注塑模具斜顶介绍_
- 格式:ppt
- 大小:2.47 MB
- 文档页数:12
斜顶分型原则一、什么是斜顶分型斜顶分型呢,就是在模具设计制造里的一种分型方式啦。
你可以想象啊,就像搭积木一样,模具的各个部分要按照一定的规则组合起来,斜顶分型就是其中一种很特别的组合规则。
它不是那种规规矩矩的直线分型,而是带着斜度的,这样的好处可多啦。
比如说,对于一些有特殊形状的产品,像那种侧面有倒扣或者是有斜向结构的产品,斜顶分型就可以很好地把模具分开,还能保证产品顺利脱模呢。
二、斜顶分型的关键要素1. 斜度的确定这斜度可不能随便定哦。
如果斜度太大了,那模具的结构可能就会变得不稳定,在注塑或者压铸的过程中就容易出现问题,像产品可能会出现变形之类的。
要是斜度太小呢,产品又很难脱模,就像卡在模具里出不来一样,那可就麻烦大了。
一般来说,这个斜度要根据产品的具体形状、材料的特性还有模具的整体结构来综合确定。
比如说,对于一些比较软的材料,可能斜度可以相对小一点,因为材料本身比较容易变形,就比较好脱模。
但如果是硬的材料,那斜度就得适当大一点啦。
2. 斜顶的材料选择这也是很重要的一点呢。
不同的材料有不同的性能特点。
如果选择的材料强度不够,在长期的使用过程中,斜顶可能就会磨损或者变形,那模具的寿命就会大大缩短。
像一些高强度的合金钢就比较适合做斜顶,它不仅强度高,而且耐磨性也很好。
不过呢,合金钢的成本相对也比较高,所以在选择的时候也要考虑成本因素啦。
有时候也可以选择一些经过特殊处理的普通钢材,通过表面处理来提高它的硬度和耐磨性,这样既能满足要求,又能降低成本。
三、斜顶分型在不同模具中的应用1. 注塑模具中的斜顶分型在注塑模具里,斜顶分型用得可不少呢。
比如说在制作一些塑料盒子的时候,如果盒子的侧面有个小凸起或者是小凹陷,这个时候就可以用斜顶分型来制作模具。
在注塑的时候,塑料材料会填充到模具的型腔里,当注塑完成后,斜顶就可以沿着斜向运动,把产品从模具里顶出来,而且还能保证那个小凸起或者小凹陷的形状完整。
2. 压铸模具中的斜顶分型压铸模具和注塑模具有一些相似之处,但也有不同的地方。
模具斜顶有讲究,案例讲解最详细的斜顶设计,赶紧收藏起来!一.斜顶的用途塑胶产品内部扣位的抽芯,同时也起顶出作用。
二.斜顶的- -般标准1.常用斜顶角度为1°,:3° -8°2.一般最小斜顶长宽3X3;3. 1°斜顶专门应用到深骨位的顶出;4.斜顶的顶出行程20-30mm;5.3mm或以下的斜顶底部平动模底面;6.斜顶材质: 8407热处理: HRC50-52。
三.斜顶形式1.斜顶脚全挂式斜顶脚全挂式为最常用的斜顶形式。
使用时参照“斜顶标准件3D”适用此形式的斜顶宽度范围: 3<宽度≤8。
2. T挂式斜顶T挂式斜顶为第二选择的斜顶形式。
使用时参照“斜顶标准件3D 适用此形式的斜顶宽度范围: 8<宽度≤无限。
3.斜顶脚半挂式斜顶脚半挂式为第三选择的斜顶形式。
使用时参照“斜顶标准件3D,适用此形式的斜顶宽度范围:宽度≤3。
4.斜顶座式斜顶座式为斜顶行程较大的斜顶使用形式。
使用时参照“斜顶标准件3D适用此形式的斜顶行程范围:行程≤5。
5.1°斜顶1°斜顶专门应用到深骨位的顶出四.斜顶分型斜顶分型线必须按照客户确认的走线,即DFM报告,如有问题可按“模具结构更改流程"提出。
斜顶一般的分型如下:五.斜顶倒扣行程计算斜顶行程=倒扣距離t縮水量+安全值(0.5~2mm)六.斜顶设计注意事项1.骨位尽量不要设计到斜顶上,会影响机械手取出产品;如果避免不了,骨位处要在斜顶水平和垂直移动方向做拔模。
2.避免斜顶一部分和其它零件碰穿,否则回针底部需加弹簧。
3.分割斜顶不能造成附近出现薄钢4.斜顶薄钢斜顶薄钢的定义:1,a≤2mm2, a1 /3b5.斜顶倒角斜顶或镶件的边缘尽量倒R0.5与孔倒RO.47配合。
六.斜顶分割线七.电池盖模具的斜顶电池盖模具使用的斜顶需做平位加强,其他模具不用。
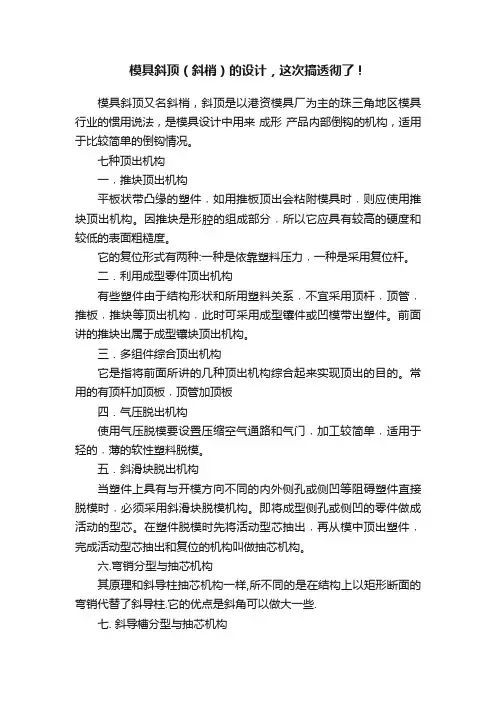
模具斜顶(斜梢)的设计,这次搞透彻了!模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
七种顶出机构一﹐推块顶出机构平板状带凸缘的塑件﹐如用推板顶出会粘附模具时﹐则应使用推块顶出机构。
因推块是形腔的组成部分﹐所以它应具有较高的硬度和较低的表面粗糙度。
它的复位形式有两种:一种是依靠塑料压力﹐一种是采用复位杆。
二.利用成型零件顶出机构有些塑件由于结构形状和所用塑料关系﹐不宜采用顶杆﹐顶管﹐推板﹐推块等顶出机构﹐此时可采用成型镶件或凹模带出塑件。
前面讲的推块出属于成型镶块顶出机构。
三.多组件综合顶出机构它是指将前面所讲的几种顶出机构综合起来实现顶出的目的。
常用的有顶杆加顶板﹐顶管加顶板四.气压脱出机构使用气压脱模要设置压缩空气通路和气门﹐加工较简单﹐适用于轻的﹐薄的软性塑料脱模。
五.斜滑块脱出机构当塑件上具有与开模方向不同的内外侧孔或侧凹等阻碍塑件直接脱模时﹐必须采用斜滑块脱模机构。
即将成型侧孔或侧凹的零件做成活动的型芯。
在塑件脱模时先将活动型芯抽出﹐再从模中顶出塑件﹐完成活动型芯抽出和复位的机构叫做抽芯机构。
六.弯销分型与抽芯机构其原理和斜导柱抽芯机构一样,所不同的是在结构上以矩形断面的弯销代替了斜导柱.它的优点是斜角可以做大一些.七. 斜导槽分型与抽芯机构<一>﹑斜頂的設計方法及各尺寸的確定﹕1.由產品的形狀確定出抽芯距﹕S抽=S倒勾 (2~3)mm。
2.根據頂出行程﹐計算斜頂的角度α(tgα= S抽/ S頂)﹐α值不宜過大﹐若太大斜頂所受的彎曲力較大﹐極容易導致斷裂﹐一般取3≦α≦8˚。
3.確認斜頂的基准P點在模具中的位置取整數。
4.確認斜頂的厚度L1﹐L1根據實際情況而定﹐但此值不宜過小﹐否則斜頂的強度不能保証。
5.斜頂與模仁之間的靠破距離H一般取5~10mm(依模仁厚度而定)。
<二>﹑設計過程注意的問題﹕1.斜頂在頂出產品時不能損害產品的其它部位。
![注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]](https://uimg.taocdn.com/ff09c9b15ef7ba0d4a733bfd.webp)
《模具斜顶结构及故障解决方案》日系的结构相对设计来说比较简单,大部分采用外分型结构设计,他们的优势在于设计产品时就会考虑到下一步,如何去降低模具的设计难度、和简化模具的加工制造成本,如下图:外分型依靠滑块强拉变形来脱模,只用了一个很简单的小型斜顶就可以了是非常大,其实动作非常简单此内分型结构从R边缘分模是目前最常用,也是动作最安全的一款结构动模,导致两败俱伤日系内分型结构非常简单,对模具制作成本、加工、装配、维修保养都非常有利,大斜顶运动时靠两侧边的滑块扣住产品来拉变形,脱离定模倒扣后此时由油缸拉开两侧滑块,大斜顶带动内抽继续走完动作。
此内抽详情见下页大直顶内分型大斜顶大斜顶上的滑块大斜顶上的滑块大镶件斜顶内抽的导轨两处都是避空的,变轨滑动都不容易卡死变轨只有单边拉动,不易卡死,此变轨行程约35MM,其斜度与大斜顶一致,同时拉动产品变形脱离倒扣,行程走35MM后轨道走直路,不再拉动产品起到一个支撑作用,防止产品跟着大斜顶走此处有弹簧结构险较大。
干涩的倒扣比较少,但是斜顶动作一旦出现故障动不了,模具也是打不开的,靠强行拉开的唯一后果就是两败俱伤,所以设计产品时非常重要,分型面设计这样的结构分模,实属产品结构已定,才没办法必须这样设计,箭头所指是在斜顶上设计一个镶件,或一个内抽,在配模时把此镶件或内抽拆掉,就可以正常开合模,配分型面时顶出机构也可以正常复到位配模,试模合模前必须把顶出机构顶出30-50MM,让斜顶走路退出倒扣才能正常开合模。
欧系内分型基本结构,大斜顶组合结构图如下,欧系讲究完美质量,相对日系相比模具结构要复杂很多大盖帽内抽1倒扣干涩镶件侧斜顶2侧斜顶1内抽2大斜顶干涩区域剖面图黄色内抽的分型面是和定模的倒扣配合的,蓝色镶件高出分型面,所以有倒扣干涩剖面放大图,红色线左边是干涩区域斜顶连杆辅助杆,用于连杆受力较大,或斜顶角度较大连杆容易弯就会增加辅助杆,加强斜顶杆的强度大斜顶里面的两个小斜顶,一般称呼为内抽,就是靠定模倒扣内抽上的扣位扣住产品才能拉动定模里的倒扣拉变形后才能脱离导向滑动用,中间导致整个最容易出现故障较重,连杆后面的所以更加显示头重容易卡死,所以设计理论值导套的长度是是做到3倍效果会更平稳1,紧压2.导致3.紧轻起出打紧就大小的完全紧5.连杆长度不能太长,越长抖动越厉害,运动时异想声音就越大这款内抽难度系数要高一点,内抽里又再多了两个内抽抽针,又增加了一个动作抽针结构图,脱模靠蓝色弹簧退出,复位靠底部斜度复位第一步动作要脱离的内抽抽针2.内抽和大斜顶同时走斜路,利用两个内抽扣住的胶位,拉动定模的倒扣斜着走33MM,此时定模倒扣已完全脱离3.此时大斜顶继续走斜路,内抽走直路80MM,等于内抽原地没动,大斜顶在走斜路80就把两个内抽上碰穿扣住的胶位完全脱离4.大斜顶继续走斜路,内抽为什么往外推走85MM,其目的就是为了让内抽往外远离产品,动模顶出取产品的时候好不让内抽碰坏产品1.导轨内凹要清角避空2.导轨外凸要倒R 角避空3.加工时要考虑放大变轨的活动间隙,才不会容易断连杆4.箭头所指处中间要适当倒R 角,两旁边要避空多一些让他留一条直面接触导轨,上下两头避空是最不容易卡死的,把细节考虑到位就相当于把故障的预防措施做到位了D款内分型定模取件结构,和前面介绍的内分型结构不同的区别就是定模取件和动模取件,正常的结构都是由斜顶扣住产品移动拉变形来脱离定模倒扣,再由动模继续顶出脱离产品取件,而定模取件只要斜顶和分型面同时开模,脱离倒扣把产品留在定模就好了,再由吸盘将产品拉变形脱离倒扣来完成出模取件。
注塑模斜顶行程注塑模斜顶行程是注塑模具中的一个重要参数,它对模具的结构和工作性能有着重要影响。
本文将从注塑模的定义、斜顶行程的作用、斜顶行程的计算方法、斜顶行程的调整以及斜顶行程对模具寿命的影响等方面进行详细阐述。
注塑模是一种用于塑料射出成型的模具,它由模具壳体和模具芯部件组成。
注塑模的主要作用是将熔融的塑料材料射入模具腔中,并在一定的温度和压力下冷却固化,最终得到所需的塑料制品。
注塑模具的设计和制造需要考虑多个参数,其中斜顶行程是一个非常重要的参数。
斜顶行程是指模具在开合过程中,模具芯部件相对于模具壳体的斜向移动距离。
它的作用是在模具开合过程中,帮助塑料制品顺利脱模,避免模具卡死或造成制品破损。
斜顶行程的大小取决于塑料制品的形状和尺寸,通常在模具设计时就确定好。
斜顶行程的计算方法有多种,常见的有基准高度法和斜顶角法。
基准高度法是指根据塑料制品的高度和模具壳体的尺寸来确定斜顶行程的大小。
斜顶角法是指根据模具壳体和模具芯部件的斜顶角度来确定斜顶行程的大小。
两种方法各有优劣,具体选择哪种方法要根据具体情况来确定。
斜顶行程的调整是指在模具使用过程中,根据实际情况对斜顶行程进行微调。
调整斜顶行程的目的是使塑料制品的脱模效果更好,避免出现模具卡死或制品破损的情况。
斜顶行程的调整可以通过调整模具壳体和模具芯部件之间的间隙来实现,也可以通过调整斜顶行程的计算参数来实现。
斜顶行程对模具寿命有着重要影响。
斜顶行程过大或过小都会对模具的寿命产生不利影响。
斜顶行程过大会导致模具芯部件过度磨损,增加模具维修和更换的频率;斜顶行程过小会导致模具卡死或制品破损,降低模具的使用寿命。
因此,在模具的设计和使用过程中,要合理确定斜顶行程的大小,以确保模具的寿命和性能。
注塑模斜顶行程是注塑模具中的一个重要参数,它对模具的结构和工作性能有着重要影响。
合理确定斜顶行程的大小,可以保证塑料制品的顺利脱模,避免模具卡死和制品破损的情况发生,延长模具的使用寿命。