轴承套工艺卡和工序卡
- 格式:doc
- 大小:86.50 KB
- 文档页数:2
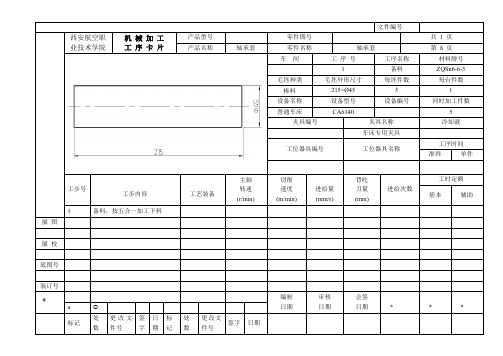
业技术学院工序卡片产品名称轴承套零件名称轴承套第8 页车间工序号工序名称材料牌号1 备料ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料215×Ø45 5 1设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液车床专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 备料,按五合一加工下料描图描校底图号装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文业技术学院工序卡片产品名称轴承套零件名称轴承套第2 页车间工序号工序名称材料牌号2 钻孔ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料215×Ø45 5 1设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液车床专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 车左端端面三爪卡盘顶尖外圆车刀900 161 0.2 1.5 1 3s描图 2 钻左端中心孔9003 调头车右端端面900 161 0.2 1.5 1 3s 描校4 钻右端中心孔900底图号装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文业技术学院工序卡片产品名称轴承套零件名称轴承套第 3 页车间工序号工序名称材料牌号3 粗车ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 5 1设备名称设备型号设备编号同时加工件数普通车床CA6140 5夹具编号夹具名称冷却液三爪卡盘工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 车外圆Ø42,长度为6.5mm 外圆车刀900 161 0.5 1.5 1 28.6m 描图2 车外圆Ø36js7为Ø37mm 外圆车刀900 128.8 0.5 1.75 2 23s3 车空刀槽2×0.5,q总长40.5mm 专用车刀900 161 0.5 1.5 1 10s 描校4 车分隔槽Ø20×3mm 专用车刀900 161 0.5 1.75 3 35s5 两端倒角1.5×45°专用车刀底图号五件同时加工,尺寸均相同装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文业技术学院工序卡片产品名称轴承套零件名称轴承套第 4 页车间工序号工序名称材料牌号4 钻ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 5 1设备名称设备型号设备编号同时加工件数钻床Z540 5夹具编号夹具名称冷却液软爪工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 钻孔Ø20H7至Ø20mm成单件Ø22钻头680 142 1 9.8s 描图描校底图号装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文业技术学院 工 序 卡 片产品名称轴承套零件名称 轴承套第 5 页车 间 工 序 号工序名称 材料牌号 5 车、铰 ZQSn6-6-3 毛坯种类 毛坯外形尺寸每坯件数每台件数棒料 1 1 设备名称 设备型号 设备编号同时加工件数普通车床CA61401 夹具编号夹具名称 冷却液三爪卡盘工位器具编号工位器具名称 工序时间 准终单件工步号 工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给量 (mm/r) 背吃 刀量 (mm) 进给次数工时定额基本 辅助 1车端面,取总长40mm 至尺寸 外圆车刀 900 161 0.5 1.5 1 6s 描 图 2 车内孔Ø20H7为Ø2005.0 专用车刀 960 128.8 0.5 0.25 1 9.8s 3 车内槽Ø24×16至尺寸 专用车刀 960 128.8 0.5 1 1 1.5s 描 校 4 铰孔Ø20H7至尺寸 专用车刀195 9.6 0.27 0.01 1 114s 5 车两端倒角1.5×45°底图号装订号*编制 日期审核 日期会签 日期 * * * a处更改文签日标处更改文业技术学院工序卡片产品名称轴承套零件名称轴承套第6页车间工序号工序名称材料牌号6 精车ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1夹具编号夹具名称冷却液三爪卡盘工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 车Ø34H7(2.0)mm至尺寸外圆车刀900 161 0.5 0.005 1 28.6s 描图描校底图号装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文业技术学院工序卡片产品名称轴承套零件名称轴承套第7 页车间工序号工序名称材料牌号7 钻ZQSn6-6-3毛坯种类毛坯外形尺寸每坯件数每台件数棒料 1 1设备名称设备型号设备编号同时加工件数钻床Z540 5夹具编号夹具名称冷却液专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额基本辅助1 钻径向油孔Ø4mm Ø4麻花钻392 14 0.5 1 0.18s 描图描校底图号装订号*编制日期审核日期会签日期* * *a处更改文签日标处更改文班级 12101229 检 验 卡 片产品型号 轴承套 工厂 西安航空职业技术学院 零组件图号车间共 8 页 第 8 页 材 料工序名称 检 验名称 锡青铜 牌号 ZQSn6-6-3检 验 规格一个毛坯制造零件数1 检验后交1序号 检验内容检验设备及工具 1 L=40mm游标卡尺 2 L=6mm 游标卡尺 3 L=12mm 游标卡尺 4 L=12mm 游标卡尺 5 2×0.5mm 游标卡尺 6 L=20mm 游标卡尺 7 Ø=42nn 外径千分尺 8 Ø=20H7mm 内径千分尺 9 Ø=36012.0 mm 外径千分尺 10 Ø=24mm 内径千分尺 11 Ø=4mm 内径千分尺 12 1.5×45° 万能角度尺 13 垂直度0.01 直角尺 14 圆跳动0.01 V 形块 15 表面光洁度 接触量法编制批准 文件编号 更改号 文件号 签 字 日 期 更改号 文件号 签 字 日 期 校对审核。

轴承座加⼯⼯艺轴承加⼯⼯艺题⽬:设计轴承座的机械加⼯⼯艺规程及机床夹具设计内容:1、绘制零件图(按1︰1的⽐例)1张2、绘制⽑坯图(按1︰1的⽐例) 1张3、填写零件机械加⼯⼯艺规程卡⽚ 1套包括:机械加⼯⼯艺过程卡⽚1套机械加⼯⼯序卡⽚1套4、机床夹具总体⽅案图 1张原始资料:零件图样1张;零件⽣产纲领为10000件⼀、零件的分析1.1 零件的作⽤轴承座是轴承和箱体的集合体,以便于应⽤,这样的好处是可以有更好的配合,更⽅便的使⽤,减少了使⽤⼚家的成本。
1.2 零件图样分析图1.1 零件图1)侧视图右侧⾯对基准C(φ30021.00+mm轴线)的垂直度公差为0.03mm。
2)俯视图上、下两侧⾯平⾏度公差为0.03mm。
3)主视图上平⾯对基准C(φ30021.00+mm轴线)的平⾏度公差为0.03mm。
4)主视图上平⾯平⾯度公差为0.008mm,只允许凹陷,不允许凸起。
5)铸造后⽑坯要进⾏时效处理。
6)未注明倒⾓×45°。
7)材料HT200。
1.3 零件的⼯艺分析零件的材料为HT200,灰铸铁⽣产⼯艺简单,铸造性能优良,但塑性较差、脆性⾼,不适合磨削为此以下是轴承座需要加⼯的表⾯以及加⼯表⾯之间的位置要求:l)φ30021.00+mm轴承孔可以⽤车床加⼯、也可以⽤铣床镗孔。
2)轴承孔两侧⾯⽤铣床加⼯,以便加⼯2mm×1mm槽。
(主要是为了减少应⼒集中)3)两个φ8022.00+mm定位销孔,与销要过渡配合,精度达到IT8,要先钻后铰才能达到要求。
4)侧视图右侧⾯对基准C(φ30021.00+mm轴线)的垂直度检查,可将⼯件⽤φ30mm⼼轴安装在偏摆仪上,再⽤百分表测⼯件右侧⾯,这时转动⼼轴,百分表最⼤与最⼩差值为垂直度偏差值。
5)主视图上平⾯对基准C(φ30021.00+mm轴线)的平⾏度检查,可将轴承座φ30021.00+mm孔穿⼊⼼轴,并⽤两块等⾼垫铁将主视图上平⾯垫起,这时⽤百分表分别测量⼼轴两端最⾼点,其差值即为平⾏度误差值。


编 号CG125CG150曲轴连杆组件工序名称压 装材 料设备名称 压装机 设备代号工装代号F65-500夹具代号工步号 工 步 内 容重要度检测频次检测手段工辅具量具名称规格代号 1 将曲轴连杆组件右曲柄方向向上,连杆方向朝外,右曲柄球轴承标识向上放入右曲柄上。
A全检目测2 将右轴承压套套入右曲柄上,启动压机,压入右轴承。
A 全检 目测 专用压头 F65-503注压装前轴承的清洁度检查压装后,右轴承与曲柄不允许有间隙 A 全检目测压右轴承专用套筒每月必需修一次。
编制 会签共4页校对审定第1页更改标记处数 文 件 号 签 字 日 期 更改标记 处数文 件 号签 字日 期 标准批准曲轴连杆组件 13220-I008-0000 右曲柄球轴承92102-00063-28-P5 右曲柄球轴承 套入右曲柄上右轴承压头 F65-503压装工装本体 F65-500编 号CG125 CG150曲轴连杆组件工序名称压 装材 料设备名称 压装机设备代号工装代号F65-500夹具代号工步号 工 步 内 容重要度检测频次检测手段工辅具量具名称规格代号 1 将曲轴连杆组件左曲柄方向向上,连杆方向朝外。
B 全检 目测2 将左曲柄球轴承防尘盖向上,轴承专用压套套入左曲柄上,启动压机压入轴承。
A全检目测专用套筒 F65-502注不得碰伤、划伤零部件注意区别左右轴承。
左轴承防尘盖向上。
轴承压装前应转动灵活,无卡滞。
压装后,右轴承与曲柄不允许有间隙,左轴承与曲柄允许有<0.2的间隙。
A20件/次 塞尺0.2压左轴承专用套筒每月必需修一次。
编制 会签 共4页校对审定第2页 更改标记处数 文 件 号 签 字 日 期 更改标记 处数 文 件 号签 字日 期 标准批准左曲柄轴承92102-63-28-RS-P5左曲柄球轴承 套入右曲柄上 防尘盖向上 左轴承压头F65-502编 号CG125 CG150曲轴连杆组件工序名称压正时齿材 料设备名称压装机 设备代号工装代号F65-500夹具代号工步号工 步 内 容重要度检测频次检测手段工辅具量具名称规格代号 1 将正时齿放入压装套,使其O 形标记中心对正半圆键槽中心,调整正时齿使齿轮斜齿与限位套啮合。

轴承套加工工艺设计规程与油孔夹具工艺设计工序卡片覆盖主要的工艺设计细节。
以下是轴承套加工工艺设计规程及油孔夹具工艺设计工序卡片:
一、轴承套加工工艺设计规程
1、产品介绍
轴承套是由低碳钢或不锈钢制成的,用于安装轴承,进行精密加工,
其内壁有压力形成的油槽。
2、加工材料
采用低碳钢或不锈钢,材料硬度符合要求。
3、加工设备
采用数控机床,可以完成加工精度高,表面处理精细。
4、加工工艺
(1)精加工阶段:
a.基准加工:拆下轴承套,放在机床上,将轴承套的外形加工,保证
外形精度。
b.对刀加工:根据设计要求,对轴承套的孔加工,保证孔的精度。
c.抛光:使用砂纸抛光,使周围表面光洁无缺陷,达到表面处理要求。
(2)油孔加工:
a.拆下轴承套,放在油孔夹具上,定位准确。
b.进行铣削,完成油孔加工,保证油孔的精度。
c.抛光:使用砂纸抛光,使油孔表面光洁无缺陷,达到表面处理要求。
(3)清洗:
a.使用清洗液,将加工过的轴承套进行清洗,清除残留的油脂和污垢。
b.使用空气吹扫,将清洗出来的污垢和气体吹除。
1、工序卡片介绍。

轴承座加工工艺过程及工序卡收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除西安工业大学机械加工工序卡片生产类型中批生产工序号01零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/n)主轴转速(r/min)切削速度(mm/min)基本工时收集于网络,如有侵权请联系管理员删除011 铸造毛坯游标卡尺西安工业大学机械加工工序卡片生产类型中批生产工序号02零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具辅助工具名称型号工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min收集于网络,如有侵权请联系管理员删除02121.铸件内外非加工表面彻底清洗干净2.涂耐油漆西安工业大学机械加工工序卡片生产类型中批生产工序号03零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用夹具立式钻床Z535收集于网络,如有侵权请联系管理员删除工序工步工步说明刀具量具走刀长度(mm)走刀次数切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)基本工时min031 1.夹轴承孔两侧毛坯,2.铣轴承座底面,照顾尺寸30mm和表面粗糙度。
铣刀游标卡尺42 粗铣1精铣2粗铣2精铣10.14 235 92.3 0.15西安工业大学机械加工工序卡片生产类型中批生产工序号04零件名称轴承座零件号零件重量 1.0kg 同时加工零件数 1材料毛坯牌号硬度型式重量HT200 HB170~241 铸件设备夹具和辅助工具名称型号专用收集于网络,如有侵权请联系管理员删除钻床Z535夹具工序工步工步说明刀具量具走刀长度(mm)走刀次数齿升量(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)基本工时min04121.钻Ø9的孔2.锪Ø13的沉头孔。
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共15页第1页车间工序号工序名称材料牌号金工4铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣底面至图纸要求,保证尺寸10硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第2页车间工序号工序名称材料牌号金工5铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣2-φ12凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣2-φ12凸台面至图纸要求,保证尺寸12硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第3页车间工序号工序名称材料牌号金工6铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣φ10凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣φ10凸台面至图纸要求,保证尺寸58硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第4页车间工序号工序名称材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣左端面至图纸要求,保证尺寸32硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第5页车间工序号工序名称材料牌号金工8铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣右端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣右端面至图纸要求,保证尺寸30硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第6页车间工序号工序名称材料牌号金工9钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面为基准,钻孔2-φ5贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔2-φ6YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第7页车间工序号工序名称材料牌号金工10钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以左端面为基准,钻孔φ4,单边贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔φ7深7YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.33 攻丝M8×0.75,深6丝攻、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第8页车间工序号工序名称材料牌号金工11镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面及2-φ6一面两孔定位,粗镗孔φ16至φ14 YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.32 半精镗孔φ16至φ15.5YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.33 精镗孔φ16至图纸要求,保证尺寸40±0.02YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。