焊接接头示意图
- 格式:docx
- 大小:80.87 KB
- 文档页数:2

焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
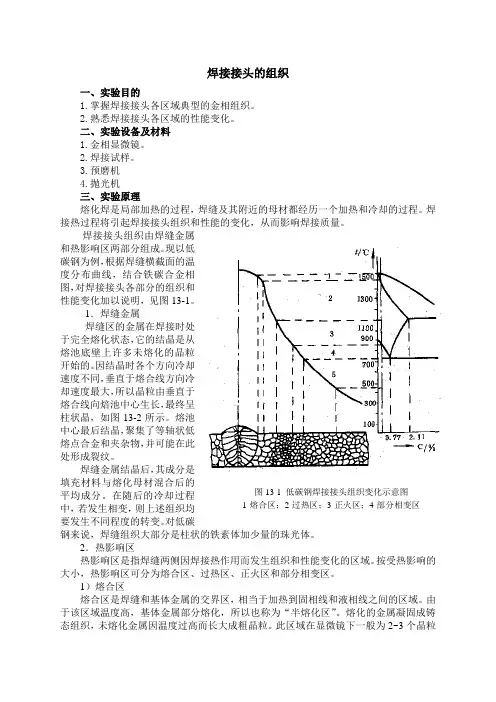
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。

•焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
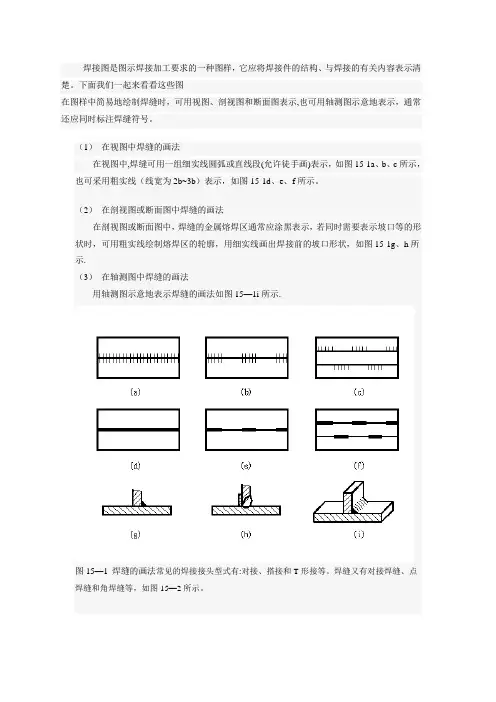
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
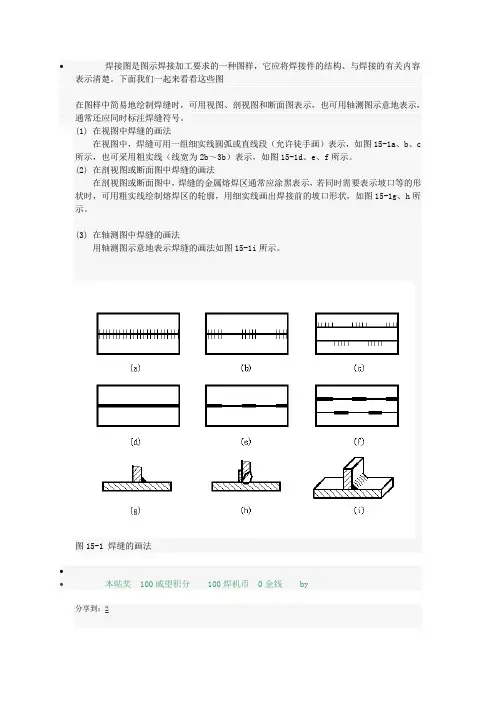
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法••本帖奖100威望积分100焊机币0金钱by分享到:2wuchen威望:23焊机币:4442级别:焊接人全部回帖版主奖励帖楼主自回帖电焊技术视频,电焊工培训教程[回复1] [引用此贴内容]2006-10-13 19:32:00•常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式••wuchen威望:23焊机币:4442级别:焊接人[回复2] [引用此贴内容]2006-10-13 19:34:00•为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
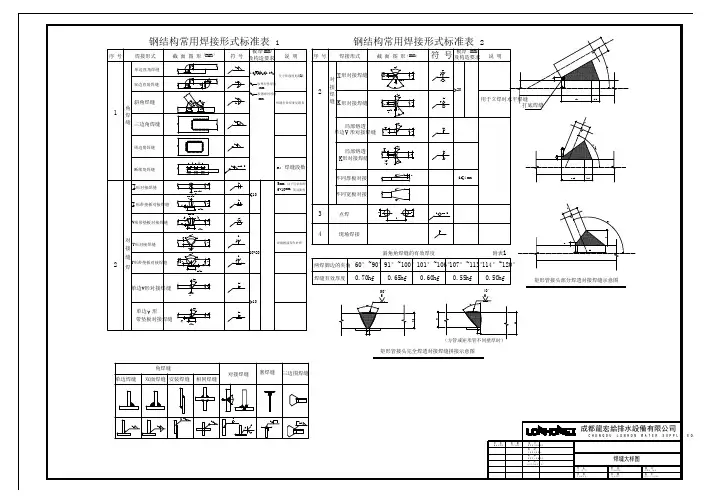
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
••wuchen威望:23焊机币:4442级别:焊接人[回复3] [引用此贴内容]2006-10-13 19:34:00•(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
A S M E压力容器建造规范研讨会设计部分问题解答──第二部分焊接接头分类和焊接接头系数本文就2009年在上海举行的ASME压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。
CACI于今年4月所组织的ASME规范Ⅷ(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题,CACI要求归纳整理后公布。
初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASMEⅧ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。
本文是其中的第二篇。
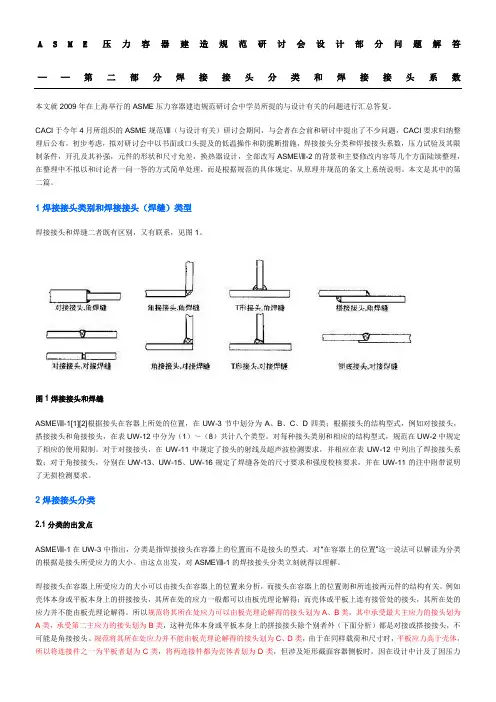
1焊接接头类别和焊接接头(焊缝)类型焊接接头和焊缝二者既有区别,又有联系,见图1。
图1焊接接头和焊缝ASMEⅧ-1[1][2]根据接头在容器上所处的位置,在UW-3节中划分为A、B、C、D四类;根据接头的结构型式,例如对接接头,搭接接头和角接接头,在表UW-12中分为(1)~(8)共计八个类型。
对每种接头类别和相应的结构型式,规范在UW-2中规定了相应的使用限制。
对于对接接头,在UW-11中规定了接头的射线及超声波检测要求,并相应在表UW-12中列出了焊接接头系数;对于角接接头,分别在UW-13、UW-15、UW-16规定了焊缝各处的尺寸要求和强度校核要求,并在UW-11的注中附带说明了无损检测要求。
2焊接接头分类2.1分类的出发点ASMEⅧ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。
对“在容器上的位置”这一说法可以解读为分类的根据是接头所受应力的大小。
由这点出发,对ASMEⅧ-1的焊接接头分类立刻就得以理解。
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关。
例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得。
焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1)在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2)在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示.(3)在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15—1i所示.图15—1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15—2所示。
图15—2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成.必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1)基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15—1基本符号(2)辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3)补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15—3.表15-3补充符号(4)尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b.表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15—4所示。
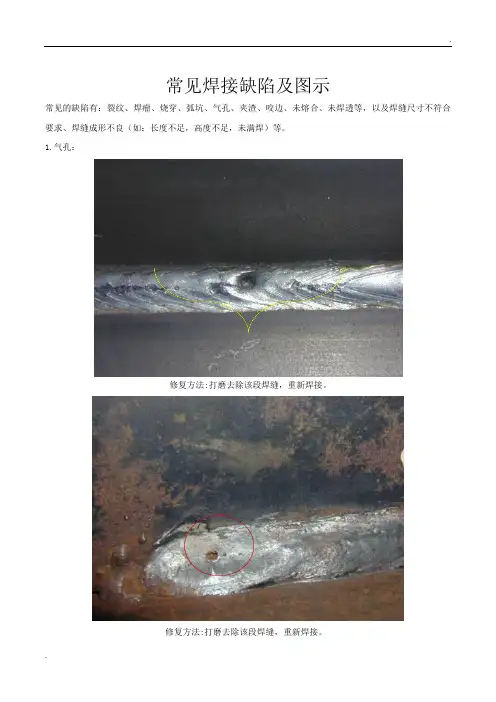
常见焊接缺陷及图示
常见的缺陷有:裂纹、焊瘤、烧穿、弧坑、气孔、夹渣、咬边、未熔合、未焊透等,以及焊缝尺寸不符合要求、焊缝成形不良(如:长度不足,高度不足,未满焊)等。
1.气孔:
修复方法:打磨去除该段焊缝,重新焊接。
修复方法:打磨去除该段焊缝,重新焊接。
2.砂眼(焊接时气体或杂质在焊接构件内部或表面形成的小孔)
修复方法:打磨去除所有影响焊缝,重新焊接。
3.缩孔(焊接后在冷凝过程中收缩而产生的孔洞,形状不规则,孔壁粗糙,一般位于铸件的热节处。
)
修复方法:打磨去除所有影响焊缝,重新焊接。
4.焊瘤(金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属
流淌形成的微小疙瘩)
修复方法:打磨去除该段重新焊接
5.咬边(烧筋)
修复方法:重新焊接
6.弧坑(在焊接收尾处形成低于焊缝高度的凹陷坑)
修复方法:打磨去除该段重新焊接
7.焊缝不均匀
修复方法:重新焊接
8.焊接裂缝
修复方法:打磨去除该段重新焊接
9.未焊透(未焊透指母材金属未熔化,焊缝金属没有进入接头根部的现象)
修复方法:打磨去除该段重新焊接10.未满焊(未焊满是指焊缝表面上连续的或断续的沟槽)
修复方法:打磨去除该段重新焊接
.
11.简易示意图。