基本尺寸的确定1
- 格式:ppt
- 大小:1.27 MB
- 文档页数:8
§2—1 极限与配合的常用术语为了研究零件几何要素的互换性,必须对有关的术语作出统一规定,这是互换性研究的基础,也是工程技术人员的共同语言(行话)。
各术语都有其定义,特定含义,不同于日常生活用语,应深入理解各术语的含义、区别、联系,并能熟练掌握应用。
一、有关尺寸的术语1. 尺寸 size——以特定单位表示线性尺寸值的数值。
注:(1)机械制图国家标准规定:以mm为通用单位,只写数字,不写单位。
例如:50,φ30,R5等。
(2)广义地说,尺寸也包括以角度单位表示角度尺寸的数值。
2.基本尺寸 basic size (孔D,轴d)——由设计给定的尺寸。
注:(1)设计中根据强度计算,刚度、运动、工艺、结构等不同条件来确定,计算所得数字还需按规定圆整。
例如:计算值为φ19.6,还要查轴的尺寸系列,圆整到φ20。
(2)只表示尺寸的基本大小,并不是理想尺寸,也不是实际加工要得到的尺寸。
3.实际尺寸 actual size (孔D a,轴d a)——通过测量获得的尺寸。
注:(1)有测量误差,并非尺寸的真值。
(2)按定义,任何人用任何量具和方法,在任何环境下测量获得的尺寸都可称为实际尺寸。
例如:(接触方式不同,结果不同)常用“局部实际尺寸”——用“两点法”测得的尺寸。
(3)由于存在加工误差(形状误差),同一零件上各处的局部实际尺寸一般是不同的。
4.极限尺寸 limits of size (D max,D min,d max,d min)——允许尺寸变化的两个极限值。
注:(1)常用最大极限尺寸,最小极限尺寸。
(2)是以基本尺寸为基数确定的。
(3)一般,完工后零件的合格条件为:Dmax > Da > Dmin dmax > da > dmin5. 最大实体状态和最大实体尺寸maximun material condition and maximun material size(MMC,MMS)——孔或轴具有允许的材料量为最多时的状态为最大实体状态(MMC),在此状态下的尺寸,称最大实体尺寸(MMS)。
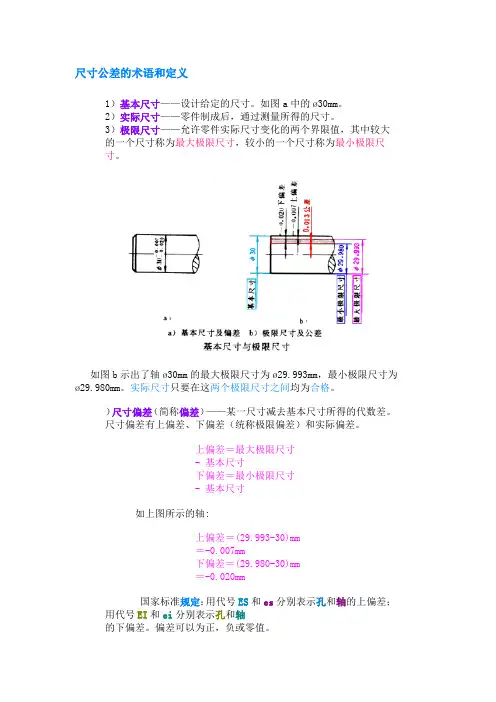
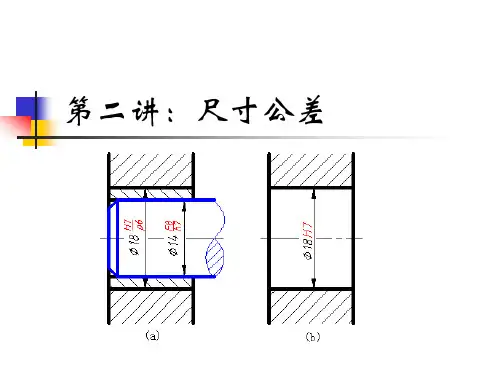
尺寸公差的术语和定义1)基本尺寸——设计给定的尺寸。
如图a中的ø30mm。
2)实际尺寸——零件制成后,通过测量所得的尺寸。
3)极限尺寸——允许零件实际尺寸变化的两个界限值,其中较大的一个尺寸称为最大极限尺寸,较小的一个尺寸称为最小极限尺寸。
如图b示出了轴ø30mm的最大极限尺寸为ø29.993mm,最小极限尺寸为ø29.980mm。
实际尺寸只要在这两个极限尺寸之间均为合格。
)尺寸偏差(简称偏差)——某一尺寸减去基本尺寸所得的代数差。
尺寸偏差有上偏差、下偏差(统称极限偏差)和实际偏差。
上偏差=最大极限尺寸- 基本尺寸下偏差=最小极限尺寸- 基本尺寸如上图所示的轴:上偏差=(29.993-30)mm=-0.007mm下偏差=(29.980-30)mm=-0.020mm国家标准规定:用代号ES和es分别表示孔和轴的上偏差;用代号EI和ei分别表示孔和轴的下偏差。
偏差可以为正,负或零值。
实际尺寸减去基本尺寸的代数差称为实际偏差。
零件尺寸的实际偏差在上、下偏差之间均为合格。
5)尺寸公差(简称公差)——允许尺寸变动的量。
即:公差=最大极限尺寸-最小极限尺寸或:公差=上偏差-下偏差如上图所示的轴公差=(29.993-29.980) mm=0.013mm或:公差=[-0.007-(-0.020)] mm=0.013mm由于最大极限尺寸总是大于最小极限尺寸,所以公差总是正值,且不能为零。
在零件图上,凡有公差要求的尺寸,通常不是标注两个极限尺寸,而是标注出基本尺寸和上、下偏差,见上图a。
6)尺寸公差带(简称公差带)——公差带是表示公差大小和相对于零线位置的一个区域。
上图a表示了一对互相结合的孔与轴的基本尺寸、极限尺寸、偏差、公差的相互关系。
为简化起见,一般只画出孔和轴的上、下偏差围成的方框简图,称为公差带图,见上图b。
在公差带图中,零线是表示基本尺寸的一条直线。
当零线画成水平线时,正偏差位于零线的上方,负偏差位于零线的下方,偏差值的单位为微米。
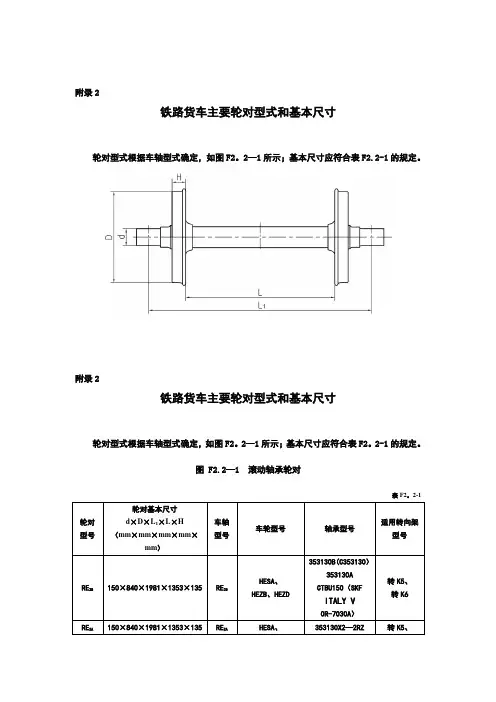
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图F2。
2—1所示;基本尺寸应符合表F2.2-1的规定。
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图F2。
2—1所示;基本尺寸应符合表F2。
2-1的规定。
图 F2.2—1 滚动轴承轮对表F2。
2-1铁路货车车轴型式、基本尺寸和理化性能F2.3.1 车轴型式和基本尺寸车轴型式如图F2.3-1所示,基本尺寸应符合表F2.3-1的规定.表 F2.3—1铁路货车车轮型式、基本尺寸和理化性能F2。
4。
1 车轮型式和基本尺寸F2.4。
1.1 符合标准TB/T2817-1997的辗钢整体车轮型式如图F2。
4—1所示,基本尺寸应符合表F2.4—1的规定。
图F2。
4—1 TB/T2817-1997标准的辗钢整体车轮表 F2。
4-1F2.4。
1.2 符合TB/T1013—1999标准的铸钢整体车轮型式如图F2。
4-2所示,基本尺寸应符合表F2。
4—2的规定。
F2.4-2 TB/T1013—1999标准的铸钢整体车轮型式表2。
4-2F2.4。
1.3 符合GB/T8601-1988标准的辗钢整体车轮型式如图F2.4—3所示,基本尺寸应符合表F2。
4-3的规定。
图F2。
4—3 GB /T 8601-1988标准的辗钢整体车轮表 F2。
4—3F2。
4.2 车轮的理化性能F2。
4。
2。
1 车轮的化学成分F2.4.2。
1。
1 (TB /T2817—1997)车轮的化学成分(熔炼分析)应符合表F2。
4—4的规定。
表F2.4—4注:Cr 、Ni 、Cu 的含量均不大于0.25%,且Cr+Ni+Cu 不大于0.50%。
F2.4.2.1.2 (TB /T1013-1999)车轮的化学成分(熔炼分析)应符合表F2.4-5的规定.表F2。
4-5F2.4。
2。
1。
3 (GB/T 8601-1988)车轮的化学成分(熔炼分析)应符合表F2。
4-6的规定。
表F2。
基本尺寸与极限尺寸在工程设计与制造领域,尺寸的精准控制是至关重要的。
基本尺寸与极限尺寸是两个核心概念,它们在确保产品质量、性能以及互换性方面起着关键作用。
本文将详细探讨这两个尺寸的含义、重要性以及它们在实际应用中的相互影响。
一、基本尺寸基本尺寸是设计过程中确定的一个理论值,它是零件或产品设计的基准。
在机械制图中,基本尺寸通常标注在图纸上,作为制造和检验的依据。
基本尺寸的确定需要考虑产品的功能需求、结构特点以及制造工艺等因素。
在实际制造过程中,由于加工误差和测量误差的存在,零件的实际尺寸往往会偏离基本尺寸。
因此,在设计阶段就需要对这些误差进行合理预测和控制。
二、极限尺寸为了容纳制造误差并确保零件的互换性,引入了极限尺寸的概念。
极限尺寸是指允许零件尺寸变化的最大和最小值。
在机械制图中,极限尺寸通常通过标注上下偏差或公差带来表示。
公差带是一个以基本尺寸为中心,上下偏差为界限的区域。
只要零件的实际尺寸落在这个区域内,就可以认为它是合格的。
极限尺寸的确定需要考虑多种因素,包括制造工艺、材料性能、装配要求以及使用条件等。
合理的极限尺寸设置可以确保零件在制造和使用过程中具有足够的精度和互换性,从而提高产品质量和降低生产成本。
三、基本尺寸与极限尺寸的关系基本尺寸和极限尺寸是相互关联、相互制约的。
基本尺寸是设计的基准,而极限尺寸则是确保制造精度和互换性的手段。
在设计阶段,基本尺寸的确定需要充分考虑制造工艺和测量技术的能力,以确保极限尺寸的设置具有可行性和经济性。
同时,极限尺寸的设置也需要根据产品的功能需求和结构特点进行合理调整,以满足设计要求和使用要求。
四、实际应用中的考虑在实际应用中,基本尺寸和极限尺寸的选择和控制对于产品质量和性能具有重要影响。
以下是一些关键考虑因素:1. 制造工艺:不同的制造工艺具有不同的加工精度和误差范围。
因此,在选择基本尺寸和设置极限尺寸时,需要充分考虑制造工艺的特点和能力,以确保制造的可行性和经济性。
CAD制图中零件图的技术要求大全,机械师必一般在设计机械零件时都会碰到各种问题,今天金属加工小编跟大家分享的是零件图的技术要求,零件上常见的工艺结构!一、铸件铸件转折处应有圆角,铸件设计应有拔模斜度,铸件的设计要有利于起模,铸件的设计应合理简化,铸件的壁厚要均匀或逐渐过渡。
二、金属切削加工1.倒角、倒圆便于装配和使用安全。
2.退刀槽、越程槽在零件的台肩处,为保护加工刀具和刀具方便退出,以及装配时两零件表面能紧密接触,一般在零件上要加工出退刀槽或越程槽。
3.零件上孔的设计应有利于加工与测量。
4.避免零件的加工面在内壁上。
5.零件结构应尽量减少加工面。
零件图的技术要求一、表面粗糙度1.表面粗糙度的概念及参数(1)轮廓算术平均偏差Ra轮廓算术平均偏差Ra是指取样长度l(用于判别具有表面粗糙度特征的一段长度)内,轮廓偏差y(表面轮廓上点至基准线的距离)绝对值的算术平均值。
(2)微观不平十点高度Rz在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离即为Ry。
2.表面粗糙度符号、代号及其意义3.表面粗糙度的标注标注原则(1)同一图样上,每个表面一般只标注一次表面粗糙度符号、代号,并应注在可见轮廓线、尺寸界线、引出线或它们的延长线上。
(2)符号的尖端必须从材料的外部指向零件表面。
(3)在图样上,表面粗糙度代号中数字的大小和方向必须与图中尺寸数字的大小和方向一致。
二、极限与配合1.互换性概念在相同规格的一批零件中,不用选择,不经修配就能装在机器上,达到规定的性能要求,零件的这种性质就称为互换性。
2.尺寸与尺寸公差(1)基本尺寸:由设计确定的尺寸。
(2)实际尺寸:通过测量获得的尺寸。
(3)极限尺寸:允许零件尺寸变化的两个界限值称为极限尺寸。
分最大极限尺寸和最小极限尺寸。
(4)尺寸偏差:某一尺寸减其基本尺寸所得的代数差称为尺寸偏差,简称偏差。
(1)公差基本术语的含义1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:ES=孔的最大极限尺-孔的基本尺寸cs=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的奥基本尺寸偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
负偏差位于零线之下。
7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
(2)确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
精心整理一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语1234下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
?如图1a所示的孔径:6如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。
通常零线表示基本尺寸。
在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。
公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。
公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。
为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。
7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。
标准公差等级是确定尺寸精确程度的等级。
标准公差分20个等级,即IT01、IT0、IT1、IT—18,表示标准公差,阿拉伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。
对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
国家标准将500mm以内的基本尺寸范围分成13段,按不同的标准公差等级列出了各段基本尺寸的标准公差值,见表82孔、轴(1(2。
第二章公差与配合孔与轴的结合是机器中应用最广的基本结合形式。
为了满足互换性的要求,必须制订出孔、轴的尺寸公差及配合松紧程度的配合标准。
本章介绍尺寸公差与配合的基本概念,孔、轴公差带的大小和位置,公差与配合的应用。
第一节基本术语及定义一、尺寸(一)基本尺寸基本尺寸是设计给定的尺寸。
孔的基本尺寸以D表示,轴的基本尺寸以d表示。
基本尺寸是在设计中,根据强度、刚度、结构、工艺等多种因素确定的,然后再标准化。
基本尺寸是计算偏差、极限尺寸的起始尺寸。
它只表示尺寸的基本大小,并不是在实际加工中要求得到的尺寸。
(二)实际尺寸实际尺寸是通过测量得到的尺寸。
孔的实际尺寸以Da表示,轴的实际尺寸以da表示。
实际尺寸不是孔或轴的真实尺寸,因为在测量时存在测量仪器本身的误差、测量方法产生的误差、温差产生的误差等。
同时由于形状误差的影响,零件同一表面各个部位的实际尺寸也是不完全相同的,可通过多处测量确定实际尺寸。
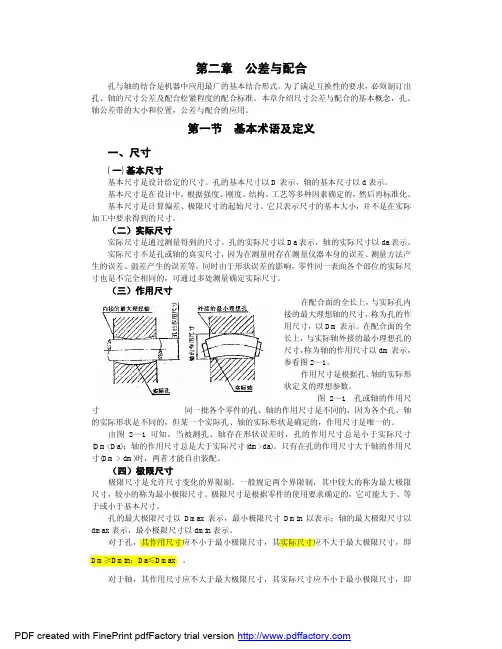
(三)作用尺寸在配合面的全长上,与实际孔内接的最大理想轴的尺寸,称为孔的作用尺寸,以Dm表示。
在配合面的全长上,与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸以dm表示,参看图2—1。
作用尺寸是根据孔、轴的实际形状定义的理想参数。
图2—1 孔或轴的作用尺寸同一批各个零件的孔、轴的作用尺寸是不同的,因为各个孔、轴的实际形状是不同的,但某一个实际孔、轴的实际形状是确定的,作用尺寸是唯一的。
由图2—1可知,当被测孔、轴存在形状误差时,孔的作用尺寸总是小于实际尺寸(Dm<Da);轴的作用尺寸总是大于实际尺寸(dm>da)。
只有在孔的作用尺寸大于轴的作用尺寸(Dm > dm)时,两者才能自由装配。
(四)极限尺寸极限尺寸是允许尺寸变化的界限制。
一般规定两个界限制,其中较大的称为最大极限尺寸,较小的称为最小极限尺寸。
极限尺寸是根据零件的使用要求确定的,它可能大于、等于或小于基本尺寸。
孔的最大极限尺寸以Dmax表示,最小极限尺寸Dmin以表示;轴的最大极限尺寸以dmax表示,最小极限尺寸以dmin表示。
轴承的基本尺寸和安装尺寸摘要:一、轴承基本尺寸1.内径2.外径3.宽度4.高度5.圆锥度二、轴承安装尺寸1.安装孔直径2.安装孔深度3.安装面平行度4.安装面垂直度5.轴向定位正文:轴承的基本尺寸和安装尺寸是轴承选型和使用过程中非常重要的参数。
本文将对这两个参数进行详细介绍。
一、轴承基本尺寸轴承的基本尺寸包括内径、外径、宽度、高度和圆锥度。
1.内径(d)是指轴承内圈的最大径向尺寸,用于确定轴承所能承受的径向负荷。
内径尺寸一般由轴承型号决定,需根据实际应用需求选择合适的内径尺寸。
2.外径(D)是指轴承外圈的最小径向尺寸,用于确定轴承所能承受的径向负荷。
外径尺寸同样由轴承型号决定,选择时需考虑轴承所承受的径向负荷以及安装空间。
3.宽度(B)是指轴承两侧的垂直于轴线的距离。
宽度尺寸影响轴承的承载能力和刚度,选择时需根据轴承所承受的力和力矩来确定。
4.高度(H)是指轴承上下两端的距离。
高度尺寸影响轴承的承载能力和刚度,选择时需根据轴承所承受的力和力矩来确定。
5.圆锥度是指轴承内圈和外圈轴向方向的偏差。
圆锥度对轴承的承载能力和刚度有一定影响,合理的圆锥度可以提高轴承的性能。
二、轴承安装尺寸轴承的安装尺寸包括安装孔直径、安装孔深度、安装面平行度、安装面垂直度和轴向定位。
1.安装孔直径(D1)是指安装轴承所需的孔的径向尺寸。
选择合适的安装孔直径可以确保轴承在安装过程中不会产生过紧或过松的情况。
2.安装孔深度(D2)是指安装轴承所需的孔的轴向尺寸。
选择合适的安装孔深度可以确保轴承在安装过程中有足够的轴向定位。
3.安装面平行度是指安装轴承的表面与其轴线的平行度。
合理的安装面平行度可以确保轴承在运行过程中不会产生偏磨现象。
4.安装面垂直度是指安装轴承的表面与其轴线的垂直度。
合理的安装面垂直度可以确保轴承在运行过程中不会产生偏载现象。
5.轴向定位是指轴承在安装过程中沿轴向方向的定位。
合理的轴向定位可以确保轴承在运行过程中具有良好的性能。
基本尺寸精度与公差精度的关系基本尺寸精度与公差精度的关系导言:基本尺寸精度和公差精度是机械制造领域中重要的概念之一。
基本尺寸精度指的是产品设计定义的理论尺寸,而公差精度则是指产品在制造过程中允许存在的尺寸偏差。
本文将探讨基本尺寸精度与公差精度之间的关系,并就其在产品设计、制造和质量控制方面的应用进行深入分析。
一、基本尺寸精度的定义基本尺寸精度是产品设计过程中对理论尺寸的制定和定义。
它代表着产品设计师对产品功能、性能和外观的要求。
基本尺寸精度往往以标准尺寸或公称尺寸的形式给出,例如直径、长度、宽度等。
在产品制造过程中,应尽可能准确地控制产品尺寸,以确保产品在正常使用条件下的性能和寿命。
二、公差精度的定义公差精度是指产品制造过程中允许存在的尺寸偏差。
由于制造过程中难免存在误差和不可避免的不符合设计要求的情况,公差精度的引入可以使产品制造更加灵活和实用。
公差精度可以理解为产品尺寸的允许偏差范围,它包括上下公差限和公差带宽等概念。
公差精度的合理设置能够保证产品的互换性和可靠性。
三、基本尺寸精度与公差精度的关系基本尺寸精度和公差精度是相互关联的,二者共同构成了产品设计与制造过程中的关键要素。
在产品设计中,设计师需要综合考虑产品功能、性能和成本等因素来确定基本尺寸精度。
而公差精度则是根据产品的实际制造情况来确定的,它需要考虑到材料特性、加工工艺和设备精度等因素。
基本尺寸精度和公差精度的合理配合可以保证产品的质量和满足客户需求。
基于基本尺寸精度与公差精度的重要性,企业在产品设计和制造过程中应该注意以下几个方面:1. 合理确定基本尺寸精度:产品设计师需要充分考虑产品的功能和使用要求,在保证产品性能的前提下,尽可能地减小基本尺寸的限制。
这能够提高产品的可制造性和降低生产成本。
2. 精确控制公差精度:在确定基本尺寸精度的基础上,制造人员需要根据具体的加工工艺和设备精度,合理设置公差范围。
公差精度应综合考虑产品的实际使用情况和设计要求,确保产品在制造和装配过程中的互换性和可靠性。
机械制造基础计算题解析2016.06.20(总19页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--《机械制造基础》终结性考试计算题解析一、公差配合计算题有关尺寸、公差和偏差的术语及定义1. 尺寸:以特定单位表示线性尺寸的数值。
2. 基本尺寸(D ,d ):通过它应用上、下偏差可算出极限尺寸的尺寸。
通常由设计者给定,用D 和d 表示(大写字母表示孔、小写字母表示轴)。
它是根据产品的使用要求,根据零件的强度、刚度等要求,计算出的或通过试验和类比方法确定并经过圆整后得到的尺寸,一般要符合标准尺寸系列。
3. 实际尺寸(Da ,da ):通过测量获得的孔(轴)的尺寸。
4. 极限尺寸:指一个孔或轴允许的尺寸的两个极端值,也就是允许的尺寸变化范围的两个界限值。
其中较大的称为最大极限尺寸(Dmax ,dmax ),较小的称为最小极限尺寸(Dmin ,dmin )。
5. 尺寸偏差(偏差):指某一尺寸(极限尺寸、实际尺寸等等)减去基本尺寸所得的代数差,其值可为正、负或零。
·实际偏差(E a ,e a ):实际尺寸减去其基本尺寸所得的代数差。
·极限偏差:极限尺寸减其基本尺寸所得的代数差。
其中,最大极限尺寸减其基本尺寸所得的代数差称为上偏差(ES ,es);最小极限尺寸减其基本尺寸所得的代数差称为下偏差(EI ,ei)。
6. 尺寸公差(公差Th ,Ts ):最大极限尺寸减最小极限尺寸之差,或上偏差减下偏差之差。
它是允许尺寸的变动量,公差值永远为正值。
7. 公差带图解:前述是利用图进行的有关尺寸、极限偏差及公差分析。
·零线:基本尺寸所指的线,是偏差的起始线。
零线上方表示正偏差,零线下方表示负偏差。
·公差带:代表上,下偏差的两条直线所限定的区域。
它是由公差大小和其相对零线的位置如基本偏差来确定。
⎭⎬⎫-=-=d d e D D E a aa a ⎭⎬⎫-=-=-=-=d d ei D D EI d d es D D ES min min max max ,,⎭⎬⎫-=-=-=-=ei es d d EI ES D D s h min max min max T T 轴公差孔公差8. 标准公差(IT):指国家标准GB/T —1998极限与配合制所规定任一公差,它确定了公差带的大小。