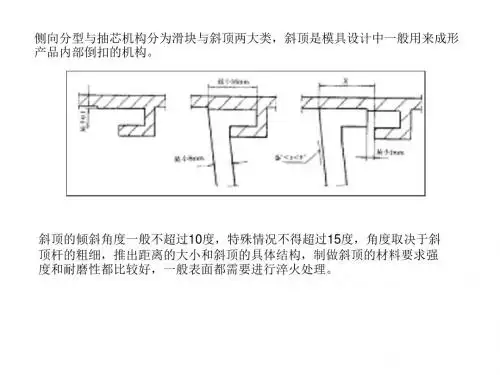
注塑模具斜顶(Slider)设计介绍
- 格式:ppt
- 大小:2.00 MB
- 文档页数:5
模具斜顶有讲究,案例讲解最详细的斜顶设计,赶紧收藏起来!一.斜顶的用途塑胶产品内部扣位的抽芯,同时也起顶出作用。
二.斜顶的- -般标准1.常用斜顶角度为1°,:3° -8°2.一般最小斜顶长宽3X3;3. 1°斜顶专门应用到深骨位的顶出;4.斜顶的顶出行程20-30mm;5.3mm或以下的斜顶底部平动模底面;6.斜顶材质: 8407热处理: HRC50-52。
三.斜顶形式1.斜顶脚全挂式斜顶脚全挂式为最常用的斜顶形式。
使用时参照“斜顶标准件3D”适用此形式的斜顶宽度范围: 3<宽度≤8。
2. T挂式斜顶T挂式斜顶为第二选择的斜顶形式。
使用时参照“斜顶标准件3D 适用此形式的斜顶宽度范围: 8<宽度≤无限。
3.斜顶脚半挂式斜顶脚半挂式为第三选择的斜顶形式。
使用时参照“斜顶标准件3D,适用此形式的斜顶宽度范围:宽度≤3。
4.斜顶座式斜顶座式为斜顶行程较大的斜顶使用形式。
使用时参照“斜顶标准件3D适用此形式的斜顶行程范围:行程≤5。
5.1°斜顶1°斜顶专门应用到深骨位的顶出四.斜顶分型斜顶分型线必须按照客户确认的走线,即DFM报告,如有问题可按“模具结构更改流程"提出。
斜顶一般的分型如下:五.斜顶倒扣行程计算斜顶行程=倒扣距離t縮水量+安全值(0.5~2mm)六.斜顶设计注意事项1.骨位尽量不要设计到斜顶上,会影响机械手取出产品;如果避免不了,骨位处要在斜顶水平和垂直移动方向做拔模。
2.避免斜顶一部分和其它零件碰穿,否则回针底部需加弹簧。
3.分割斜顶不能造成附近出现薄钢4.斜顶薄钢斜顶薄钢的定义:1,a≤2mm2, a1 /3b5.斜顶倒角斜顶或镶件的边缘尽量倒R0.5与孔倒RO.47配合。
六.斜顶分割线七.电池盖模具的斜顶电池盖模具使用的斜顶需做平位加强,其他模具不用。
模具斜顶(斜梢)的设计,这次搞透彻了!模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
七种顶出机构一﹐推块顶出机构平板状带凸缘的塑件﹐如用推板顶出会粘附模具时﹐则应使用推块顶出机构。
因推块是形腔的组成部分﹐所以它应具有较高的硬度和较低的表面粗糙度。
它的复位形式有两种:一种是依靠塑料压力﹐一种是采用复位杆。
二.利用成型零件顶出机构有些塑件由于结构形状和所用塑料关系﹐不宜采用顶杆﹐顶管﹐推板﹐推块等顶出机构﹐此时可采用成型镶件或凹模带出塑件。
前面讲的推块出属于成型镶块顶出机构。
三.多组件综合顶出机构它是指将前面所讲的几种顶出机构综合起来实现顶出的目的。
常用的有顶杆加顶板﹐顶管加顶板四.气压脱出机构使用气压脱模要设置压缩空气通路和气门﹐加工较简单﹐适用于轻的﹐薄的软性塑料脱模。
五.斜滑块脱出机构当塑件上具有与开模方向不同的内外侧孔或侧凹等阻碍塑件直接脱模时﹐必须采用斜滑块脱模机构。
即将成型侧孔或侧凹的零件做成活动的型芯。
在塑件脱模时先将活动型芯抽出﹐再从模中顶出塑件﹐完成活动型芯抽出和复位的机构叫做抽芯机构。
六.弯销分型与抽芯机构其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的弯销代替了斜导柱.它的优点是斜角可以做大一些.七. 斜导槽分型与抽芯机构<一>﹑斜頂的設計方法及各尺寸的確定﹕1.由產品的形狀確定出抽芯距﹕S抽=S倒勾 (2~3)mm。
2.根據頂出行程﹐計算斜頂的角度α(tgα= S抽/ S頂)﹐α值不宜過大﹐若太大斜頂所受的彎曲力較大﹐極容易導致斷裂﹐一般取3≦α≦8˚。
3.確認斜頂的基准P點在模具中的位置取整數。
4.確認斜頂的厚度L1﹐L1根據實際情況而定﹐但此值不宜過小﹐否則斜頂的強度不能保証。
5.斜頂與模仁之間的靠破距離H一般取5~10mm(依模仁厚度而定)。
<二>﹑設計過程注意的問題﹕1.斜頂在頂出產品時不能損害產品的其它部位。
注塑模具结构及设计斜顶强脱注塑模具是在注塑中使用的一种工具,其作用是为塑料制品提供形状和尺寸。
注塑模具包括模板、压头、割切刀、定位装置和脱模系统等组成部分。
其中,斜顶强脱是注塑模具中常见的设计特征之一。
本文将介绍注塑模具的结构以及斜顶强脱的设计原理和优势。
注塑模具的结构注塑模具的结构由一些不同部分组成,如模板、压头和割切刀。
这些部分通常由坚固的金属制成,以承受高压和高温的注塑流体。
注塑模具的主要部分包括:1.模板:模板是注塑模具的主要结构部分,它最终将塑料制品成型。
模板的形状和尺寸会确定成品产品的形状和尺寸。
2.压头:压头是通过注塑流体将塑料材料流入模板中的部分。
它通常会被设计成尽可能接近所需形状的形态,以确保塑料材料可以很好地流动到模板中。
3.割切刀:割切刀是将成品产品从模板中切割出来的部分。
它通常在模塑设计中具有重要地位。
4.定位装置:定位装置是指导模具的移动和定位的部分,以确保在生产过程中有正确的操作序列。
5.脱模系统:用于辅助前面几个部分顺利完工的部分。
脱模系统主要由斜顶、脱模销和推力机构组成,其中斜顶强脱发挥的重要作用。
斜顶强脱的设计原理在注塑模具中,斜顶强脱是减少模具脱模间隙的重要技术。
当模具中的注塑原料加热加压,塑料材料会依据模板的形状和尺寸流入模板中。
模板最终会冷却,使材料成为一体的形态。
由于注塑材料与模具间的摩擦阻力,一旦材料冷却在模具的表面,很难将其从模板上取出。
这就需要采用斜顶强脱来帮助脱模。
在斜顶强脱的设计中,斜顶部分会斜向模板表面,以减小模具与注塑材料表面的摩擦。
斜顶的角度及形状要根据材料和模具的特性进行调整,以确保最佳效果。
脱模销通常安装在模板和斜顶之间,通过施加一定的力来将模板推离斜顶。
推力机构通常由气缸、液压缸或其他形式的弹簧组成,以提供所需的脱离力量。
斜顶强脱的优势斜顶强脱提供了许多优势,这些优势既包括质量的方面,也包括生产的效率和节约成本。
以下是斜顶强脱的一些主要优势:1.提高生产效率 - 在注塑制造过程中,利用斜顶强脱可以减少模具更换的频率,因此可以节约生产时间和提高生产效率。
注塑模具斜顶(Slider)设计介绍1. 引言在注塑模具设计中,斜顶(Slider)是一种常见的机构设计,用于实现模具中的复杂形状或特殊结构的塑件成型。
本文将介绍注塑模具斜顶的设计原理、结构特点以及应用范围。
2. 设计原理注塑模具斜顶的设计基于以下原理:斜顶通过引导塑料料筒的塑料流动方向,从而实现塑件的成型。
斜顶的设计要考虑模具开合方向和斜顶的倾斜角度,以确保塑件的完整成型,并避免模具冲突和结构失稳等问题。
斜顶的设计要满足注塑成型过程中的力学需求,包括承受注塑压力、保持塑件形状等。
3. 结构特点注塑模具斜顶的结构特点如下:斜顶通常由导向套、斜块和导向销等部件组成。
导向套用于固定斜块并提供导向作用,确保斜顶的准确位置。
斜块是斜顶的核心部件,通过倾斜角度实现塑料流动的引导作用。
导向销用于固定斜顶和模具的其他部件,确保模具在注塑过程中的稳定性和精度。
4. 应用范围注塑模具斜顶的应用范围广泛:斜顶常用于注塑模具中塑件形状复杂、壁厚不均匀或存在特殊结构的成型。
斜顶可以实现塑件的脱模,避免模具结构复杂或受限制的情况下无法顺利脱模的问题。
斜顶的设计可以降低模具制造成本,减少模具的工序和材料损耗。
5.注塑模具斜顶是一种重要的设计机构,可以实现模具中复杂形状或特殊结构的塑件成型。
设计时需要考虑斜顶的倾斜角度、结构稳定性和塑料流动等因素。
斜顶的应用范围广泛,并可以降低模具制造成本。
在注塑模具设计中,合理使用斜顶可以提高注塑成型的效率和质量。
以上是关于注塑模具斜顶设计的介绍,希望对读者有所帮助。
![注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]](https://uimg.taocdn.com/ff09c9b15ef7ba0d4a733bfd.webp)
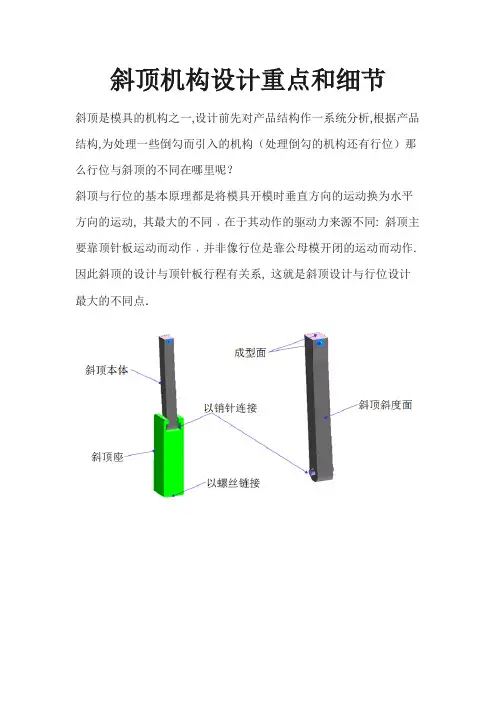
斜顶机构设计重点和细节斜顶是模具的机构之一,设计前先对产品结构作一系统分析,根据产品结构,为处理一些倒勾而引入的机构(处理倒勾的机构还有行位)那么行位与斜顶的不同在哪里呢?斜顶与行位的基本原理都是将模具开模时垂直方向的运动换为水平方向的运动, 其最大的不同﹐在于其动作的驱动力来源不同: 斜顶主要靠顶针板运动而动作﹐并非像行位是靠公母模开闭的运动而动作. 因此斜顶的设计与顶针板行程有关系, 这就是斜顶设计与行位设计最大的不同点.斜顶设计参数(Parameter)A.斜顶行程=倒勾距离+安全值(安全值0.8~1.5产品大可适当增加)B.斜顶角度tanθ(5。
~15。
)= 斜顶行程/顶出行程hC.检查斜顶后退时是否有干涉。
1.EH>H2.[endif]EH*tanθ>S3.[endif]PH-CH>EH4.[endif]PW=LW+(2~4)mm斜顶设计要点设计要点:斜顶基本上属于顶出系统的一种变形,因此斜顶设计第一考虑为顶出行程EJH。
顶出行程要考虑三个要项:1、顶出行程EJH必须能够将成品顶出分模面,因此其距离必须大于成品高度H;2、顶出行程不能太长,太长的话会让斜顶掉出模具。
因此实际顶出行程EH必须小于斜顶高度。
为了安全,设计者可以在顶针板上安装限位块,确保顶出时其顶出距离只有EH;3、顶出行程配合斜顶角度,必须能够让成品倒勾位脱离模具,因此实际顶出距离EH * tan(斜顶角度θ) 必须大于倒勾行程S;4、为了确保成品顶出时斜顶留在模具内的距离足够长,不会让斜顶脱离模具,因此斜顶高度LH 至少要是成品高度H 的两倍。
顶针式斜顶(两段式)实例一(顶针式)我们在设计斜顶时,首先考虑的是采用何种方式更适于把倒勾顶出,如左图倒勾处较多,但成品倒勾行程不大,成品高度不深。
用顶针式在公模板和顶针板占用面种小,不会使各斜顶产生干涉,因此我们可以采用如下图设计方式。
如下图“a”:成品大小:240*287*7.4斜顶:22支倒勾行程:0.65mm实例二(顶针式)用顶针式的斜顶,斜顶一般都做导向槽,在无干涉的情况下,顶针使用直径为6以上为宜,顶针在公模板上不能避空!如下图所示:A:道向槽的宽度(3~8)mmB:斜顶的宽度=倒勾位的宽度+(5~8)mmC:直身位的深度(5~10)mm,PL面取整为宜!D:斜顶的斜度(3。
斜顶机构设计重点和细节斜顶是模具的机构之一,设计前先对产品结构作一系统分析,根据产品结构,为处理一些倒勾而引入的机构(处理倒勾的机构还有行位)那么行位与斜顶的不同在哪里呢?斜顶与行位的基本原理都是将模具开模时垂直方向的运动换为水平方向的运动, 其最大的不同﹐在于其动作的驱动力来源不同: 斜顶主要靠顶针板运动而动作﹐并非像行位是靠公母模开闭的运动而动作. 因此斜顶的设计与顶针板行程有关系, 这就是斜顶设计与行位设计最大的不同点.斜顶设计参数(Parameter)A.斜顶行程=倒勾距离+安全值(安全值0.8~1.5产品大可适当增加)B.斜顶角度tanθ(5。
~15。
)= 斜顶行程/顶出行程hC.检查斜顶后退时是否有干涉。
1.EH>H2.[endif]EH*tanθ>S3.[endif]PH-CH>EH4.[endif]PW=LW+(2~4)mm斜顶设计要点设计要点:斜顶基本上属于顶出系统的一种变形,因此斜顶设计第一考虑为顶出行程EJH。
顶出行程要考虑三个要项:1、顶出行程EJH必须能够将成品顶出分模面,因此其距离必须大于成品高度H;2、顶出行程不能太长,太长的话会让斜顶掉出模具。
因此实际顶出行程EH必须小于斜顶高度。
为了安全,设计者可以在顶针板上安装限位块,确保顶出时其顶出距离只有EH;3、顶出行程配合斜顶角度,必须能够让成品倒勾位脱离模具,因此实际顶出距离EH * tan(斜顶角度θ) 必须大于倒勾行程S;4、为了确保成品顶出时斜顶留在模具内的距离足够长,不会让斜顶脱离模具,因此斜顶高度LH 至少要是成品高度H 的两倍。
顶针式斜顶(两段式)实例一(顶针式)我们在设计斜顶时,首先考虑的是采用何种方式更适于把倒勾顶出,如左图倒勾处较多,但成品倒勾行程不大,成品高度不深。
用顶针式在公模板和顶针板占用面种小,不会使各斜顶产生干涉,因此我们可以采用如下图设计方式。
如下图“a”:成品大小:240*287*7.4斜顶:22支倒勾行程:0.65mm实例二(顶针式)用顶针式的斜顶,斜顶一般都做导向槽,在无干涉的情况下,顶针使用直径为6以上为宜,顶针在公模板上不能避空!如下图所示:A:道向槽的宽度(3~8)mmB:斜顶的宽度=倒勾位的宽度+(5~8)mmC:直身位的深度(5~10)mm,PL面取整为宜!D:斜顶的斜度(3。
注塑模具斜顶(Slider)设计介绍注塑模具斜顶(Slider)设计介绍1. 概述注塑模具斜顶(也称为Slider)是注塑模具中的重要组成部分。
它的设计和运动能够使注塑模具具备更多的功能和灵活性。
本文将介绍注塑模具斜顶的设计原理、优势以及在注塑加工中的应用。
2. 设计原理注塑模具斜顶的设计原理是基于滑块原理,通过斜顶的运动使得模具的开合更加灵活。
斜顶通常由滑块、导向机构和驱动机构组成。
2.1 滑块滑块是斜顶的核心部件,它通常由钢材制成,并具有较高的硬度和耐磨性。
滑块与模具底板通过滚动导向机构相连接,可以实现上下、前后的运动。
2.2 导向机构导向机构用于使滑块在模具中的运动保持平稳和准确。
常见的导向机构有导柱、导套和导轨等,它们能够确保滑块的运动轨迹与模具的要求相匹配。
2.3 驱动机构驱动机构通过控制斜顶的运动方式和速度,实现模具的开合和产品的成型。
驱动机构通常由液压缸、气缸或电机等组成,根据注塑加工的需求选择合适的驱动机构。
3. 优势注塑模具斜顶在注塑加工中具有以下优势:3.1 提高产品质量斜顶的运动可以使模具开合更为灵活,从而使产品的成型更加完整和精确。
它可以减少产品的缺陷和变形,提高产品的质量。
3.2 扩展模具功能通过合理设计和安装斜顶,可以实现多腔模具、插件腔、嵌件及特殊结构的模具设计。
这种灵活的设计使得模具具备更多的功能,满足不同产品的需求。
3.3 增加生产效率斜顶的运动速度较快,可以加快模具的开合速度,从而提高注塑生产效率。
,斜顶还能够减少模具的运动阻力,降低注塑机的能耗。
4. 应用领域注塑模具斜顶在各个领域的注塑加工中都有广泛的应用。
它适用于各种注塑产品的生产,包括塑料零件、橡胶制品、注塑包装等。
5. 结论注塑模具斜顶的设计和运动原理使得注塑加工更加灵活和高效。
它的优势在提高产品质量、扩展模具功能和增加生产效率方面都得到了充分的展现。
在实际注塑加工中,合理设计和运用注塑模具斜顶将带来更好的加工效果和经济效益。
注塑模具斜顶(Slider)设计介绍正文:一、引言注塑模具斜顶(Slider)设计是模具设计的一个重要环节,其作用是实现模具中复杂形状的成型操作。
本文将详细介绍注塑模具斜顶的设计原理、构造、材料选择和加工工艺。
二、设计原理注塑模具斜顶的设计原理是根据产品形状和注塑工艺要求确定。
斜顶的设计需考虑以下几个关键因素:1·斜顶的形状与产品形状一致,以便实现产品的复杂形状成型。
2·斜顶的运动轨迹须与模头运动轨迹一致,以便确保模具中产品的准确定位和尺寸控制。
三、斜顶构造1·斜顶组成:斜顶通常由斜顶座、斜顶板、斜顶销和斜顶导柱组成。
2·斜顶座:斜顶座用于固定斜顶板,通常采用高强度的合金钢材料制造,以保证斜顶稳定。
3·斜顶板:斜顶板是斜顶的运动部件,它与斜顶座连接,并通过斜顶销的引导实现斜顶的上下运动。
4·斜顶销:斜顶销负责引导斜顶板的运动,通常采用硬质合金材料制造,以保证高强度和耐磨性。
5·斜顶导柱:斜顶导柱用于指导斜顶的上下运动,保证斜顶的稳定性和准确定位。
四、材料选择1·斜顶座:通常选用优质合金钢材料,如SKD61等,以保证斜顶的高强度和耐磨性。
2·斜顶板:根据实际需求选择合适的材料,通常有SKD61、SKD11等。
3·斜顶销:采用硬质合金材料制造,如硬质合金钢等,以保证斜顶的高强度和耐磨性。
4·斜顶导柱:通常选择SKD61等高强度合金钢材料,以确保斜顶的准确定位和稳定性。
五、加工工艺1·斜顶座的加工工艺:先进行粗加工,然后进行热处理,最后进行精加工和抛光处理。
2·斜顶板的加工工艺:根据实际需要进行车、铣、镗等加工,然后进行热处理和抛光处理。
3·斜顶销的加工工艺:先进行车、铣等粗加工,然后进行热处理,最后进行精加工和抛光处理。
4·斜顶导柱的加工工艺:先进行车、铣等粗加工,然后进行热处理和抛光处理。