圆柱滚子倒角精加工工艺改进
- 格式:pdf
- 大小:1.40 MB
- 文档页数:5
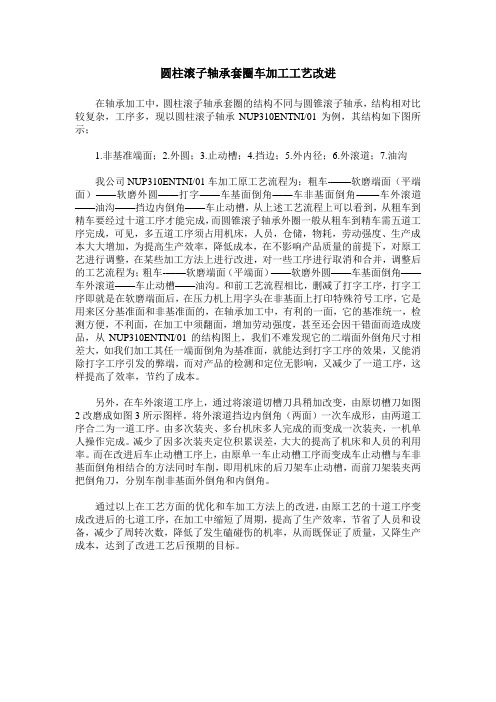
圆柱滚子轴承套圈车加工工艺改进在轴承加工中,圆柱滚子轴承套圈的结构不同与圆锥滚子轴承,结构相对比较复杂,工序多,现以圆柱滚子轴承NUP310ENTNI/01为例,其结构如下图所示;1.非基准端面;2.外圆;3.止动槽;4.挡边;5.外内径;6.外滚道;7.油沟我公司NUP310ENTNI/01车加工原工艺流程为;粗车-——软磨端面(平端面)——软磨外圆——打字——车基面倒角——车非基面倒角-——车外滚道——油沟——挡边内倒角——车止动槽,从上述工艺流程上可以看到,从粗车到精车要经过十道工序才能完成,而圆锥滚子轴承外圈一般从粗车到精车需五道工序完成,可见,多五道工序须占用机床,人员,仓储,物耗,劳动强度、生产成本大大增加,为提高生产效率,降低成本,在不影响产品质量的前提下,对原工艺进行调整,在某些加工方法上进行改进,对一些工序进行取消和合并,调整后的工艺流程为;粗车-——软磨端面(平端面)——软磨外圆——车基面倒角——车外滚道——车止动槽——油沟。
和前工艺流程相比,删减了打字工序,打字工序即就是在软磨端面后,在压力机上用字头在非基面上打印特殊符号工序,它是用来区分基准面和非基准面的,在轴承加工中,有利的一面,它的基准统一,检测方便,不利面,在加工中须翻面,增加劳动强度,甚至还会因干错面而造成废品,从NUP310ENTNI/01的结构图上,我们不难发现它的二端面外倒角尺寸相差大,如我们加工其任一端面倒角为基准面,就能达到打字工序的效果,又能消除打字工序引发的弊端,而对产品的检测和定位无影响,又减少了一道工序,这样提高了效率,节约了成本。
另外,在车外滚道工序上,通过将滚道切槽刀具稍加改变,由原切槽刀如图2改磨成如图3所示图样。
将外滚道挡边内倒角(两面)一次车成形,由两道工序合二为一道工序。
由多次装夹、多台机床多人完成的而变成一次装夹,一机单人操作完成。
减少了因多次装夹定位积累误差,大大的提高了机床和人员的利用率。


加工倒角问题解决方案及措施一、引言。
在机械加工过程中,倒角是一种常见的加工工艺,它可以有效地提高零件的表面质量,减少零件的锐角,避免划伤操作人员,同时也有利于提高零件的耐腐蚀性能。
然而,在实际生产中,倒角加工也会遇到一些问题,例如工艺复杂、加工效率低、工件表面粗糙度大等。
本文将针对倒角加工中存在的问题,提出相应的解决方案及措施。
二、倒角加工存在的问题。
1. 工艺复杂,倒角加工通常需要使用特殊的刀具和设备,工艺流程较为复杂,需要经过多道工序才能完成。
2. 加工效率低,由于倒角加工需要经过多道工序,加工效率较低,导致生产周期延长,影响生产进度。
3. 工件表面粗糙度大,由于倒角加工通常采用切削加工方式,工件表面容易产生毛刺和划痕,影响零件的装配和使用。
三、解决方案及措施。
1. 优化工艺流程,针对倒角加工的工艺流程进行优化,采用先进的加工设备和工艺技术,简化加工流程,提高加工效率。
2. 选择合适的刀具和切削参数,根据工件材料和形状特点,选择合适的刀具和切削参数,确保倒角加工的精度和效率。
3. 加工前处理,在进行倒角加工之前,对工件进行表面处理,去除表面氧化层和毛刺,减少切削加工时产生的划痕和粗糙度。
4. 采用先进的加工设备,选择性能稳定、精度高的数控机床和加工中心,提高倒角加工的精度和稳定性。
5. 加强工艺监控,对倒角加工过程进行全程监控,及时调整加工参数,确保加工质量和效率。
6. 加强员工培训,对操作人员进行技术培训,提高其对倒角加工工艺的理解和掌握,减少操作失误和事故发生。
7. 定期设备维护,对倒角加工设备进行定期维护和保养,确保设备性能稳定,减少故障发生。
8. 采用先进的倒角加工工艺,如采用激光倒角、电解倒角等先进的倒角加工工艺,可以提高倒角加工的精度和效率,减少加工过程中的问题。
四、结语。
倒角加工作为一种常见的加工工艺,在实际生产中存在一些问题,通过采取相应的解决方案及措施,可以有效地提高倒角加工的质量和效率,减少加工过程中的问题发生。
圆柱滚子轴承实体保持架加工工艺改进摘要:本研究旨在改进圆柱滚子轴承实体保持架的加工工艺,提高其质量和性能。
通过对现有加工工艺进行分析和评估,发现存在一些问题,如加工精度不稳定、加工成本较高等。
因此,本研究采用了新的加工方法和工艺参数,并对其进行了实验验证。
结果表明,新的加工工艺可以显著提高圆柱滚子轴承实体保持架的质量和性能,具有广泛的应用前景。
关键词:圆柱滚子轴承;实体保持架;加工工艺引言:圆柱滚子轴承是一种重要的机械元件,广泛应用于各种工业设备中。
而其中的实体保持架作为保证轴承稳定运转的重要组成部分,其质量和性能对轴承的使用寿命和运行效果具有重要影响。
目前,虽然有不少研究关注于圆柱滚子轴承的加工工艺,但对于实体保持架的加工工艺改进的研究却相对较少。
因此,本研究旨在通过改进加工工艺,提高圆柱滚子轴承实体保持架的质量和性能,为轴承行业的发展做出贡献。
1问题描述1.1当前圆柱滚子轴承实体保持架加工工艺存在的问题当前圆柱滚子轴承实体保持架加工工艺存在的问题是多方面的。
首先,传统的加工工艺在材料利用率、生产效率和质量控制方面存在一定的问题。
由于保持架加工需要进行多道工序,导致材料浪费严重,成本较高。
同时,传统的手工操作容易出现尺寸偏差和表面不平整等质量问题,给后续装配和使用带来了不确定性。
此外,传统工艺还存在人力劳动强度大、工作环境较差等问题,对工人的身体健康和生产秩序造成了一定的影响。
1.2 影响问题或带来的挑战这些问题和挑战给企业带来了许多不利影响。
首先,高成本和低效率的加工工艺导致了产品价格的上涨,使得企业在市场竞争中处于劣势。
其次,质量问题可能导致产品的不合格,影响整个供应链的稳定性和客户的信任度。
此外,传统工艺所带来的人力资源和生产环境的问题,也影响到了员工的工作积极性和稳定性。
因此,改进圆柱滚子轴承实体保持架加工工艺,解决这些问题和挑战,对于企业的可持续发展至关重要。
2 参数优化2.1 研究滚子轴承实体保持架的材料特性研究滚子轴承实体保持架的材料特性是优化加工工艺的基础。
轴承滚子的加工技术一,圆柱滚子柱面加工方法现状及发展方向:圆柱滚子是滚柱轴承的重要部件,其加工质量影响着滚柱轴承的品质。
传统圆柱滚子加工方法主要有无心磨削、无心研磨和超精加工等。
在一整个滚子的加工过程中,磨削加工占总加工量的70%以上,而其中的重要工序则是对滚动面的加工。
滚动体圆柱面加工质量是滚柱轴承质量提高的一个技术瓶颈。
1.无心磨削是工件不定中心的磨削,最大的优点是无需对工件进行装夹定位,这使之能很好地用于大批量生产的场合,每个工件的安装调试时间几乎为零。
而且一旦机床调整完毕,则工件在加工过程中基本上是自行找修正的。
无心贯穿磨削是无心磨削的一种,因其具有高效的生产效率和相对低廉的生产成本,是生产圆柱滚子较为常用的方法。
无心磨削因其高效廉价是最常用的磨削手段之一。
但由于工件采用不定中心的固定方式,磨削后的工件能否改善几何形状具有不确定性,并且在加工过程中影响因素较多,需要对各种要素进行合理的调整设置。
在滚子加工中,除了较为常用的无心贯穿磨削,还有其他多种磨削方式,如: 定程磨削法,横磨法,摆头磨削法等。
2.无心研磨:研磨是一种较早出现的光整加工方法,既能用于平面加工,也适用于曲面加工。
研具在一定的压力下与被加工表面作复杂的相对运动,磨粒则在两者之间发生滑动和滚动,从而产生切削和挤压作用。
同时,研磨液中的液体与工件表面发生化学反应,这样,研磨既有机械切削作用,又有化学作用。
3.超精研加工特点: ①磨粒能保持较长时间的切削作用,所以较研磨加工切削效率高;②切削过程能自动循环,从而能自动进行粗、细、精,完整的循环;③加工时工件发热低,不会产生加工变质层。
4.磁流体磨削:目前,在某些应用中,普通钢制轴承已经无法满足要求,以氮化硅( Si3N4)、碳化硅( SiC) 为代表的工程陶瓷作为结构用材料代替以往的金属材料的应用正在各个方面取得进展。
其中,氮化硅陶瓷以其高硬度、低密度、疲劳寿命长等优点作为轴承滚动体制作材料。