锻造毛坯感应加热设备共77页文档
- 格式:ppt
- 大小:8.09 MB
- 文档页数:77
锻造电炉操作流程锻造加热电炉是指锻造行业的锻前加热设备,其多数采用电磁感应加热原理来加热金属工件后成为锻造毛坯。
由于锻造加热电炉根据用户技术要求不同而设计制造,且为高温加热设备,有一定的安全风险性,因此锻造加热电炉的安装调试还是有所差异的,这就要求其安装调试前要有所要求,按照安装调试要求按部就班的执行锻造电炉的安装调试。
这里,海山电炉小编来介绍锻造加热电炉的安装调试,仅供大家参考。
一、锻造加热电炉安装前准备工作1、预先确定锻造加热电炉的安装位置,确保其周围有足够的空间,并考虑到海山电炉的散热问题。
2、根据锻造加热电炉的要求准备必要的工具和材料,如扳手、电线、导轨等。
3、检查锻造加热电炉的外观、电器元件和连接线路是否完好无损,如有发现异常情况应及时修复。
二、锻造加热电炉固定底座1、.根据锻造加热电炉的尺寸和重量,选择适当的底座材料,并进行加工和装配。
2、将底座固定在锻造加热电炉安装位置上,使用螺栓或焊接方式进行牢固连接。
三、安装锻造加热电炉主机1、清洁锻造加热电炉底座和主机座面,并确保其平整无杂质。
2. 将锻造加热电炉放置在底座上,同时注意电炉的安装方向,确保接线和操作台面方便。
3、使用水平仪调整锻造加热电炉的水平度,确保放置平稳。
四、锻造加热电炉的接线和电缆布置1、按照锻造加热电炉的接线图,将锻造加热电炉与控制柜进行相应的接线连接。
2、选用合适的电缆布线方式,将电缆穿过电缆槽或管道进行固定,保持整齐美观且不易受损。
五、检查锻造加热电炉运行环境1、检查锻造加热电炉周围的环境是否符合要求,如电源电压稳定、空气流通等。
2、检查锻造加热电炉是否与其他设备的接口连接,如冷却水、气源等。
六、准备锻造加热电炉调试前的测试1、检查锻造加热电炉的所有电器元件和传感器是否连接正确,是否处于正常工作状态。
2、将锻造加热电炉与电源连接,开启电源开关,观察电炉的指示灯是否亮起,同时观察海山电炉是否发出异常声音。
七、锻造加热电炉调试前的准备工作1、清洁锻造加热电炉内部的金属毛刺、焊渣等杂质,确保电炉内壁光滑无缺陷。

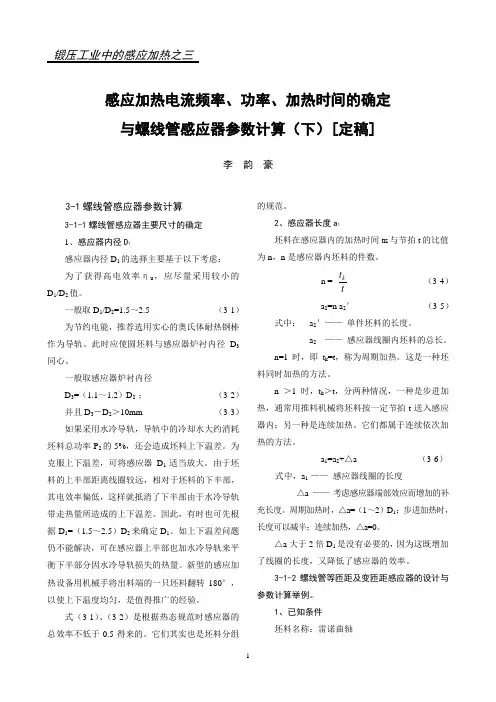
感应加热技术因其节能、无污染,易于实现对锻件加热的温度控制,得以在锻造造行业迅速普及应用。
我国开始使用感应加热技术可以追溯至20世纪60年代,60年代后期发展了感应加热晶闸管中频电源,由于其较中频发电机组有许多技术上的优势,得到了越来越广泛的应用。
1. 感应加热设备在现阶段的应用(1)感应加热设备在现阶段的应用主要还是体现在毛坯的整体透热上。
在现阶段,应用于汽车连杆、曲轴及转向节等均是感应加热,煤机中的刮板,矿机上的链轨节均是通过感应加热锻造成形的。
即使以前有通过煤气加热的使用单位,也基本全部通过技术改造变为感应加热。
伴随着这几年国内对汽车工业的投入,国内陆续上了多台大型锻造线,因此也诞生了多台大型感应加热设备,但是其中大多为国外企业所提供,仅有少量的几条生产线使用的是国产感应加热设备。
(2)伴随着应用企业对锻件的要求越来越高,对设备制造厂家来说,不能仅满足于将设备加热就行,更要深入到用户的生产管理过程中,解决用户在锻造过程中碰到的各种问题。
同样,加热过程中产生的氧化皮一直是许多用户头痛的问题,尤其如齿轮锻件,许多用户都想尽各种办法去除氧化皮。
这里简单介绍几个用户使用的经验:使用气氛保护,在感应炉膛内充入氮气作为保护气氛,达到去除氧化皮的目的;在感应炉出路口使用氢气自燃产生的火焰隔绝氧气进入感应炉内,去除氧化皮;也有部分用户先将毛坯加热到一定温度,然后喷涂石墨,再进入感应炉二次加热到达锻造温度,这种工艺已比较成熟。
用户在使用过程中遇到的异形件加热也是设备制造商需要解决的问题,这其中的感应器设计是个难点,如果要考虑生产的自动化,则是难度更高。
(3)如何提高电源的功率。
单机电源功率受其内部条件限制,功率升到一定程度就很难再提升,只能通过别的途径想方设法将功率提升上去,达到生产所需要求。
可以通过并机方式,将功率提升至一倍以上。
2. 感应加热技术发展的方向(1)电源将更节能目前,国内众多制造厂家还是使用晶闸管电源阶段,国外早已进入IGBT电源,相比晶闸管,IGBT节能效果更加明显。
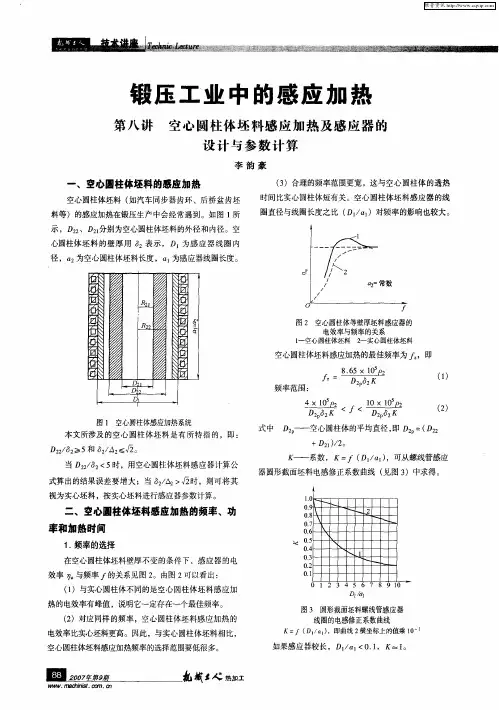
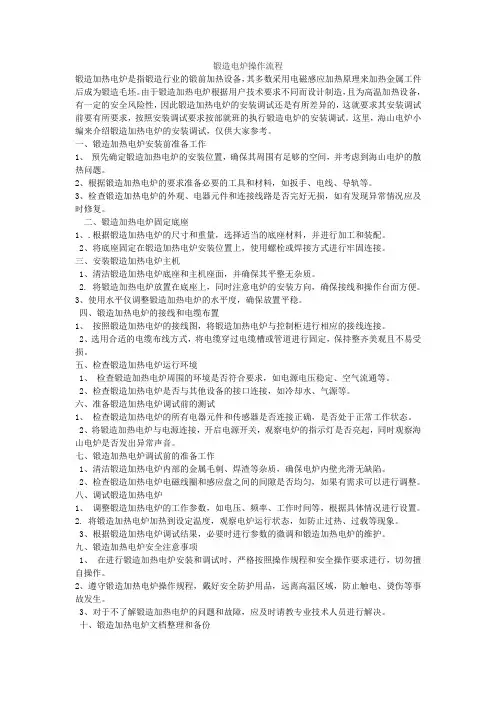
锻压工业中的感应加热之三感应加热电流频率、功率、加热时间的确定与螺线管感应器参数计算(下)[定稿]李韵豪3-1螺线管感应器参数计算3-1-1螺线管感应器主要尺寸的确定1、感应器内径D1感应器内径D1的选择主要基于以下考虑:为了获得高电效率ηu,应尽量采用较小的D1/D2值。
一般取D1/D2=1.5~2.5 (3-1)为节约电能,推荐选用实心的奥氏体耐热钢棒作为导轨。
此时应使圆坯料与感应器炉衬内径D3同心。
一般取感应器炉衬内径D3=(1.1~1.2)D2 ;(3-2)并且D3-D2>10mm (3-3)如果采用水冷导轨,导轨中的冷却水大约消耗坯料总功率P2的5%,还会造成坯料上下温差。
为克服上下温差,可将感应器D1适当放大。
由于坯料的上半部距离线圈较远,相对于坯料的下半部,其电效率偏低,这样就抵消了下半部由于水冷导轨带走热量所造成的上下温差。
因此,有时也可先根据D1=(1.5~2.5)D2来确定D1。
如上下温差问题仍不能解决,可在感应器上半部也加水冷导轨来平衡下半部分因水冷导轨损失的热量。
新型的感应加热设备用机械手将出料端的一只坯料翻转180°,以使上下温度均匀,是值得推广的经验。
式(3-1)、(3-2)是根据热态规范时感应器的总效率不低于0.5得来的。
它们其实也是坯料分组的规范。
2、感应器长度a1坯料在感应器内的加热时间t K与节拍t的比值为n,n是感应器内坯料的件数。
n =ttk(3-4)a2=n a2'(3-5)式中:a2'——单件坯料的长度。
a2 ——感应器线圈内坯料的总长。
n=1时,即t k=t,称为周期加热。
这是一种坯料同时加热的方法。
n >1时,t k>t,分两种情况,一种是步进加热,通常用推料机械将坯料按一定节拍t送入感应器内;另一种是连续加热。
它们都属于连续依次加热的方法。
a1=a2+△a (3-6)式中,a1 ——感应器线圈的长度△a ——考虑感应器端部效应而增加的补充长度。


(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920258589.3(22)申请日 2019.03.01(73)专利权人 亚新科凸轮轴(仪征)有限公司地址 211400 江苏省扬州市仪征市汽车工业园双环路8号(72)发明人 陈学冬 郭立平 (74)专利代理机构 扬州苏中专利事务所(普通合伙) 32222代理人 周青(51)Int.Cl.H05B 6/36(2006.01)H05B 6/02(2006.01)(54)实用新型名称凸轮轴毛坯感应加热设备(57)摘要凸轮轴毛坯感应加热设备,包括滑动轨道、左右滑动支架、左右支撑杆、左右托架、感应线圈、加热电源、冷却水循环系统;左、右滑动支架分别与滑动轨道滑动连接,左、右支撑杆的底部分别与左、右滑动支架连接;左、右托架分别置于左、右支撑杆的顶部,并处于同一高度;感应线圈与加热电源相连,且感应线圈由空心铜管弯曲缠绕而成,并置于左、右托架之间,空心铜管的两端分别通过橡胶软管与冷却水循环系统相连。
本实用新型有利于控制毛坯的加热温度,提高校直质量;加热效率高,通常比明火加热速度提高20%以上;使用感应加热,无环境污染。
权利要求书1页 说明书2页 附图1页CN 209806113 U 2019.12.17C N 209806113U权 利 要 求 书1/1页CN 209806113 U1.凸轮轴毛坯感应加热设备,其特征是,包括滑动轨道(1)、左滑动支架(2)、右滑动支架(3)、左支撑杆(4)、右支撑杆(5)、左托架(6)、右托架(7)、水平放置的感应线圈(8)、加热电源(9)、冷却水循环系统(10);所述左、右滑动支架分别与滑动轨道滑动连接,所述左、右支撑杆的底部分别与左、右滑动支架连接;所述左、右托架分别置于左、右支撑杆的顶部,并处于同一高度;所述感应线圈与加热电源相连,且感应线圈由空心铜管弯曲缠绕而成,并置于左、右托架之间,所述空心铜管的两端分别通过橡胶软管(11)与冷却水循环系统相连。
XB-160KW高频感应加热设备产品用途标准件,紧固件的热镦型号XB-160品牌雄霸产地:郑州型号:XB-160 主要适用范围:标准件,紧固件的热镦、锻造、挤压的加热,汽车配件,摩托车配件,齿轮,链轮,各种轴花键轴的淬火处理XB-160KW高频感应加热设备产品用途标准件,紧固件的热镦型号XB-160品牌雄霸产地:型号:XB-160 主要适用范围:标准件,紧固件的热镦、锻造、挤压的加热,汽车配件,摩托车配件,齿轮,链轮,各种轴花键轴的淬火处理高频感应加热设备的应用范围:一、小型熔炼、贵重金属熔炼(金、银)二、钎焊类(用焊丝:银焊、铜焊、锡焊、要加助焊剂(增加流动性,清洗工件表面)。
1、金钢石刀头的焊接,硬质合金锯片锯齿的焊接及金刚石刀具、磨具、钻具的焊接。
2、机械加工硬质合金刀锯的焊接.如:车刀、刨刀、铣刀、铰刀等刃具的焊接。
3、矿山工具的焊接,如“一”字钎头、柱齿钎头、燕尾型煤钻头、铆杆钻头、各种采煤机截齿、各种掘进机截齿的焊接。
4、各种木工刀具的焊接,如各种木工刨刀、铣刀和各种木工钻头的焊接。
三、锻造、轧制类1、各种麻花钻的热轧。
2、标准件、紧固件的热镦,如高强度螺栓、螺帽。
3、与自动机械连接(尤其是不锈钢)4、特殊紧固件热处理5、钎钢、钎具的回火、锻造、挤压等的加热。
四、热处理类(淬火、退火、回火)1、各种五金工具、手动工具的热处理。
如钳子、板手、旋具、锤子、斧头等。
2、各种汽车配件、摩托车配件的高频淬火处理。
如曲轴、连杆、活塞销、曲柄销、链轮、凸轮轴、气门、各种摇臂、摇臂轴;变速箱内各种齿轮、花键轴、传动半轴、各种小轴、各种拨叉等高频淬火处理。
3、各种电动工具上的齿轮、轴等高频淬火处理。
4、各种液压元件、气动元件的高频淬火处理。
如柱塞泵的柱塞、转子泵的转子;各种阀门上的换向轴、齿轮泵的齿轮等的淬火处理。
5、金属零件的热处理。
如各种齿轮、链轮、各种轴、花键轴、销等的高频淬火处理。
6、机床行业的机床床面导轨的淬火处理。