钢轨焊接机械
- 格式:ppt
- 大小:651.50 KB
- 文档页数:27


钢轨焊接方法钢轨作为铁路交通的重要组成部分,承载着列车和货物的重量。
为了确保铁路的安全和稳定运行,钢轨的焊接工艺至关重要。
本文将介绍几种常见的钢轨焊接方法。
一、电弧焊接法电弧焊接法是一种常见的钢轨焊接方法。
它利用电弧产生高温,将钢轨的两端加热至熔化状态,然后迅速接合。
这种方法具有焊接速度快、焊缝质量高的优点,适用于长距离的钢轨焊接。
电弧焊接法还可以分为手工电弧焊接和自动电弧焊接两种。
手工电弧焊接是指焊工手持电焊设备,对钢轨进行焊接。
这种方法灵活性强,适用于各种不同角度和位置的焊接。
然而,手工电弧焊接需要焊工具备一定的技术水平,操作不当容易导致焊接质量不稳定。
自动电弧焊接是指利用机器设备进行钢轨焊接。
这种方法可以提高焊接的准确性和稳定性,避免了人为因素对焊接质量的影响。
但是,自动电弧焊接设备的成本较高,操作和维护难度也较大。
二、气体保护焊接法气体保护焊接法是一种常用的钢轨焊接方法。
它利用惰性气体(如氩气)对钢轨焊接区域进行保护,防止氧气和其他杂质进入,保证焊缝质量。
气体保护焊接法适用于对焊缝质量要求较高的钢轨焊接,如高速铁路线路。
气体保护焊接法可以分为惰性气体保护焊接和活性气体保护焊接两种。
惰性气体保护焊接是指利用惰性气体(如氩气)对焊接区域进行保护。
这种方法可以有效地防止氧气和其他杂质进入焊缝,提高焊接质量。
惰性气体保护焊接常用于高速铁路线路的焊接,要求焊缝质量高。
活性气体保护焊接是指利用活性气体(如二氧化碳)对焊接区域进行保护。
这种方法可以提供更强的焊接热量,适用于较大厚度的钢轨焊接。
然而,活性气体保护焊接需要更高的焊接设备和技术要求。
三、熔覆焊接法熔覆焊接法是一种常见的钢轨焊接方法。
它利用焊条或焊丝对钢轨进行熔覆,形成焊缝。
熔覆焊接法适用于对焊接强度和耐磨性要求较高的场合,如弯道和坡道。
熔覆焊接法可以分为手工熔覆焊接和自动熔覆焊接两种。
手工熔覆焊接是指焊工手持焊条或焊丝进行钢轨焊接。
这种方法操作简单,适用于各种不同角度和位置的焊接。

钢轨焊机操作规程及保养
1. 钢轨焊机操作规程:
1)操作前检查:在使用钢轨焊机之前,需要对设备进行检查,确保所有操作部件都处于正常状态。
检查焊接电缆、气体管路、压力表和温度计等部件,确保它们都没有损坏或者漏气的情况。
2)准备工作:根据需要进行钢轨的切割和对接准备,确保钢
轨的两端切口平整,使得焊接更加均匀牢固。
3)设置参数:根据钢轨的材质和尺寸,调整焊机的电流、压
力和其他焊接参数,以确保焊接效果良好。
4)开始焊接:将钢轨放置在焊接夹具上,对两端进行预热,
然后进行焊接。
在焊接过程中要保持焊接速度和焊接角度的一致,确保焊接质量。
5)结束焊接:在完成焊接后,需要对焊口进行检查,确保焊
接质量满足要求。
然后将焊机停止工作,对设备进行清洁和维护。
2. 钢轨焊机保养:
1)定期检查:定期对焊接电缆、气体管路、压力表等部件进
行检查,及时发现并修复损坏或者漏气的情况。
2)清洁维护:在使用钢轨焊机后,及时清洁设备,去除焊渣
和焊剩,同时对电机、传动部件进行润滑保养,确保设备的正常运转。
3)存放保养:在长时间不使用钢轨焊机时,需要对设备进行合适的存放保养,防止设备受潮、生锈或者损坏。
4)保养记录:对设备的保养情况进行记录,包括保养时间、保养内容和保养人员,以便于对设备进行有效管理。
通过以上的操作规程和保养措施,可以确保钢轨焊机的正常运转和焊接质量,延长设备的使用寿命,提高工作效率。

起重机钢轨的焊接
一、钢轨材料U71Mn的焊接性分析
1、该材料属于高碳钢,焊接性很差,必须采取高预热和缓冷措施。
2、无论从力学性能还是焊接工艺性考虑,均应采用“里软外硬”
的方案(即内部焊材应低匹配,使焊缝内部有较高的韧性,而
轨面应耐磨,以适应起重机的需要)。
3、焊接时应采取措施防止角变形。
高碳钢轨的矫正是十分困难
的。
坡口设计应使焊缝尽可能窄,以减少焊接工作量,减少变
形。
二、焊接工艺
1、焊接材料
距轨面15㎜起用D112焊条堆焊耐磨层,其余层均用低匹配的J507焊条施焊。
2、坡口形式
采用窄间隙直坡口。
留15~20㎜间隙以利于排渣和减少角变形。
3、预置反变形
反变形垫块的设计,应使焊后恰好使轨道面齐平。
4、预热和缓冷
接头两侧各200~300㎜范围内焊前预热到300~350℃并保持一段时间,焊后再将接头区加热到300℃并缓冷(用石棉粉覆盖)。
5、铜模强迫成形
钢轨接头装配后,先焊底部Ⅰ层焊缝,然后装配两侧铜夹板以强
迫Ⅱ层焊缝成形。
铜夹板与焊件间留4~6mm间隙以排渣。
底部焊缝用砂轮清根后再焊补,焊后接头表面和两侧再用砂轮修磨到位。
6、焊接工艺参数
盖面层和底部 I=160~180A,中间层I=200~210A。
固定式钢轨闪光焊技术在铁路中的发展与应用摘要:固定式钢轨闪光焊机是焊轨厂和焊轨基地用于生产长钢轨的核心设备,其特点是效率高、精度高、功率大、性能稳定。
我国无缝线路中近90%的钢轨焊接接头是采用闪光焊接方法生产的,而近80%的闪光焊接头是采用固定式钢轨闪光焊机生产的,因此固定式钢轨闪光焊机的质量直接关系到我国高铁、既有线和重载铁路等无缝线路的质量和行车安全。
关键词:固定式钢轨闪光焊技术在铁路中的发展与应用1、GAAS80系列固定式钢轨闪光焊机的基本性能和结构1.1机械机构动架采用吊挂结构,为该系列固定式钢轨闪光焊机的典型结构特征。
我国曾经应用的GAAS80/600型、GAAS80/700型和在役的GAAS80/580型焊机均采用该结构,但具体悬挂方式经历了三种不同形式的变革。
我国最早于1980年引进4台GAAS80系列固定式钢轨闪光焊机,分别安装在北京、上海、沈阳、郑州。
该批闪光焊机在动架顶部安装有一根纵向导轴,纵向导轴穿过在主机架的两个静压轴承,使动架可纵向滑动。
在动架底部铰接了两根平行的连杆,连杆另一端的铰接点设在主机架上。
平行连杆可防止动架在纵向运动时产生偏移。
上世纪90年代中期我国对第一批GAAS80型固定式钢轨闪光焊机进行了改装,将纵向导轴结构改为横梁小半径吊板结构。
主要原因为:第一,纵向导轴结构的维护量大;第二,纵向导轴结构容易磨损,影响焊接精度和焊机寿命;第三,纵向导轴结构导致动架动作阻力增加、灵敏度降低,影响焊接质量的稳定性。
我国引进的1989年生产的GAAS80/700型焊机采用了横梁小半径吊板方式吊装。
该系列焊机在动架上方的主机架位置装有两个垂直钢轨方向的横梁,通过横梁与机架之间的2组钢板(长度约为750mm)以吊挂结构悬挂动架在主机架上。
动架下方同样安装了两根平行的连杆,用于防止动架在纵向运动时产生偏移。
在钢轨焊接过程中,动架在垂直和水平方向上,以固定悬挂点和静架连杆固定点为中心做圆弧运动,会在垂直和水平方向上产生微量偏移。
钢轨现场接触焊施工方法及工艺钢轨接触焊是铁路钢轨施工中常用的一种连接方法,可以实现长轨无缝连接,提高轨道的连接强度和平整度。
下面将介绍钢轨现场接触焊施工方法及工艺。
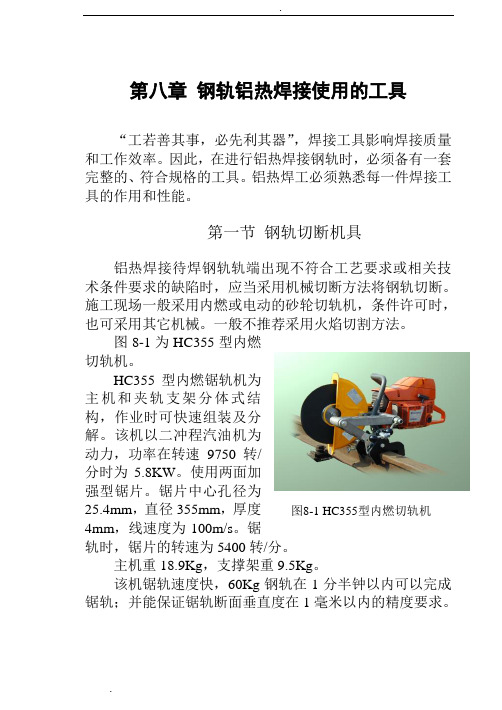
一、工具和设备准备1.磨车:用于去除钢轨两端的铝层。
2.接触焊机:用于进行接触焊。
3.钢轨砂轮机:用于修整焊缝。
4.清洁工具:如钢丝刷、刮刀等,用于清除焊接区域的脏物和氧化层。
二、施工准备1.清洗钢轨:使用清洁工具清理焊接区域,确保表面干燥和无杂物。
2.钢轨对接:将需要进行接触焊的两根钢轨对接在一起,确保端面紧密贴合。
3.钢轨预热:使用焊接机对接触区域进行预热。
三、焊接操作流程1.涂抹焊剂:在钢轨接触区域涂抹焊剂,以提高焊缝质量。
2.去除铝层:使用磨车去除钢轨两端的铝层,以减少接触电阻。
3.接触焊机设置:根据钢轨材质和焊接要求,设置接触焊机的焊接参数,如电流、电压、焊接时间等。
4.焊接操作:将焊接机头两端分别与两根钢轨的端面上移动,使其接触形成电弧,同时施加一定的压力,使钢轨产生足够的热量进行焊接。
5.焊接检查:焊接完成后,对焊缝进行外观和尺寸的检查,确保焊缝的质量。
6.焊缝修整:使用钢轨砂轮机对焊缝进行修整,使其符合铁路规范的要求。
四、质量控制1.焊接参数:根据焊接材料和焊接要求,合理设置焊接机的参数,以确保焊接质量。
2.检查焊缝:焊接完成后,通过外观检查和尺寸检查,判断焊缝质量是否合格。
3.焊缝修整:对不合格的焊缝进行修整,使其符合规定要求。
4.焊接记录:记录每次焊接的参数、时间、工序和检查结果,以便追溯焊接质量。
五、安全注意事项1.防护设施:在焊接现场设置防护措施,如挡板、防护网等,避免焊接飞溅伤人。
2.保护眼睛:焊接过程中,操作人员应佩戴防护眼镜,防止火花跳溅伤到眼睛。
3.确定接地:焊接机的接地应牢固可靠,以保证焊接安全。
4.操作规范:操作人员必须经过专业培训,确保熟练掌握焊接操作规范。
5.灭火器材:在现场设置灭火器材,以备不时之需。
一、什么是钢轨的移动闪光焊接1. 名词解释O焊机: 悬挂式钢轨闪光焊机。
O移动闪光焊: 闪光焊机在铁路轨道上焊接钢轨,焊机及其配套设备的动力源是独立的车载式发电机组;它是无缝线路轨道工程施工中现场钢轨焊接方法之一。
O拉轨器:精确地拉伸待焊钢轨到焊接位置的钢轨张紧装置。
O保压推凸:推凸是在焊机仍然夹紧焊接轨的工况下进行的(独立推凸油缸),而且这种工况可以延时。
具有保压推凸功能的焊机在钢轨焊接过程中以及焊后可以省去拉轨器。
2. 设备图1 自走行组合式(焊机+拉轨器)移动焊轨车图2 移动焊轨车的钢轨张拉装置(拉轨器)图3 移动焊轨车的钢轨焊接记录曲线上述移动焊轨车特点是:可以拉动500m长轨和单元轨节焊接;拉轨器在焊接全过程与焊机保持完全同步运动;焊接准备工序较多,技术要求较高。
图4是集装箱式移动焊轨车,焊机是AMS60型,可以实现钢轨左侧或右侧工作边对正。
焊机可以进行脉动闪光焊。
图4 集装箱式焊轨作业车此种焊轨车配备专用钢轨拉伸器后可以拉动长轨焊接。
未配备专用钢轨拉伸器时,只能进行25m钢轨的线路上焊接。
图5是该焊机的钢轨脉动闪光焊记录曲线。
曲线中记录焊接全过程的送进力(KN)、焊接二次电流(KA)、位移(mm)以及时间量(S)。
曲线中还标出有主要区域参数的计算值。
图5 钢轨脉动闪光焊记录曲线图6是另一种集装箱式+移动式钢轨拉伸器的焊轨作业车。
它的特点是:一台焊机可以配套两架拉轨器焊接线路上左右股钢轨,节省时间。
但是,移动式钢轨拉伸器与焊机在焊接全过程中不容易做到同步运动。
图6 带有移动式钢轨拉伸器的焊轨车图7 移动式钢轨拉伸器图8是拉轨和焊轨一体式(保压推凸)的集装箱移动焊轨车。
焊机是K922型,轨端对位时应考虑推凸油缸的行程、推凸能否到位。
图8(a)焊轨车图8(b) K922焊机二、移动闪光焊与基地闪光焊的差别(对比)比对结果:移动闪光焊的工况比基地闪光焊工况要差一些,因此对焊接施工管理人员的业务素质要求也应更高一些;对操作人员的责任心和技术要求也应更强一些;对焊轨施工的各项规范制定也应更细一些。