.1.2.2单击“确定”按钮后,进入Pro/NC 的操作界面,同时弹出菜单管理器下的制造菜单。
如图3.1.2.2。
3.1.3打开设计模型文件3.1.3.1从文件中打开参考模型选择“菜单管理器”中“制造模型”,在“制造模型”下选择“装配”,在“制造模型类型”下选择“参照模型”,弹出“文件打开”对话框,选择欲加工零件(.prt 格式文件), 如图3.1.3.1所示。
PROE与数控加工编程摘要:PROE是美国PTC公司旗下的产品Pro/Engineer软件的简称,是一款集CAD/CAM/CAE 的功能一体化的综合性三维软件,在目前的三维造型软件领域中占有着重要地位,并作为当今世界机械CAD/CAM/CAE领域的新标准而得到业界的认可和推广,是现今最成功的CAD/CAM软件之一,同样也在数控加工中得到广泛应用,成为技工院校数控加工和模具设计专业的一门必修课程。
关键词:PROE 数控加工参数设置工作路径对于复杂模型数控加工程序的编写,已经不能靠手工人为来完成,但现实是我们产品的形状越来越多样化,对我们加工提出更高的要求。
从而PROE的应用越来越广,学的人也越来越多,PROE是一个大型的CAD/CAM系列类的综合软件,功能包含了零件设计、模具设计、装配、机构运动、有限元分析、数控编程等多种功能,其中零件设计功能在同类软件里是相当的灵活实用。
PROE是美国PTC公司旗下的产品Pro/Engineer软件的简称,是一款集CAD/CAM/CAE 的功能一体化的综合性三维软件,在目前的三维造型软件领域中占有着重要地位,并作为当今世界机械CAD/CAM/CAE领域的新标准而得到业界的认可和推广,是现今最成功的CAD/CAM软件之一,同样也在数控加工中得到广泛应用,成为技工院校数控加工和模具设计专业的一门必修课程。
PROE的系统特点有:1)三维实体造型,它可以将使用者的设计概念,以真实模型的形式在计算机上呈现出来,避免二维点、线、面设计的不足,三维实体模式更直观、逼真、形象。
2)以特征造型为基础。
PROE是一款基于特征的实体建模工具,以特征作为组成模型的基本单元,实体模型是通过特征来完成设计的。
3)参数式设计。
PROE是一个参数化系统,根据参数创建设计模型,几何形状大小都由参数控制。
PROE建模技术是曲面建模,实体建模和特征建模,是完全应用特征技术发展起来的CAD/CAM系统软件,在造型方面提供了拉伸、旋转、扫描、挤压、打孔、倒角、拔模、阵列等多种造型方式,可以方便的设计各种复杂的特征。


三轴联动铣削数控编程一、设置工作目录启动 Pro/ENGINEER Wildfire 4.0,在菜单栏中依次选择“文件” “打开”命令,在弹出的“选择工作目录”对话框中选择已经设置好的文件夹“sk”,然后单击“确定”按钮,设置工作目录完成,如图1所示。
图1 “选取工作目录”对话框二、创建NC组件在工具栏中单击“新建”快捷方式,系统弹出“新建”对话框,在“类型”选项组中选中“制造”单选按钮,在“子类型”选项组中选中“NC组件”单选按钮,在名称里输入“pl_sk”,取消选中“使用缺省模板”复选框,单击“确定”按钮,如图2所示。
在弹出的“新文件选项”对话框的“模板”列表框中选择“mmns_mfg_nc”选项,单击确定按钮,如图3所示。
图2 “新建”对话框图3 “新文件选项”对话框三、装配参照模型(1)在“制造”菜单管理器依次选择“制造模型”→“装配”→“参照模型”选项,如图4所示。
图4 依次选择“制造模型”“装配”“参照模型”选项(2)系统弹出“打开”对话框,选择创建好的零件“pl_up.prt”,单击“打开”按钮,如图5所示。
图5 “打开”对话框(3)在弹出的“装配”操控面板中,选择位置关系为“缺省”,如图6所示,然后单击“应用并保存”按钮。
图6 “装配”操控面板(4)系统弹出“创建参照模型”对话框,选中“按参照合并”单选按钮,单击“确定”按钮。
(5)打开的零件模型如图7所示。
图7 打开的零件模型四、创建工件(1)在“制造模型”菜单管理器中依次选择“创建”→“工件”选项,如图8所示。
图8 选择“创建”→“工件”选项(2)在提示栏输入零件名称为“pl_wrk”,单击“接受”按钮,如图9所示。
图9 提示栏(3)在“实体”菜单管理器中选择“加材料”选项,在“实体选项”菜单管理器中依次选择“拉伸”→“实体”→“完成”选项。
(4)在弹出的“拉伸”操控面板中单击“放置”标签,切换到“放置”选项卡,单击“定义”按钮,如图10所示,选择“曲面F1(抽取):PL_UP”面为草绘平面,单击“草绘”对话框中的“草绘”按钮进入草绘模式。

基于Pro/E的模具数控铣削加工模具数控铣削加工是现代模具制造行业中最常用的数控加工技术之一,其主要依托于计算机辅助设计与数控设备的高精度控制,将大型三维的模具零件转化为多组二维的刀具路径,以实现高效、高精度、高自动化的加工过程。
在其中,“Pro/E”是最具代表性的数控加工软件之一。
Pro/E,全称PTC CREO Parametric,是美国PTC公司为企业级机械设计和制造打造的全球性产品开发工具集。
其主要基于各类先进CAD技术,覆盖了产品设计、分析、加工、制造等方面的功能,十分适合各种大规模产品的制造。
在模具数控加工领域中,Pro/E可以根据模具设计中的三维模型信息,实现立体化加工路径的生成,并将这些路径通过G代码输出到数控机床上,以实现模具零件的高速、高精度切削。
针对模具加工中的实际问题,Pro/E提供了许多现代化的工具和技术,包括以下几个方面:1.三维模型的导入Pro/E支持几乎所有三维CAD工具的模型导入(例如SOLIDWORKS、CATIA、NX等)。
在导入三维模型后,用户可通过Pro/E的高级删减功能快速剖析三维模型的结构,降低整个加工过程的复杂度。
2.切削工具与切削路径生成在Pro/E中,用户可通过嵌入式的CAD界面,实现加工路径的自主设计。
在路径设计中,用户可以手动设计路径并指定对应的切削工具,也可以利用Pro/E的刀具库功能直接导入不同类型的切削工具,并由软件自动计算切削路径。
3.G代码生成、数控调试与加工仿真Pro/E支持多种数控机床标准的G代码输出,并配置了诸多调试功能,并对其进行多维度全方位的加工仿真。
在以上操作中,用户可以利用Pro/E的数控调试工具进行数控程序的优化,提高切削速度、扩大加工范围,并将数控程序直接导入数控机床进行加工。
总之,Pro/E作为近几年来最具代表性的模具零部件加工软件之一,具有极高的可靠性、精度和自动化水平。
它能够根据模型信息智能地生成高端三维底板构图,并为各种类型的数控机床提供标准的数控程序输出。
Pro/E数控雕刻加工对于复杂模型数控加工程序的编写,已经不是我们能够靠手工、人力所能完成的工作。
但现实是我们产品的形状是越来越变化多样,对我们的加工出提出了更高的要求。
这里我们就介绍了怎样利用PROE来完成数控的编程和数控加工,希望能对大家学习PROE数控加工时给予启发。
例子以一个小工艺品为例,使用材料是有机玻璃加工机床是西门子840D,对于其中的参数设置只能是一个参考大家应该根据材料、机床、系统等不同的实际情况而合理处理。
建立加工模型1.利用拉伸建立395*500*7的模型。
2.这里我们利用“视图→颜色和外观→映射→贴花”来在模型上贴上我们所要的图片。
3.利用“拉伸→草绘→曲线”用样条曲线来逼近上面的图形边沉,拉伸深度为2mm向里剪切。
如下图:4.保存我们刚才所生成的模型。
数控加工机床设置5.保存所建立的模型后,拭除Pro/E会话。
新建一个会话“新建→制造”建立如下图的会话。
6.在Pro/E中加入前面所做的图形为“参照模型”,步骤是:“制造模型→装配→参照模型”打开所做的模型,接受缺省设置完成如下图:7.点创建→工件,输入工件名称为workpiece(当然这里的名字不是特定的)点“实体→加材料→拉伸→实体→完成”。
8.选择参考模型的上表面做为参考平面,做一个405*510*7的模型完成后如下图所示:9.点“完成/返回”返回上一级目录,建立坐标系选择模型上表面、RIGHT和WC-ASM-TOP作为参考平面,点对话框中的“定向”使Z轴垂直于上平面方向朝上,X轴平行于RI GHT平面方向指向五环。
10.点“完成/返回”返回上一级目录,点“制造”对话框下的“机床设置”,设置参数如下图:粗加工图像部分11.点“完成/返回”返回上一级目录,点“加工→NC序列→粗加工→完成”在序列设置中勾选参数和窗口。
设置“切削进给量=200;跨度=1.4;最大台阶深度=0.5;安全距离=2;主轴转速=2500”。
12.设置“窗口”,单击“洗削窗口”→“草绘窗口类型”→“草绘”按钮进入草绘界面草绘一个如下图的红色框。
基于ProE的数控加工方法引言数控加工技术是指通过计算机控制数控机床进行加工的一种方法。
它具有高效、高精度、高稳定性等优点,在制造业中得到广泛应用。
ProE是一款常用的计算机辅助设计(CAD)软件,结合ProE和数控加工技术可以实现更加精确、灵活的加工过程。
本文将介绍基于ProE的数控加工方法,包括设计、仿真和加工过程,并对其优势和应用进行讨论。
设计在使用ProE进行数控加工的过程中,首先需要进行设计。
设计包括三维模型的创建、装配和约束等步骤。
三维模型创建使用ProE可以创建各种零件的三维模型。
可以通过绘制草图、拉伸、旋转等操作创建各种几何形状。
创建的模型需要符合加工要求和加工工艺。
装配装配是将多个零件组装在一起,形成一个整体。
在装配过程中,使用ProE可以通过对零件进行定位和约束操作,确保零件之间的相对位置和运动。
约束约束是对零件运动和位置的限制。
使用ProE可以对零件进行约束操作,如固定、旋转、联接等,以确保装配的稳定和可靠。
在进行数控加工之前,可以使用ProE进行仿真,模拟加工过程,评估加工质量和效果。
剖析剖析是将三维模型按照加工工艺进行切割和分析。
通过剖析,可以获得加工过程中不同零件的加工轨迹、切削参数等信息。
路径规划路径规划是指确定切削工具的运动轨迹和加工顺序。
使用ProE可以进行路径规划,确定每个零件的加工次序和工件的加工顺序。
仿真分析使用ProE进行仿真分析,可以模拟加工过程中的切削力、热变形、坐标误差等因素,评估加工质量和效果。
通过分析结果,可以进行优化设计和加工参数的调整。
经过设计和仿真后,可以进行数控加工。
加工包括准备工作、编程和加工操作。
准备工作在加工之前,需要准备数控机床、刀具和工件。
确保机床和刀具的状态良好,工件安装稳固。
编程使用ProE可以生成数控加工程序。
编程包括选择切削工具、确定切削参数、设置运动轨迹等操作。
在编程过程中,需要考虑刀具路径规划和加工顺序。
加工操作根据编程生成的数控加工程序,进行加工操作。
基于PROE得数控加工编程题目:本实验完成了PROE中轴类零件得数控车削加工过程。
通过三维建模,机床设置,以及加工仿真等过程,编制出了数控车床得G代码文件,加工零件得图纸如图所示:ﻫ图1数控车床加工得零件图操作步骤:1、利用PROE 3、0得建模功能,根据题目图纸,建立零件得三维模型如图:2、建立数控加工文件并装配加工模型:错误!在proe得主界面中单击新建按钮,然后选择制造-NC组件类型,输入加工文件名后,单击确定进入制造模式,然后,在菜单管理器中点击制造模型-装配-参考模型,在弹出得文件打开对话框中,选择第一步建立得模型文件,单击确定将工件装配进入制造模式.参考工件显示在工作区中,如图所示:错误!在菜单管理器中单击制造模型-创建-工件,在弹出得对话框中输入文件名后,系统弹出下一级子菜单,选择加材料方式,并选择拉伸方式,建立系统得制造模型(毛坯工件),如下图所示:其中半透明部分就是要切削掉得部分,而实体部分就是保留得工件模型。
然后单击完成/返回菜单返回主菜单.3、操作设置错误!定义操作名称在主菜单中单击制造—制造设置选项,系统弹出操作设置对话框,在对话框中输入操作得名称:OPO10,然后单击NC机床,弹出机床设置对话框,该工件属于旋转类零件,适合使用车床类加工方式,因此,在机床设置对话框中,选择机床类型为车床,刀架塔台为一个塔台。
机床主轴得转速限制为1000RPM,如下图所示:错误!定义机床坐标系与退刀面在以上步骤中得操作设置对话框中,单击加工零点选择按钮,工件模型中,以工件得端面与主轴为参考,作出一个参考坐标系,作为机床得加工零点,然后,将退刀面设置在距离加工零点50mm处,如下图所示:4、区域车削错误!设置刀具参数在菜单中单击制造-加工—NC序列,系统弹出加工菜单,在加工菜单中单击加工—区域—完成命令,系统显示出序列设置菜单,使用系统默认得刀具与参数选择,单击完成。
系统弹出刀具设置对话框,在该对话框中设置好刀具得参数后,单击应用与确定.错误!设置加工过程参数在菜单中,单击制造参数中得设置命令,系统弹出参数树对话框,对相应得参数进行相应得设置,在该实验中,将车削运动得进给速度设置为200,每一刀得进刀深度设置为2,主轴得转速设置为1000,其余参数采用系统默认得参数。
然后,单击文件菜单中得保存按钮,输入文件名将该设置保存。
错误!选择加工区域在加工过程参数设置完成后,系统弹出“CL数据”文本文件与定制对话框,在定制对话框中单击插入按钮,系统显示出“车削加工轮廓”菜单,单击创建轮廓命令,系统弹出创建轮廓菜单,在模型上选取车削轮廓,确定后选取中心线以上部分,选择切割延拓方向为Z轴负方向,然后确认切减材料,此时,在模型中显示出要切减得材料。
错误!加工过程仿真演示在NC序列菜单中单击“演示轨迹"命令,系统显示“演示路径"菜单,同时,设置好得车刀也显示在相应得位置,单击播放对话框得开始按钮,则在屏幕上开始仿真演示工件得加工过程,这就是可以通过演示中得走刀路径检查设置过程得错误,并进行相应得修改,演示完成后,在工件上显示出相应得走刀路径。
然后,单击NC序列菜单中得完成序列命令,完成序列设置.4、生成CL数据文件与G代码文件单击制造菜单中得CL数据命令,然后,在CL数据菜单中单击输出命令,系统显示出NCL文件显示窗口,单击NCL文件窗口中得文件选项,通过保存按钮将该NCL文件保存在适当得位置后,关闭该窗口.从系统主菜单进入后置处理程序选项,单击完成后,在弹出得对话框中选取刚才保存得NCL文件,单击打开。
然后在后置处理列表中选择其中得一个选项UNCL01、P12,然后系统进行后置处理,生成G代码文件,在随后出现得对话框中输入G代码文件得文件名,将G代码文件保存到硬盘中。
利用记事本程序打开刚才保存得G代码文件(扩展名为tap),可以瞧到相应得车床得G代码。
附:实验得G代码文件N5G71N10 (/ MFG0001)N15G0 G17G99N20 G90 G94N25 S1000 M03N30 G1 Z1、5 F2540、N35 G0 X135、948 Y0、N40G1 X131、748 F200、N45Z-400、N50 X133、948N55G0Z1、5N60G1 X129、873 F200、N65Z-400、N70 X134、073N75G0Z1、5N80G1 X127、999F200、N85Z-400、N90 X132、199N95G0Z1、5N100 G1 X126、124 F200、N105 Z-400、N110X130、324N115 G0 Z1、5N120 G1X124、25 F200、N125Z-400、N130 X128、45N135 G0 Z1、5N140G1 X122、375 F200、N145Z—400、N150X126、575N155 G0 Z1、5N160 G1X120、5F200、N165 Z-400、N170 X124、7N175 G0Z1、5N180 G1 X118、626 F200、N185Z-400、N190 X120、826N195 G0Z1、5N200G1 X116、626F200、N205 Z—298、5N210 X117、126N215 X117、235 Z-298、504N220 X117、344 Z-298、516N225 X117、452Z-298、536N230X117、558 Z-298、564N235 X117、661 Z-298、599N240 X117、762Z—298、642N245 X117、86 Z—298、692N250 X117、953 Z-298、749N255X118、042 Z-298、813N260X118、126Z-298、883N265 X118、205 Z—298、959N270 X118、278 Z—299、04N275X118、345Z—299、127N280 X118、406Z—299、218N285 X118、459Z—299、314N290 X118、506Z—299、413N295X118、545 Z-299、515N300 X118、577Z—299、62N305 X118、601 Z—299、727 N310 X118、617 Z—299、835N315 X118、625 Z-299、944N320X118、626 Z—300、N325 X120、826N330 G0 Z1、5N335 G1X114、626 F200、N340 Z—298、5N345X118、826N350G0Z1、5N355 G1 X112、626 F200、N360Z—298、5N365X116、826N370 G0Z1、5N375 G1 X110、626F200、N380 Z-298、5N385X114、826N390 G0Z1、5N395G1X108、626F200、N400Z-298、5N405 X112、826N410G0 Z1、5N415 G1X106、626 F200、N420Z-298、5N425X110、826N430 G0 Z1、5N435 G1 X104、626 F200、N440Z-298、5N445 X108、826N450G0Z1、5N455G1 X102、626 F200、N460 Z-298、5N465 X106、826N470 G0 Z1、5N475G1 X100、626 F200、N480 Z—298、5N485X104、826N490 G0 Z1、5N495G1 X98、626 F200、N500Z—298、5N505 X102、826N510 G0 Z1、5N515G1X96、626 F200、N520 Z-298、5N525 X100、826N530 G0 Z1、5N535 G1X94、626 F200、N540Z-298、5N545X98、826N550G0Z1、5N555 G1X92、626F200、N560 Z-298、5N565 X96、826N570G0Z1、5N575 G1X90、626 F200、N580Z—298、5N585 X94、826N590 G0 Z1、5N595G1 X88、626 F200、N600 Z—298、5N605 X92、826N610 G0 Z1、5N615 G1X86、715F200、N620 Z—194、584N625 X88、532Z-199、478N630 X88、566 Z—199、582N635 X88、593 Z—199、688N640 X88、612Z-199、796N645X88、623 Z-199、905N650X88、626Z-200、N655X90、826N660 G0 Z1、5N665 G1 X84、804F200、N670 Z—189、437N675X86、715Z—194、584N680X88、915N685 G0Z1、5N690G1X82、893F200、N695 Z-184、29N700X84、804Z—189、437N705X87、004N710G0Z1、5N715G1X80、983 F200、N720 Z-179、144N725X82、893 Z—184、29N730X85、093N735 G0 Z1、5N740 G1X79、072 F200、N745Z-173、997N750X80、983Z-179、144N755X83、183N760 G0Z1、5N765G1 X77、161F200、N770 Z-168、85N775X79、072Z-173、997N780X81、272N785 G0Z1、5N790G1 X75、25F200、N795Z—163、704N800 X77、161Z—168、85N805 X79、361N810G0 Z1、5N815 G1 X73、34 F200、N820 Z—158、557N825 X75、25 Z—163、704 N830X77、45N835 G0 Z1、5N840G1 X71、429 F200、N845 Z-153、41N850X73、34Z-158、557N855X75、54N860G0 Z1、5N865 G1 X69、518F200、N870Z—148、264N875 X71、429 Z-153、41 N880 X73、629N885 G0Z1、5N890 G1 X67、607 F200、N895Z-143、117N900 X69、518 Z—148、264N905X71、718N910 G0 Z1、5N915 G1X65、697F200、N920 Z—137、97N925 X67、607 Z-143、117N930X69、807N935 G0Z1、5N940 G1 X63、786F200、N945 Z-132、823N950X65、697Z—137、97N955 X67、897N960 G0 Z1、5N965 G1X61、875 F200、N970 Z-127、677N975X63、786 Z-132、823N980 X65、986N985G0 Z1、5N990G1 X59、964 F200、N995Z-122、53N1000 X61、875Z—127、677N1005 X64、075N1010G0Z1、5N1015G1X58、054 F200、N1020 Z-117、383N1025X59、964 Z-122、53N1030X62、164N1035 G0Z1、5N1040G1X56、143 F200、N1045Z-112、237N1050 X58、054Z-117、383N1055X60、254N1060G0 Z1、5N1065 G1X54、232F200、N1070 Z-107、09N1075 X56、143Z-112、237N1080 X58、343N1085 G0Z1、5N1090 G1X52、321F200、N1095 Z—101、943N1100X54、232Z-107、09N1105 X56、432N1110 G0 Z1、5N1115G1 X51、5 F200、N1120 Z-99、731 N1125 X52、321 Z-101、943 N1130X54、521N1135G0Z1、5N1140G1 X49、589 F200、N1145Z0、N1150 X51、5N1155Z-99、731N1160X88、532Z—199、478N1165 X88、566 Z-199、582 N1170X88、593 Z-199、688N1175 X88、612Z-199、796N1180 X88、623 Z—199、905N1185X88、626Z-200、N1190 Z1、5N1195X48、5N1200 X50、7N1205X48、5N1210Z0、N1215 X51、5N1220 Z-99、731N1225 X88、532 Z—199、478N1230 X88、566 Z-199、582N1235X88、593 Z—199、688N1240 X88、612 Z-199、796N1245 X88、623 Z-199、905N1250X88、626 Z-200、N1255X133、948N1260 M30%。