拉铆设备的技术参数
- 格式:docx
- 大小:36.60 KB
- 文档页数:1

铆接机型号参数及原理铆接机是一种常见的金属加工设备,广泛应用于汽车、航空航天、建筑等行业。
它的主要功能是将两个或多个金属件通过铆钉连接在一起,保证连接处的牢固度和可靠性。
下面我们来了解一下铆接机的型号参数及原理。
首先,我们来看铆接机的型号参数。
铆接机的型号主要根据其使用范围和功能不同而有所区别。
常见的铆接机型号有手动铆接机、气动铆接机和液压铆接机。
手动铆接机是一种简单易用的铆接设备,适用于小型项目和简单的铆接工作。
它采用人工操作,通过手柄或杆件来完成铆接过程。
手动铆接机的参数包括铆接力和行程。
铆接力是指手动铆接机施加在铆钉上的力量大小,一般规定在10至100千牛之间。
行程是指手动铆接机在铆接过程中行进的距离,通常在10至100毫米之间。
气动铆接机是一种通过气压驱动的铆接机。
它使用气动工具接头和压气机提供压力,实现铆钉的铆接。
气动铆接机的参数包括气压和工作能力。
气压是指压缩空气的压力大小,一般要求在0.5至1.0兆帕之间。
工作能力是指气动铆接机的铆接速度和效率,通常以每分钟铆接的钉数来衡量。
液压铆接机是一种通过液压系统驱动的铆接机。
它使用液压缸、油泵和控制系统来实现铆钉的铆接。
液压铆接机的参数包括液压力和液压缸直径。
液压力是指液压系统提供的压力大小,一般可调节在10至100千牛之间。
液压缸直径是指液压铆接机所使用的液压缸横截面的直径,通常在10至100毫米之间。
接下来,我们来了解铆接机的原理。
铆接机的原理主要包括力的传递和变形原理。
在铆接过程中,铆接机施加的力使得铆钉穿过金属件,并通过撑铆头将铆头和铆钉固定在一起。
铆钉的变形使其在金属件上形成一个圆锥形的扁平头,从而形成了坚固的连接。
铆接机的使用对于提高金属件的连接效果和工作效率具有重要意义。
正确选择适用的铆接机型号,并根据实际需求调整其参数,可确保铆接过程的顺利进行。
同时,合理掌握铆接机的原理,以科学的方法和正确的操作技巧来实施铆接,能够保证连接件的牢固和可靠性。

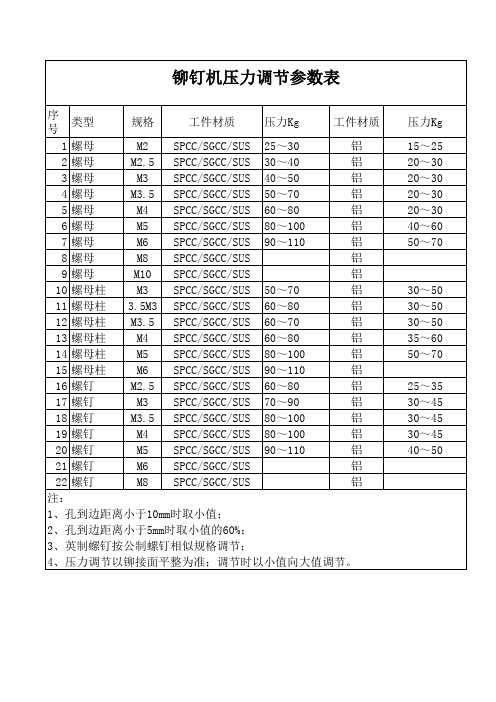
拉铆螺母底孔标准拉铆螺母是一种常用的连接件,被广泛应用在各个工业领域。
在使用拉铆螺母时,底孔标准起着至关重要的作用。
本文将深入探讨拉铆螺母底孔标准的相关内容,并分享对这一主题的观点和理解。
1. 拉铆螺母底孔标准的定义和作用拉铆螺母底孔标准是指在安装拉铆螺母时所需采用的底孔尺寸和形状要求。
拉铆螺母通过其内部的拉铆螺纹与螺纹孔相匹配,从而实现紧固和连接的功能。
底孔标准的正确选择和执行,直接影响到拉铆螺母的安装质量和连接强度。
2. 拉铆螺母底孔标准的分类和规范根据不同的标准和需求,拉铆螺母底孔标准可以分为不同的分类。
其中,常见的分类包括英制、公制和牙型标准。
英制适用于英制螺纹规格,公制适用于公制螺纹规格,而牙型标准适用于特殊螺纹形式。
在具体的标准中,还会对底孔的直径、深度、斜角和平面度等参数进行具体规范和要求。
3. 影响拉铆螺母底孔标准选择的因素在选择拉铆螺母底孔标准时,需要考虑多个因素。
首先是所使用的螺纹规格和标准,要确保拉铆螺母和螺纹孔能够完全匹配。
其次是连接件的应用环境和要求,包括工作温度、振动频率、负荷条件等,要选择适合的底孔标准以确保连接的可靠性和稳定性。
4. 拉铆螺母底孔标准选择的方法和注意事项在选择拉铆螺母底孔标准时,可以参考相关的手册、技术规范和标准,根据具体情况做出合适的选择。
还需要注意以下几点:确保底孔的直径和深度符合标准要求;保持底孔的平整度和平行度,以确保拉铆螺母能够正确安装;在选择底孔类型和形状时,考虑到连接稳定性和可靠性。
5. 拉铆螺母底孔标准的发展趋势和未来展望随着技术的不断进步和应用领域的不断拓展,拉铆螺母底孔标准也在不断发展和完善。
未来,我们可以预见以下几个趋势:一是标准化程度将进一步提高,以满足各种工业应用的需求。
二是针对特殊工况和环境的底孔标准将得到更多关注和研发。
三是数字化技术的应用将使底孔标准选择更加智能化和精确化。
拉铆螺母底孔标准是确保拉铆螺母连接质量和强度的关键要素。

压铆机工作参数
压铆机是一种常见的机械设备,用于将两个或多个金属部件连接在一起。
为了保证压铆的质量和效率,需要设置一些工作参数。
常见的工作参数包括以下几个方面:
1. 压力参数:压力是压铆机的重要参数之一,通常以吨为单位。
不同的铆接材料和厚度需要不同的压力来实现合适的铆接效果。
一般来说,压力越大,铆接效果越好,但如果过大则可能会对铆接材料造成损伤。
2. 时间参数:铆接的时间也是一个关键参数。
时间过短会导致铆接不牢固,时间过长则会浪费资源。
一般来说,铆接时间应该根据不同的材料和厚度进行调整,以获得最佳的铆接效果。
3. 销丝长度:铆接时,销丝的长度也是需要考虑的。
如果销丝长度不够,可能会导致铆接效果不佳,而如果长度过长,则会浪费资源。
因此,需要根据不同的铆接情况来调整销丝长度。
4. 垫片厚度:垫片的厚度也是一个重要的参数。
不同的垫片厚度可以调整铆接的紧密度和牢固度。
在选择垫片时,需要考虑材料的硬度和铆接的厚度等因素。
以上就是一些常见的压铆机工作参数。
对于不同的铆接材料和厚度,需要根据实际情况进行调整,以获得最佳的铆接效果。
- 1 -。

新能源铝制车身SPR铆接设备及铆钉技术要求1.设备技术要求1.1SPS原理SPR全称为自穿刺铆接,是一个在铆钉与两层或多层板料之间形成牢固互锁的一种冷连接工艺,在连接过程中板材不需要预先打孔,通过冲模将铆钉压入装配后的板材形成具有一定强度的连接接头的一种连接方式,英文全称Self-Piercing Rivet,简称SPR。
SPR连接过程如下图所示:1.2运行条件●电源:380V±7%;额定频率:50Hz±1;●控制器电压:24V DC;●设备每天工作运行时间为 16小时,每年工作 246天;(不同品牌新能源车企不同)●压缩空气:设备端压力≥0.55Mpa;●环境温度: 0~40℃;空气潮湿度:≤90%(没有冷凝作用);●控制总线:Profinet/Enthenet;●适用机器人:ABB /KUKA/FANUC等。
1.3设备详细要求需要提供使用伺服电机作为驱动方式的自冲铆枪;电动伺服型自冲铆接系统由自冲铆枪、控制柜、吹送供钉系统或弹仓式供钉系统等机构组成。
1)送钉-设备要求●吹送供钉系统由供钉桶、供钉终端、分钉器(部分配置)、供钉管等机构组成;设备故障率≤0.15%●弹仓式供钉系统由供钉桶、供钉终端、立柱侧弹仓、铆枪侧弹仓、供钉管等机构组成。
设备故障率≤0.15%●供钉系统以气源为动力,通过 CPU 控制板及气源阀岛控制供钉。
●每个铆头可使用两种同系列铆钉,对于弹仓式供钉系统,铆枪侧弹仓每种铆钉均可至少储存30颗。
●送料器应该配备铆钉长度检测功能,防止铆钉输送错误。
●送钉过程应该具备防翻转,防送错,防卡钉功能。
2)驱动部分-设备要求●控制系统具有铆接过程控制、逻辑控制、参数设置、故障判定与输出、急停保护、内外部系统通信等功能。
●铆接速度≥200mm/s,铆接压力需≥80KN,具有连续可调、稳定性高等特点,最小调整精度 1mm/s。
压力精度±0.1KN,位移精度 0.01mm。
铆工技术中的关键参数与调整方法铆工技术是一种常用的连接方法,广泛应用于航空、汽车、机械制造等领域。
在铆接过程中,关键参数的选择和调整对于连接质量和工艺效率至关重要。
本文将从铆接材料、铆接参数和调整方法三个方面探讨铆工技术中的关键参数与调整方法。
一、铆接材料的选择铆接材料的选择直接影响到铆接连接的强度和可靠性。
常见的铆接材料有铝合金、不锈钢、碳钢等。
在选择铆接材料时,需要考虑以下几个因素:1. 强度要求:根据连接部位的受力情况和使用环境,选择合适的材料强度。
通常情况下,铝合金具有较高的强度和轻质特性,适用于重量要求较低的场合,而不锈钢则适用于对耐腐蚀性要求较高的环境。
2. 热膨胀系数:铆接材料的热膨胀系数应与被连接材料相匹配,以避免因温度变化引起的应力集中和断裂。
3. 耐腐蚀性:根据使用环境的腐蚀性要求,选择具有良好耐腐蚀性的材料,以延长连接的使用寿命。
二、铆接参数的选择在铆接过程中,关键参数的选择对于连接质量和工艺效率具有重要影响。
常见的铆接参数包括铆钉直径、铆钉长度、铆钉间距和压力等。
合理选择这些参数可以确保连接的强度和可靠性。
1. 铆钉直径和长度:铆钉直径和长度的选择应根据被连接材料的厚度和强度要求来确定。
一般情况下,铆钉直径应为被连接材料厚度的1.5-2倍,长度应略大于被连接材料的总厚度。
2. 铆钉间距:铆钉间距的选择应根据被连接材料的强度要求和应力分布来确定。
较小的铆钉间距可以提高连接的强度,但也会增加工艺难度和成本。
3. 压力:在铆接过程中,适当的压力可以确保铆钉与被连接材料之间的紧密接触,提高连接的强度。
过大的压力会导致材料变形和破裂,过小的压力则会导致连接松动。
三、调整方法在实际铆接过程中,根据实际情况进行调整和优化是确保连接质量的关键。
以下是一些常见的调整方法:1. 预处理:在铆接之前,可以对被连接材料进行表面处理,如去除氧化层、清洁和打磨等,以提高连接的质量和可靠性。
2. 控制铆接速度:铆接速度过快会导致连接质量下降,速度过慢则会增加工艺时间。
拉铆设备的技术参数
拉铆设备是一种用于金属连接的设备,主要用于连接、固定和加固金属材料。
以下是拉铆设备的一些常见技术参数:
1. 铆接能力:可用于铆接不同直径和材质的铆钉。
通常,拉铆设备可以处理直径范围在2mm至12mm的铆钉。
2. 铆接力:拉铆设备的最大铆接力通常在5000N至8000N之间。
这种力量足以确保铆接强度和稳定性。
3. 工作压力:拉铆设备通常需要外部空气压力来实现铆接过程。
工作压力通常在0.5MPa至0.8MPa之间。
4. 工作速度:拉铆设备可以根据需要调整工作速度。
具体的工作速度会根据铆接材料的类型和直径而有所不同。
5. 适用材料:拉铆设备可用于铆接钢、铝、铜、不锈钢等金属材料。
6. 电源要求:大多数拉铆设备使用220V交流电源,工作时功耗较低。
7. 重量和尺寸:拉铆设备的重量和尺寸会根据具体型号而有所不同,但一般较为紧凑且便于携带和操作。
请注意,以上技术参数是一般性的参考,具体参数可能因设备型号和供应商而有所差异。
在选择和使用拉铆设备时,请务必参考设备的说明书和使用指南。