【精品毕设】机械原理课程设计—压片成型机
- 格式:doc
- 大小:2.85 MB
- 文档页数:17

压片成形机设计题目机械设计是根据使用要求对机械的工作原理、结构、运动方式、力和能量的传递方式、各个零件的材料和形状尺寸以及润滑方式等进行构思、分析和计算,并将其转化成为制造依据的工作过程。
机械设计是机械产品生产的第一步,是决定机械产品性能的最主要环节,整个过程蕴含着创新和发明。
为了综合运用机械原理课程的理论知识,分析和解决与本课程有关的实际问题,使所学的知识进一步巩固和加强,我们参加了此次的机械原理课程设计。
(1)总功能要求设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉或药粉)定量送入压形位置,经压制成后脱离该位置。
机器的整个工作过程(送料-压形- 脱离)均自动完成。
该机器可以压制陶瓷圆形片坯和药剂(片)等。
(2)工作原理1、压片成型机工艺动作分解:⑴ 干粉料均匀筛入圆筒形型腔(图1.2.2a)⑵下冲头下沉3mm预防上冲头进入型腔时粉料扑出(图122b )⑶ 上和下冲头同时加压(图1.2.2c),并保持一段时间。
⑷ 上冲头退出,下冲头随后顶出压好的片坯(图1.2.2d )。
⑸料筛推出片坯(图1.2.2a )。
1、冲头压力100 000N 150 000N2、生产率15 片/min 20 片/min3、机器运转不均匀系数0.08 0.104、电机转速970r/mi n 1450r/min(1 )设计要求⑴ 压片成形机一般至少包括连杆机构和凸轮机构和齿轮机构在内的三种机构。
⑵ 画出机器的运动方案简图与运动循环图。
拟订运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现干涉。
⑶ 设计凸轮机构,自行确定运动规律,选择基圆半径,校核最大压力角与最小曲率半径,计算凸轮轮廓线。
⑷ 设计计算齿轮机构,确定传动比,选择适当的摸数。
⑸ 对连杆机构进行运动设计。
并进行连杆机构的运动分析,绘出运动线图。
如果是采用连杆机构作为下冲压机构,还应该进行连杆机构的动态静力分析,计算飞轮转动惯量。
![[机械制造行业]机械原理课程设计粉料压片成形机](https://img.taocdn.com/s1/m/d32eb130856a561252d36fe7.png)
(机械制造行业)机械原理课程设计粉料压片成形机一、设计题目3(一)设计题目3(二)设计要求3(三)设计任务4二、方案分析与设计4(一)执行机构的选择与分析41、循环图的分析确定42、运动方案的拟定与选择63、机构的运动分析与设计10(1)上冲头设计10(2)下冲头设计16(3)料筛设计19(二)电动机的选择21(三)传动机构的选择与减速器的设计22(四)飞轮的设计23(五)心得体会25(六)参考文献26机械原理课程设计——粉料压片成形机一、设计题目(一)设计题目1、设计题目及原始数据设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经压制成形后脱离该位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
数据见表1。
表1压片成形机设计数据2、压片成形机的工艺动作(1)干粉料均匀筛入圆筒形型腔(图1a)。
(2)下冲头下沉3mm,预防上冲头进入型腔时粉料扑出(图1b)。
(3)上、下冲头同时加压(图1c),并保持一段时间。
(4)上冲头退出,下冲头随后顶出压好的片坯(图1d)。
(5)料筛推出片坯(图1e)图1(二)设计要求1、上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4秒左右。
因冲头上升后要留有料筛进入的空间,故冲头行程为90~100mm。
因冲头压力较大,因而加压机构应有增力功能。
2、下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成型片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
3、料筛在模具型腔上方往复筛料,然后退回。
待批料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
(三)设计任务1、各执行机构应包括:实现上冲头运动的主加压机构、实现下冲头运动的辅助加压机构、实现料筛运动的上下料机构。
满足上述运动可采用连杆机构、凸轮机构等。

机械原理课程设计压片机实训报告1.2摘要:我们设计的粉末成型机主要针对粉末挤压成型、柔软物质加压定型。
机械的工作基本过程为:交流异步电动机提供动力,经过减速器、皮带轮两次减速后达到需求速度,皮带轮带动沟槽凸轮转动,连杆与凸轮通过滚子连接,形成往复运动,带动下冲头形成冲压动作;同时通过齿轮轴、直齿锥齿轮将皮带轮动力传递到槽轮机构,保证进、退料飞轮实现间歇运动。
下冲头与上冲头通过二对齿轮和齿条连接,形成对称机构,使上冲头和下冲头实现上冲运动和下冲运动结合的对冲加压,这种压片机上下冲头同时均等均匀施.压,使颗粒中的空气有充裕的时间逸出模孔,提供了片剂密度的均匀性,减少了裂片现象。
1.3关键词:粉末成型沟槽凸轮机构槽轮间歇机构齿轮齿条机构二、设计项目及任务2.1设计题目:片模成型机(压片机)的改良设计2.2设计背景:压片机是将颗粒或者粉末状物料置于模孔内进行冲压的机器。
针对国内制药厂家众多、片剂品种繁多、生产规模小等特点,我们设计对称机构使上下冲模同时均匀冲压,使颗粒中的空气有充裕的时间逸出,提高片剂密度的均匀性,减少裂片现象。
随着市场需求的发展,压片机的适用范围越来越广,不再单纯的局限于中、西药片剂,更广泛的用于压制日常生活用品、保健食品、兽药片剂、化工片剂:诸如樟脑丸卫生球、洗涤块、农药片剂、压缩饼干等。
因此此类压片机市场前景宽广。
2.3设计任务:2.3.1、按各执行件的工艺动作要求拟定运动循环图2.3.2、进行执行机构即压制机构、脱模机构、送粉机构的选型2.3.3、机械运动方案的评价和确定,并进行执行机构运动学尺寸计算和必要的运动分析2.3.4、按选定的电机和执行机构的参数拟定机械传动方案,并进行传动机构尺寸计算2.3.5、画出机械运动方案简图.2.3.6、编写设计报告书三、运动方案3.1整体运动方案3.1.1整体运动简图3.1.2机器工作原理1.减速器与电机相连,进行第- -次减速,然后皮带轮与凸轮相连,进行二次减速,最终得到所需要的转速。
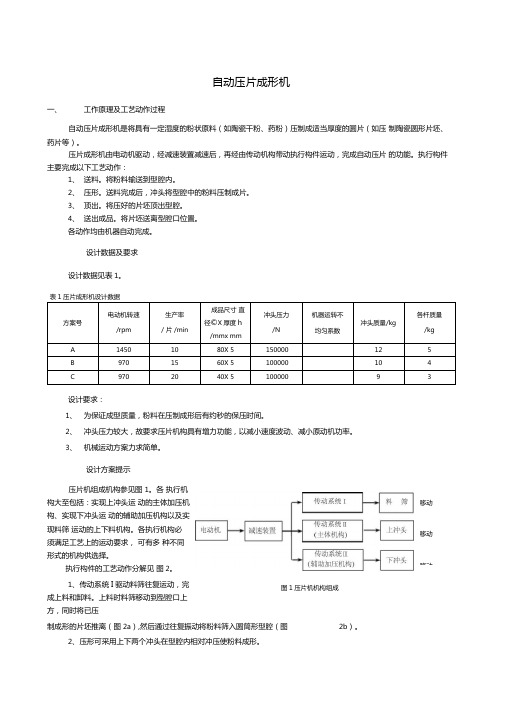
自动压片成形机一、工作原理及工艺动作过程自动压片成形机是将具有一定湿度的粉状原料(如陶瓷干粉、药粉)压制成适当厚度的圆片(如压制陶瓷圆形片坯、药片等)。
压片成形机由电动机驱动,经减速装置减速后,再经由传动机构带动执行构件运动,完成自动压片的功能。
执行构件主要完成以下工艺动作:1、送料。
将粉料输送到型腔内。
2、压形。
送料完成后,冲头将型腔中的粉料压制成片。
3、顶出。
将压好的片坯顶出型腔。
4、送出成品。
将片坯送离型腔口位置。
各动作均由机器自动完成。
设计数据及要求设计数据见表1。
表1压片成形机设计数据方案号电动机转速/rpm生产率/ 片 /min成品尺寸直径©X厚度h/mmx mm冲头压力/N机器运转不均匀系数冲头质量/kg各杆质量/kgA 1450 10 80X 5 150000 12 5B 970 15 60X 5 100000 10 4C 970 20 40X 5 100000 9 3设计要求:1、为保证成型质量,粉料在压制成形后有约秒的保压时间。
2、冲头压力较大,故要求压片机构具有增力功能,以减小速度波动、减小原动机功率。
3、机械运动方案力求简单。
设计方案提示压片机组成机构参见图1。
各执行机构大至包括:实现上冲头运动的主体加压机构、实现下冲头运动的辅助加压机构以及实现料筛运动的上下料机构。
各执行机构必须满足工艺上的运动要求,可有多种不同形式的机构供选择。
执行构件的工艺动作分解见图2。
1、传动系统I驱动料筛往复运动,完成上料和卸料。
上料时料筛移动到型腔口上方,同时将已压制成形的片坯推离(图2a),然后通过往复振动将粉料筛入圆筒形型腔(图2b)。
2、压形可采用上下两个冲头在型腔内相对冲压使粉料成形。
移动移动移动图1压片机机构组成传动系统n作为主体机构驱动上冲头往复运动;传动系统川作为辅助加压机构驱动下冲头往复运动, 与上冲头配合共同完成压形(图2d)。
为防止上冲头进入型腔时粉料扑出,在上料完成后、上冲头进入型腔前,下冲头先下沉 3mm (图2c )。

机械原理课程设计题目:压片成型机设计院-系:工学院一、设计题目:压片成形机设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压型位置,经压制成形后(厚5mm)脱离该位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
设计数据表格如表1所示。
图1 压片成形机工艺动作如图1所示,压片成形机的工艺动作是:1. 料筛在模具型腔上方往复振动筛料,将干粉料均匀筛入圆筒形型腔,然后退回(图1a )。
2. 下冲头下沉3mm,预防上冲头进入型腔时粉料扑出(图1b )。
3. 上、下冲头同时加压(图1c ),下冲头上升8mm,上冲头下降11mm,保持0.4s。
4. 上冲头退出,下冲头继续上升16mm,将成形片坯顶到与台面平齐后停歇(图1d )。
5. 片坯被推出(图1e ),下冲头再下移21mm到待料位置(图1b)。
6. 因上冲头上升后要留有料筛进入的空间,故其行程为90-100mm。
因冲头压力较大,因而加压机构应有增力功能。
设计1. 压片成形机一般至少包括凸轮机构、齿轮机构和连杆机构在内的三种机构;至少设计出三种能实现该分类机运动形式要求的机构。
2. 设计传动系统,并确定其传动比分配(皮带传动传动比i ≈ 2 ,每级齿轮传动传动比i ≤ 7.5 )。
3. 画出机器的运动方案示意图,机构运动简图与运动循环图。
拟定运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现“干涉”。
4. 设计凸轮机构,自行确定从动件运动规律,选择凸轮基圆半径,校核其最大压力角,计算凸轮廓线。
5. 设计计算齿轮机构,连杆机构。
6. 对压片成型机进行三维造型和动态仿真,并画出料筛,上,下冲头的位移,速度和加速度曲线。
7. 编写设计计算说明书。
二、机器功能分析1. 上冲头完成往复直移运动(铅锤上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4秒左右。
机械原理课程设计-压片成形机一、设计背景压片成形机是一种常见的机械设备,广泛应用于制药、化工、食品等领域中,用于将各种粉状、颗粒状的原料通过机械压缩成为各种板状、球状或其他形状的制品。
压片成形机主要由进料系统、压制系统、出料系统和控制系统组成。
其中压制系统是压片成形机的核心部分,其设计与性能直接影响着成品质量和生产效率。
本计划设计的压片成形机是一种卧式压片机,其进料方式为自动进料,压制方式为双辊压制。
压制过程中,通过调整辊速、辊距等参数,实现对原料的最佳成形压缩,从而制成各类产品。
为使该设备能够满足不同用户的需求,设备还具有良好的操作性、可靠性、保养性和安全性。
二、设计目标本设计的压片成形机,要求在保证强度和刚度的前提下,具有以下主要技术指标:1.最大压制力:100kN2.最大压制厚度:15mm3.最大压制直径:25mm4.压制速度:0.2-10mm/s5.控制精度:±0.2mm6.电机功率:3kW7.设备外形尺寸:1800×800×1500mm8.设备净重:500kg三、设计方案1. 压制系统设计压制系统是该成形机的核心部分,它由压制辊、强制进料装置、可调式辊距机构、压力调节机构等部件组成。
压制辊为该系统的主要工作部分,其主要由钢材制成,并表面经过热处理,具有很强的耐磨性和抗压弯强度。
强制进料装置为该系统的进料部分,它采用自动进料方式,通过调整强制进料机构的进出角度,使原料经过强制进料后压入两辊压制辊之间进行压制。
可调式辊距机构则为该系统的压制调整部分,通过调整辊距大小,实现对各种原料的最佳压制效果。
压力调节机构为该系统的压力调节部分,通过调整调压阀,实现对压制力大小的精确调节。
2. 设备控制系统设备控制系统采用单片机控制方式,通过脉冲信号和电气信号实现对压制过程的控制。
系统包括压制力传感器、速度检测器、温度传感器等器件,并通过统一的控制接口与压制系统等部件连接。
机械原理课程设计说明书设计题目压片成形机汽车工程系汽车工程(中美)专业汽车工程班号 0621081班设计者王佩玉指导教师韩丽华2010年7月2日目录1.设计题目 (3)2.设计要求 (3)3.运动方案评估 (3)4.设计内容 (6)5.设计步骤 (8)6.附录 (11)机械原理课程设计——压片成形机一、.设计题目 1.压片成形机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
2.压片成形机的工艺动作(1) 干粉料均匀筛入圆筒形型腔。
(2) 下冲头下沉3mm ,预防上冲头进入型腔是粉料扑出。
(3) 上、下冲头同时加压,并保持一段时间。
(4) 上冲头退出,下冲头随后顶出压好的片坯。
(5) 料筛推出片坯。
料型下冲粉23片下下上5 上冲头8片坯2133.压片成形机设计数据电动机转速/(r/min):1450;生产率/(片/min):10;冲头压力/N:150 000;机器运转不均匀系数/δ:0.10;二、设计要求1.上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4s左右。
因冲头上升后要留有料筛进入的空间,故冲头行程为100mm。
因冲头压力较大,因而加压机构应有增力能力。
2.下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
3.料筛在模具型腔上方往复振动筛料,然后向左退回。
待坯料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
三.运动方案评估上冲头设计方案方案1说明:杆1带动杆2运动,杆2使滑块往复运动,同时带动杆3运动,从而达到所要求的上冲头的运动。
此方案可以满足保压要求,但是上冲头机构制作工艺复杂,磨损较大,且需要加润滑油,工作过程中污损比较严重。