生产工艺单(模版)
- 格式:xls
- 大小:43.50 KB
- 文档页数:5

狄威豪斯(北京)商贸有限公司工艺说明书款号:DH011D013___________________________________品名:连衣裙___________________________________ 设计师:___________________________________ 工艺师:李洪章___________________________________ 制版师:赵东伟___________________________________ 推版师:赵东伟___________________________________ 审核:___________________________________ 日期:___________________________________生产工艺解析图DH011D013服装生产工艺流程验布∣→裁剪∣→印绣花∣→整烫∣→检验∣→包装∣㈠面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单,样板的定制和样衣的制作,样衣经客户确认都方可进入下一道生产流程。
面料经过裁剪,缝制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗,成衣砂洗,扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经过检验合格后包装入库。
㈡面料检验的目的要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效提高服装的正品率。
面料检验包括外观质量和内在质量两个大方面。
外观上主要检验面料是否存在破损,污迹,织造疵点,色差等问题。
经砂洗的面料还应注意是否存在砂道,死褶印,劈裂等砂洗疵点,影响外观的疵点在检验中均需用标记注释出,在裁剪时避开使用。
面料的内在质量主要包括缩水率,色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。

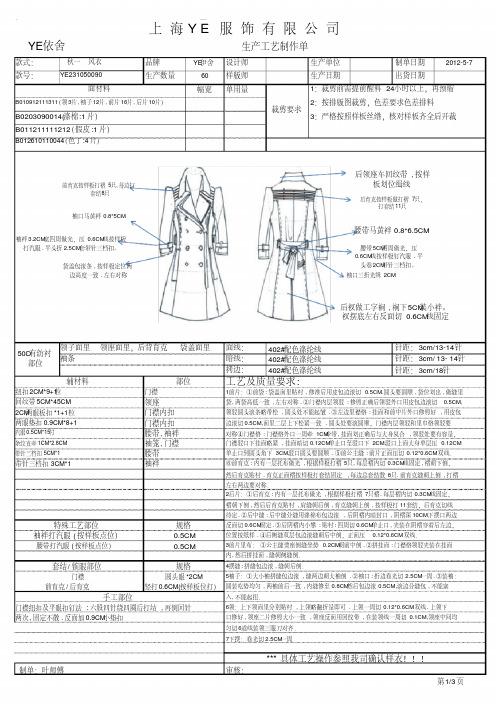
XXX服饰生 客户名称:XXX公司款号:M LMM0286 客户款号:图 纸 说 明半 成 品 操 作 工 艺 要 求1.主唛订于领托领下净3cm,黑色透明丝线0.2装领0.8cm缝位,刀眼对准,封领面里领三角针车订,面料做领挂 0.6cm*5cm.夹于后领缝居中,不可错位.洗唛车于左里袋贴下居中,距外框线0.2cm.字朝上. 6.装拉链领下10cm 处面略紧挂面略松,保持袋贴压0.1cm明线。
自然外翻,右前中拼皮2cm宽。
右门襟距领缝2.面加棉,大身加100G仿丝棉,袖加80G仿丝棉,面线左门襟宽度按版,长度按成衣门襟长度。
上距210D丝线,明线11针/3cm,暗线13针/3cm。
领缝0.7cm。
合齿门襟不可顶住领缝。
门襟3.前袋袋唇为对折皮料,四周压线0.1cm,转角方正,不起扭,拉链不可起浪。
车门襟夹皮料支线。
袋布在门襟处带条固定,袋布装饰线按版点位,线距7.袖片按版点位车装饰线,袖叉双支线宽1.60.8cm。
胸袋双支线拉链袋,上支线为皮,袋口宽1.4cm, 压线0.1cm,克夫按版,拉链保留封口铁和缝拉链露齿0.2cm,合齿后拉头朝前中.袋口前中处车双层8.订肩袢按版点位,装面袖肩点前后各4cm处三角皮,大小按版,左右对称。
前袋、胸袋装饰线按版点位, 山略拨开。
注意肩点处不可出现凹三角现象车转角圆顺.线距0.8cm。
肩袢扣起后有0.3cm松量,袖山袖腋各加一直4.前担干拼接夹皮料支线,皮外露0.2cm. 明线 纤条与里袖固定,松量1.5cm.0.1cm+0.6cm压上段.后担干按版点位车省,下垫里料。
省尖不可9.袖前缝夹皮料支线。
左袖底缝留口翻衣8cm起窝,止口向下压0.1cm+0.6cm明线,左右长短一致。
顺色线封口压0.1cm明线,线头清理干净。
后侧片按版点位车装饰线,线距同前片.拼侧片上下同10.整件明线不重针不接线,所有线头打结拉步无吃势.0.1cm+0.6cm明线压大片.拼后担干下段不11、内里:挂面夹支线,距离止口2mm打三角可有松量,夹皮料支线,皮外露0.2cm.上段压 0.1cm+0.6cm12、腰节断缝夹织带,织带净宽0.5cm,明线.顺直不起扭。

工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。

请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。