香蕉头焊接示意图
- 格式:doc
- 大小:141.00 KB
- 文档页数:3
无人机装调检修工作流程1.无人机的组装(以F450轴距机架为例)1.1机架组装对称电机轴距一般在210mm-1380mm 之间最为常用,不同用途的飞机有不同的轴距。
单独安装机架时比较简单,仅仅是不停地拧螺丝。
但还是要注意托架较为脆弱,安装时不要损坏了托架。
机架的安装步骤如下所述。
(1)将4个悬臂与一个托架固定。
托架需要在悬臂之上,安装时只需要将托架的4个孔对准悬臂的4个孔,然后拧上螺丝。
安装时按照对角线的分布安装,若需要拿放,需要用双手分别抓握两个悬臂。
(2)电池托架安装。
安装电池托架时应该将安装好的机架翻过来,让悬臂上的“脚”朝上。
固定电池托架的螺丝共有8个,每个悬臂上需要两个来固定电池托架。
安装时需要先将电池托架平放在机架上,并将电池托架上对应的螺丝孔与其对齐,分别将4个悬臂的螺丝安装并固定好后就完成安装了。
到此,整个机架的安装就完成了。
1.2机架组装完成后应该考虑的问题(1)飞控安装的位置(可以同时考虑飞控的方向的朝向),以飞控为中心考虑其他部件的安装。
(2)电调安放的位置和电调的电源线和信号线的走线方式。
(3)电机的安装位置。
此时要注意机架上固定电机的螺孔及螺丝是否符合规定。
同时,还要注意电机安装桨后,两桨是否会有交叉。
(4)其他设备的安装。
例如,安装接收器或GPS 时需要考察是否有安装这些部件的位置,应既不影响原本走线方式,也不会妨碍桨的旋转,同时不受其他部件的电磁干扰。
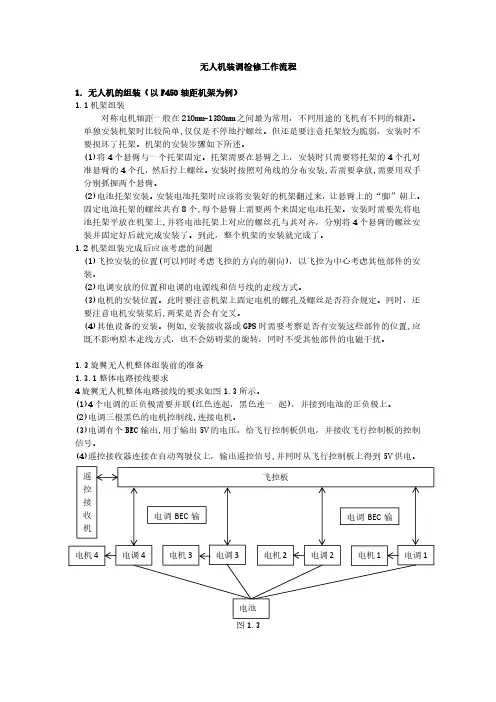
1.3旋翼无人机整体组装前的准备1.3.1整体电路接线要求4旋翼无人机整体电路接线的要求如图1.3所示。
(1)4个电调的正负极需要并联(红色连起,黑色连一起),并接到电池的正负极上。
(2)电调三根黑色的电机控制线,连接电机。
(3)电调有个BEC 输出,用于输出5V 的电压,给飞行控制板供电,并接收飞行控制板的控制信号。
(4)遥控接收器连接在自动驾驶仪上,输出遥控信号,并同时从飞行控制板上得到5V 供电。
图1.3遥控接收机飞控板电调4电机3电调3电池电机4电调2电机1电调1电机2电调BEC 输电调BEC 输1.4线路的焊接1.4.1香蕉头的焊接刚买回来的部件中的线头没有经过处理,只是一些裸露的线头。
可编辑修改精选全文完整版
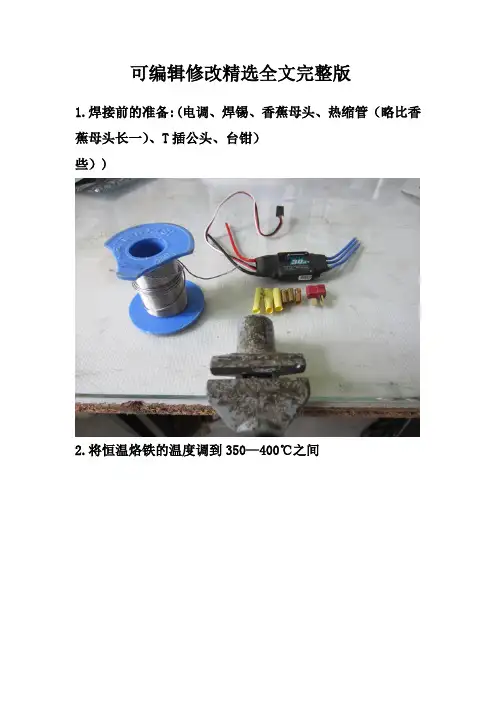
1.焊接前的准备:(电调、焊锡、香蕉母头、热缩管(略比香蕉母头长一)、T插公头、台钳)
些))
2.将恒温烙铁的温度调到350—400℃之间
3.用圆形烙铁头,温度恒定后在湿润的纸上将烙铁头的氧化层擦拭干净,切忌纸不要太湿,比较润就行,不然会损坏烙铁头
4.将香蕉头夹在台钳上,将有孔的一边放在右手边,接下来好操作,当然如果是左撇子的话就放左边吧
5.将焊锡点进香蕉头的孔里,但是不要点的太多,如下图就合适了
6.先套热缩管
7.将烙铁一直放在孔里,等焊锡完全融化后再将线放进去,
等完全融合后再将烙铁拔出,焊好后试着用力拔一下,一定要焊牢固,不要出现虚焊
8.将热缩管移至端点,将香蕉头全部包完,然后用火机将热缩管热缩,注意不要用火烤过了,不然会烧坏热缩管,用火慢慢烤
9.然后焊接另外2个,焊好后如下图
10.然后焊接T插,千万注意左边竖起的为正极,右边的为
负极
11.然后给T插的脚上上锡
12.还是得记得先上热缩管,再焊接
13.焊接负极也是一样,焊好后如下图
14.最后收拾台面,关掉恒温掉烙铁。
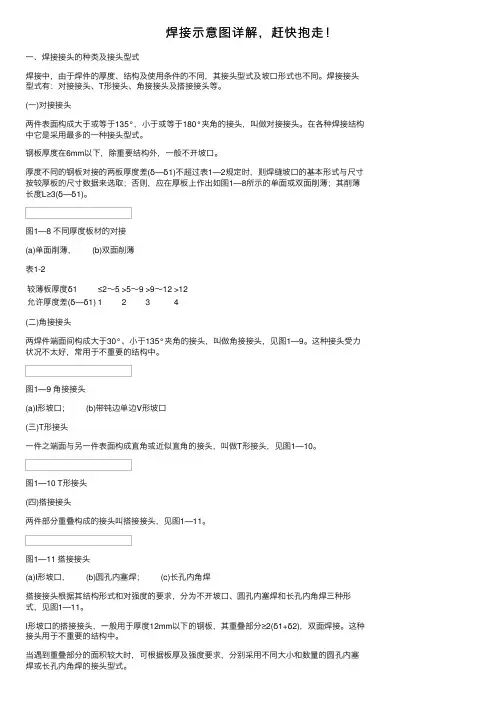
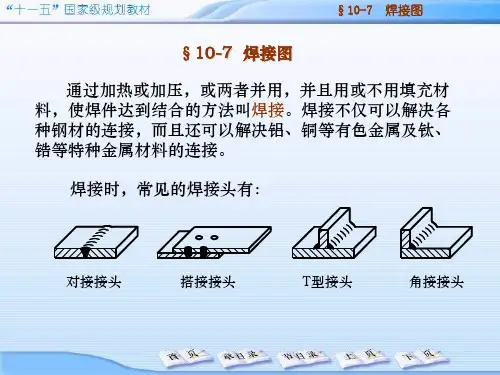
焊接⽰意图详解,赶快抱⾛!⼀、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使⽤条件的不同,其接头型式及坡⼝形式也不同。
焊接接头型式有:对接接头、T形接头、⾓接接头及搭接接头等。
(⼀)对接接头两件表⾯构成⼤于或等于135°,⼩于或等于180°夹⾓的接头,叫做对接接头。
在各种焊接结构中它是采⽤最多的⼀种接头型式。
钢板厚度在6mm以下,除重要结构外,⼀般不开坡⼝。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡⼝的基本形式与尺⼨按较厚板的尺⼨数据来选取;否则,应在厚板上作出如图1—8所⽰的单⾯或双⾯削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单⾯削薄, (b)双⾯削薄表1-2较薄板厚度δ1≤2~5>5~9>9~12>12允许厚度差(δ—δ1)1234(⼆)⾓接接头两焊件端⾯间构成⼤于30°、⼩于135°夹⾓的接头,叫做⾓接接头,见图1—9。
这种接头受⼒状况不太好,常⽤于不重要的结构中。
图1—9 ⾓接接头(a)I形坡⼝; (b)带钝边单边V形坡⼝(三)T形接头⼀件之端⾯与另⼀件表⾯构成直⾓或近似直⾓的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡⼝, (b)圆孔内塞焊; (c)长孔内⾓焊搭接接头根据其结构形式和对强度的要求,分为不开坡⼝、圆孔内塞焊和长孔内⾓焊三种形式,见图1—11。
I形坡⼝的搭接接头,⼀般⽤于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双⾯焊接。
这种接头⽤于不重要的结构中。
当遇到重叠部分的⾯积较⼤时,可根据板厚及强度要求,分别采⽤不同⼤⼩和数量的圆孔内塞焊或长孔内⾓焊的接头型式。
⼆、焊缝坡⼝的基本形式与尺⼨(⼀)坡⼝形式根据坡⼝的形状,坡⼝分成I形(不开坡⼝)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡⼝形式。
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
香蕉插头系列(Gold Plated Banana Plugs):香蕉插头分焊接式和焊接成型式两种,常用规格有:2.0mm香蕉插头(2.0mm Banana Series Plug)、3.5mm香蕉插头(3.5mm Banana Series Plug)、4.0mm香蕉插头(4.0mm Banana Series Plug)、5.5mm香蕉插头(5.5mm Banana Series Plug)、6.0mm香蕉插头(6.0mm Banana Series Plug)、8.0mm香蕉插头(8.0mm Banana Series Plug)等多种款式,客户也可根据自身需求来样,来图订制。
插头采用(RoHS)环保黄铜/纯铜,弹簧片为(RoHS)环保铍铜,并采用了九叶灯笼式的结构,弹性均匀。
插头表面电镀24K黄金,导通可靠性优良,拥有强劲的电流过载能力,产品广泛用于无刷马达,医疗设备,航模,车模,船模,电动车,充电器,能源电池,电子调速器,测试仪等连接插头。
1、2.0mm gold plated (2.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:20-40A (承受电流:20-40安培)2、3.0mm gold plated (3.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:40-60A (承受电流:40-60安培)3、3.5mm gold plated (3.5mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:60-80A (承受电流:60-80安培)*备注:XT60承受电流同上4、4.0mm gold plated (4.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:80-100A (承受电流:80-100安培)5、5.0/5.5mm gold plated (5.0/5.5mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:100-180A (承受电流:100-180安培)6、6.0mm gold plated (6.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:100-180A (承受电流:100-180安培)*备注:XT150承受电流同上7、8.0mm gold plated (8.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:120-200A (承受电流:120-200安培)*注释:数据来源于:/飞客实验室,,,,胜牌电线电缆有限公司,,,,东莞市虎门欧迈电子制品厂***仅供学习交流,严禁商业用途,违者责任自负Fling01邮箱:lrd01@。

CK-3机器安装步骤①号机架②号机架电机座机身固定架下盖板上盖板一,机架安装部分安装方法1,安装机架,将1号机架和2号机架交叉装好,注意四个机架脚接地平衡2,安装电机座,将电机座与机架的四边的机架孔装上,注意机架上的三个孔和槽位要与电机座三个孔对好,以便装螺丝1 23 43,安装机身固定架,将已装好电机座的机架与机身固定架装上,注意机架上的四个槽位与机身固定架对好位置1 234二,配件安装部分1,安装电机,注意电机的正反向,电机正转螺帽是反扭上紧的,电机反转螺帽是正扭。
1 .3装正转电机2 .4装反转电机2,焊接电机电调,分线板的香蕉头电机线;焊2.0cm的公香蕉头电调;三根黑线焊2.0cm母香蕉头两跟正负极电源线焊3.0cm母香蕉头分线板;焊接3.0cm公香蕉头+正极,2根5cm长线2根2.5cm短线-负极,2根5cm长线2根2.5cm短线2根红黑粗线电源线2根红白细线5v给飞空供电线3,装上电调,将电调贴在机器左右两侧内壁上,前后留空位放接收机4,装上分线板,放在机器下面,贴在机身上5,插上电源3.0香蕉头,电机线2.0香蕉头6,安装飞控,接上电调连飞控的线,,注意前后方向,飞控箭头要指向机头方向飞控插头最里面是插信号线S,中间是插正极+,外面是插负极-,飞控接线顺序;1通道接M1电机2通道接M2电机3通道接M3电机4通道接M4电机5通道没有电机就空着6通道接5V供电注意接线不要接反了,电调上的黄色线是信号线S,浅色是负极-7,装上接收机跟遥控器对频三,调参部分1 飞控接上USB数据线插上电脑2 打开OpenPilotGCS调参软件检查链接是否正常,绿灯常亮表示链接正常3点击进入检查机器是否有装上桨叶,注意在调参时必须要拆下桨叶进行调参点击下一步进入更新固件,在清除所有设置前面打上勾,点击Upgrade等跟新完成后点击下一步进入这里直接点下一步这里选择默认遥控器直接下一步这里我们选择多旋翼点击下一步这里选择X型4旋翼下一步这里选默认电调下一步下一步传感器校准,这里要注意了,把飞控对准机头水平放好,点击等传感器校准后点击下一步电调校准,将所有选项勾上点击开始,插上电源,等待电调自动校准,校准完成后拔了电源点下一步电机输出校准这时接上电源点下一步单个电机输出校准,电机开始,拉动下面的拉杆直到电机转动,看看电机转向是否正常,然后依次按顺序校准好单个电机,完成校准后点下一步进人预设稳定飞行参数,选择维持现有参数,点下一步保存设置,点击SAVE键到这里就基本设置完成下一步进行遥控器校准,点遥控器按键点击下面的OK键然后按照下面的指令进行操作这里选择固定翼和多旋翼的类型这里看我们手上的遥控器是美国手还是日本手,美国手我们就点击上面的左手油门,日门手就选择上面的右手油门,把遥控器上油门杆放在中立位点击先一步这里对照设置遥控器开关,拨动下手里拨动开关这里对照电脑上的遥控器摇杆点摇动手里的摇杆这里所有遥杆中立位拨动手里的摇杆最大形成转圈检查遥控器摇杆上下左右是否正确摇动摇杆,确认遥控器是否与动画一致进行解锁油门设置,时间设置10秒,解锁方式我们选择Yaw Right,选择完成后点击两下保存然后拔下USB线放置好飞控接收机,装上盖板,装上桨叶进行试飞。

香蕉头焊接示意图(总3页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
香蕉头焊接示意图
菜鸟在潜水,老鸟在天上飞,我来吼吼
申明,此图仅为示意图,帮住新手认识香蕉头焊接方法,老鸟飞高点,飞远点
1,固定好待焊香蕉头,准备尖头电烙铁.这里的台钳为铝合金的(导热稍慢),如果是钢的,最好垫一叠纸做隔热片.电烙铁选25W就足够了.因为用在此处,焊锡和烙铁接触面积较大(包围式接触),能够很好的融化焊锡形成熔池.
2,电烙铁从香蕉头侧面的圆孔中伸入,同时从上方添加焊锡.
3,待融化的焊锡量足够后,从上方放入待焊导线,保持一段时间,等待焊锡充分填充到导线中,稳住导线(动了可能虚焊)然后从侧面取出电烙铁,等待焊锡
冷却,在香蕉头外面套上热缩管绝缘.(此处导线仅为演示用,很细 )
此示意图主要告诉新手香蕉头旁边那个孔是干什么用的 ,以及怎么用好,具体焊接技术慢慢练:em15:。
香蕉插头系列(Gold Plated Banana Plugs):香蕉插头分焊接式和焊接成型式两种,常用规格有:2.0mm香蕉插头(2.0mm Banana Series Plug)、3.5mm香蕉插头(3.5mm Banana Series Plug)、4.0mm香蕉插头(4.0mm Banana Series Plug)、5.5mm香蕉插头(5.5mm Banana Series Plug)、6.0mm香蕉插头(6.0mm Banana Series Plug)、8.0mm香蕉插头(8.0mm Banana Series Plug)等多种款式,客户也可根据自身需求来样,来图订制。
插头采用(RoHS)环保黄铜/纯铜,弹簧片为(RoHS)环保铍铜,并采用了九叶灯笼式的结构,弹性均匀。
插头表面电镀24K黄金,导通可靠性优良,拥有强劲的电流过载能力,产品广泛用于无刷马达,医疗设备,航模,车模,船模,电动车,充电器,能源电池,电子调速器,测试仪等连接插头。
1、2.0mm gold plated (2.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:20-40A (承受电流:20-40安培)2、3.0mm gold plated (3.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:40-60A (承受电流:40-60安培)3、3.5mm gold plated (3.5mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:60-80A (承受电流:60-80安培)*备注:XT60承受电流同上4、4.0mm gold plated (4.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:80-100A (承受电流:80-100安培)5、5.0/5.5mm gold plated (5.0/5.5mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:100-180A (承受电流:100-180安培)6、6.0mm gold plated (6.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:100-180A (承受电流:100-180安培)*备注:XT150承受电流同上7、8.0mm gold plated (8.0mm镀金)Connector male and female (连接器公型和母型)Body:Brass (材质:黄铜)Spring:Beryllium copper (弹簧:铍铜)Electric current:120-200A (承受电流:120-200安培)*注释:数据来源于:/飞客实验室,,,,胜牌电线电缆有限公司,,,,东莞市虎门欧迈电子制品厂***仅供学习交流,严禁商业用途,违者责任自负Fling01邮箱:lrd01@。
香蕉头焊接示意图
菜鸟在潜水,老鸟在天上飞,我来吼吼
申明,此图仅为示意图,帮住新手认识香蕉头焊接方法,老鸟飞高点,飞远点
1,固定好待焊香蕉头,准备尖头电烙铁.这里的台钳为铝合金的(导热稍慢),如果是钢的,最好垫一叠纸做隔热片.电烙铁选25W就足够了.因为用在此处,焊锡和烙铁接触面积较大(包围式
接触),能够很好的融化焊锡形成熔池.
2,电烙铁从香蕉头侧面的圆孔中伸入,同时从上方添加焊锡.
3,待融化的焊锡量足够后,从上方放入待焊导线,保持一段时间,等待焊锡充分填充到导线中,稳住导线(动了可能虚焊)然后从侧面取出电烙铁,等待焊锡冷却,在香蕉头外面套上热缩管绝缘.(此处导线仅为演示用,很细)
此示意图主要告诉新手香蕉头旁边那个孔是干什么用的 ,以及怎么用好,具体焊接技术慢慢练:em15:。