对接焊缝焊接工艺评定任务书编制要点
- 格式:pptx
- 大小:2.77 MB
- 文档页数:21
焊接工艺评定报告及焊接工艺指导书1000字首先,焊接工艺评定报告是焊接质量控制的重要文件,它不仅能够反映焊接质量控制情况,还能够帮助焊接工程师进行焊接工艺优化和问题解决。
焊接工艺评定报告需要包括以下几个方面的内容:1.焊接工艺参数在焊接工艺评定报告中,需要详细描述所选用的焊接工艺参数,例如焊接电流、电压、焊接速度和气体流量等。
这些参数对于焊接质量控制非常关键,因为它们直接影响到焊缝的质量和性能。
2.样品选择和测试方法在焊接工艺评定报告中,需要描述所选用的样品和测试方法。
一般来说,样品需要符合焊接工程的实际情况,测试方法要能够客观、准确地反映焊接质量状况,例如金相显微镜、硬度测试仪、拉伸试验机等。
3.结果分析和结论在焊接工艺评定报告中,需要对测试结果进行分析,并做出相应的结论。
例如,如果测试结果表明焊缝存在裂纹或缺陷,那么需要对产生问题的原因进行分析,并提出相应的解决方案。
4.建议和改进最后,在焊接工艺评定报告中,还需要提出建议和改进措施。
例如,如果测试结果表明焊接工艺存在一些缺陷或需要改进的地方,那么需要提出相应的改进方案,以提高焊接质量和效率。
其次,焊接工艺指导书是焊接操作的指南,它能够帮助操作人员正确掌握焊接工艺和操作流程,从而确保焊接质量。
焊接工艺指导书需要包括以下几个方面的内容:1.焊接材料和设备在焊接工艺指导书中,需要详细描述所选用的焊接材料和设备,例如焊丝、电极、气体和焊接机等。
这些信息对于操作人员选用和使用焊接材料和设备非常关键。
2.焊接工艺参数和操作流程在焊接工艺指导书中,需要详细描述所选用的焊接工艺参数和操作流程,例如焊接电流、电压、焊接速度和气体流量等。
这些信息对于操作人员正确掌握焊接工艺和操作流程非常关键。
3.操作注意事项和安全规定在焊接工艺指导书中,还需要提醒操作人员注意事项和安全规定,例如需要注意的安全事项、焊接过程中的注意事项和操作规程等。
这些信息对于确保操作人员的安全、减少事故发生非常重要。

河南富源制管
对接焊工艺评定
报告汇编
编号:PQR-01/WPQ-01
焊接方法:埋弧自动焊(SAW) Ⅰ型坡口母材牌号:L415/X60 δ=12mm
完成日期: 2021.12.30
埋弧自动焊工艺评定报告目录
SAW埋弧自动焊工艺评定大纲
一、目的:为保证δ≤12mm L415/X60热轧钢带埋弧自动焊工艺评定按步顺利进行,特制订本大纲。
二、范围:适用于δ≤12mm,L415/X60双面螺旋缝埋弧自动焊工艺。
三、依据:NB/T47014-2021 GB/T9711.1-1997。
四、内容:
1、选用焊接设备:ME(D)-1250自动埋弧焊机
2、选用焊接母材:δ=12mm L415/X60;
3、焊接母材试板尺寸:300×150×12mm各壹块;
4、焊接方法:(SAW)埋弧自动焊;
5、母材坡口类型:Ⅰ型坡口;
6、施焊;
7、焊接工艺原始记录;
8、焊缝拉伸、弯曲测试、冲击试验。
焊接工艺评定任务书
焊接工艺规程
焊接工艺规程〔WPS〕
焊接工艺评定报告
焊接工艺评定报告
焊接工艺评定报告。
如何做好焊接工艺评定-评定的程序焊接工艺评定的程序是:编制和下达焊接工艺评定任务书—编制焊接工艺评定方案—焊制试件和检验试件—编制焊接工艺评定报告—根据焊接工艺评定报告编制焊接作业指导书(或称焊接工艺卡)一、编制和下达焊接工艺评定任务书任务书的主要作用是下达评定任务,因此,其主要的内容应为:评定目的、评定指标、评定项目和承担评定任务的部门及人员的资质条件等。
(一)评定指标的确定根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。
按照《焊接工艺评定规程》 DL/T869的规定,要求焊缝金属的化学成分和力学性能(强度、塑性、韧性等指标)应与母材相当或不低于母材相应规定值的下限。
(二)评定项目的确定根据工程的实际工作情况要求,按规程适用范围做好项目的相关覆盖,确定好评定项目。
焊接工艺评定的项目确定应从以下几方面来考虑:1.钢材焊接工程应用的钢材品种和规格繁多,如每种均进行“评定”,不但复杂且数量很多,为减少评定数量,且又能取得可靠的工艺,将钢材按其化学成分、冶金性能、焊后热处理条件、力学性能、规格、设计和使用条件等因素综合考虑.划分成类级别进行评定。
按规程要求可以进行替代覆盖。
(1)钢材类级别划分电力工业火力发电厂常用钢材按类级别划分,它们的划分方法是:按用途划分成A、B、C 等三个类别,而级别则以力学性能、化学成分和组织类型综合划分为I、Ⅱ、Ⅲ三个级别。
几个规程钢材类别划法已统一,具体是:1)碳素钢及普通低合金钢为一类,代号为“A”。
其级别为:碳素钢(含碳量≤0.35%)代号为:A I。
普通低合金钢(6 s≤400MPa)代号为:AⅡ。
普通低合金钢(6 s>400MPa)代号为AⅢ。
2)热强钢及合金结构钢为一类,代号为“B”。
其级别为:珠光体钢代号为:B I贝氏体钢代号为:BII马氏体钢代号为:BⅢ3)不锈钢为一类,代号为;“C”。
其级别为:马氏体不锈钢代号为:C I铁素体不锈钢代号为:CⅡ奥氏体不锈钢代号为:CⅢ(2)钢材类级别在“评定”中的基本规定1)首次应用的钢材,必须进行“评定”。
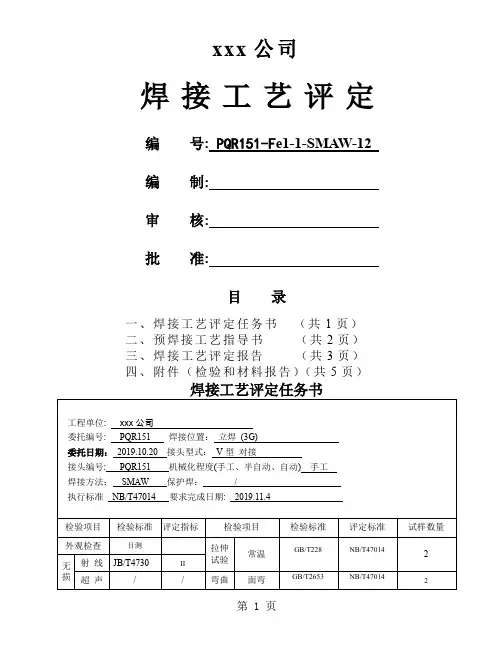
xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
焊接工艺评定焊接工艺规程实用编制方法1.设计评审:对产品的设计和焊接要求进行评审,确定焊接适用性以及所需的焊接工艺。
2.试样制备:根据评审结果,制备用于评定的试样,并确保试样的材料、尺寸和几何形状与实际焊接接头相符。
3.焊接试验:在焊接试验中采用所要评定的焊接工艺对试样进行焊接,并注意控制焊接参数,如焊接电流、电压、速度等。
4.试验检测:对焊接接头进行破坏性和非破坏性试验检测,以评定焊接接头的质量和性能。
常用的试验方法包括拉伸试验、弯曲试验、冲击试验、硬度测量等。
5.评定结果分析:根据试验结果以及相关标准和规范进行评定结果分析,包括焊缝强度、断裂模式、变形情况等。
6.撰写评定报告:将评定结果进行汇总撰写为评定报告,明确焊接工艺的适用范围、限制条件和质量控制要求。
焊接工艺规程实用编制方法是为了规范和标准化焊接过程,确保焊接接头的质量和一致性。
下面是焊接工艺规程实用编制的几个关键步骤:1.确定焊接要求:根据产品的设计要求和技术要求,明确焊接接头的类型、尺寸和材料等要求。
2.资料收集:收集和整理相关的焊接规范、标准以及过去的实践经验等,为编制工艺规程提供参考依据。
3.编制工艺参数:根据焊接要求和资料收集,确定焊接工艺参数,如焊接电流、电压、速度、焊接序列等。
5.编制检测规程:确定焊接接头的检测方法和标准,编制相应的检测规程,以确保焊接接头的质量。
6.过程控制与验证:在实际焊接过程中,进行过程控制和验证,根据工艺规程要求进行焊接接头的质量控制和监测。
7.修订和完善:根据实际应用中的反馈和总结,及时修订和完善工艺规程,以提高焊接接头的质量和工艺的可靠性。
总之,焊接工艺评定和焊接工艺规程实用编制是保证焊接接头质量的重要手段,只有通过严格的评定和标准化的编制方法,才能确保焊接接头的可靠性。

焊接工艺评定方案一、引言焊接是一种常见的金属连接工艺,广泛应用于工业生产中。
为了确保焊接质量和工艺的可靠性,需要进行焊接工艺评定。
本方案旨在制定一套科学、规范的焊接工艺评定程序,以提高焊接质量和效率。
二、目的本方案的目的是为了评估焊接工艺的适用性,确保焊接接头的强度、密封性和耐腐蚀性,以及工艺的可行性和经济性。
三、焊接工艺评定的步骤及内容1.确定焊接工艺评定的对象:根据具体的焊接需求和材料特性,确定焊接工艺评定的对象,包括焊接材料和焊接工艺参数。
2.编制焊接工艺评定程序:根据相关规范和标准,编制焊接工艺评定程序,明确评定步骤和内容。
3.材料准备:根据焊接工艺评定的对象,准备焊接材料,包括焊接材料和填充材料。
确保材料的质量和符合相关标准。
4.试验样品准备:根据焊接工艺评定的要求,准备试验样品。
样品宜选取典型的焊接接头,确保样品的表面光洁和铺设牢固。
5.焊接工艺参数确定:根据焊接工艺评定要求,确定焊接工艺参数,包括焊接电流、电压、焊接速度和焊接角度等。
在实际焊接过程中,可以通过试焊的方式进行参数的调整和优化。
6.进行焊接试验:按照事先确定的焊接工艺参数,进行焊接试验。
试验过程中应注意焊接接头的质量和外观,以及试验样品在焊接过程中的变形情况。
7.检测和评定焊接接头质量:对焊接接头进行非破坏性测试和破坏性测试,评估焊接接头的质量和强度。
并根据检测结果,对焊接工艺进行修正和调整。
8.形成焊接工艺规范:根据焊接工艺评定的结果,形成焊接工艺规范,包括焊接工艺参数、焊接材料、检测要求和接头质量标准等。
并在生产和质量管理中推广应用。
四、质量控制在整个焊接工艺评定的过程中,应进行质量控制,包括材料质量的控制、样品准备的控制、焊接工艺参数的控制、试验过程的控制和测量和检验设备的控制等。
同时,应制定相关的质量控制措施和相应的纪录。
五、安全措施在焊接工艺评定过程中,应加强安全管理,确保焊接操作人员的人身安全。
应对焊接设备和试验样品进行定期检查和维护,确保设备的正常运行。
焊接工艺评定工作计划范文一、前言焊接是一种常见的工艺技术,在工程建设和制造过程中被广泛应用。
为了确保焊接质量,需要对焊接工艺进行评定,以确定其适用性和可行性。
焊接工艺评定是通过实验和测试,对焊接材料、设备、操作流程等进行评估,从而确保焊接过程符合相关标准和规范。
本文将结合实际情况,制定焊接工艺评定工作计划,以确保焊接质量和安全。
二、工作目标1. 确定焊接评定的范围和对象,包括焊接材料、设备、操作工艺等内容。
2. 制定符合国家标准和行业规范的焊接评定方案,包括评定方法、实验测试内容、数据处理和分析等步骤。
3. 确保焊接工艺评定过程符合安全操作规范,保障人员和设备的安全。
4. 提出改进建议,优化现有焊接工艺,提高焊接质量和效率。
三、工作内容1. 确定评定范围和对象根据实际需求,确定焊接评定的范围和对象,主要包括焊接材料、设备、操作流程等。
根据需要,对不同材料和接头进行焊接质量评定,包括焊缝形态、强度、气孔、夹渣等指标。
同时,对焊接设备的性能、稳定性进行评定,以确定其适用性和可靠性。
对操作工艺进行评定,包括焊接参数的设定、操作流程和质量控制等内容。
确定评定范围和对象后,制定相应的评定方案,明确评定内容和方法。
2. 制定评定方案根据评定范围和对象,制定相应的评定方案。
包括评定方法、实验测试内容、数据处理和分析等步骤。
评定方案应符合国家标准和行业规范,确保评定结果具有科学性和可靠性。
评定方案应具体明确,包括评定的具体内容和要求,评定的过程和步骤,以及评定结果的处理和分析方法。
评定方案应考虑实际情况,灵活调整,以确保评定工作的顺利开展。
3. 实施评定工作在确定评定范围和对象,并制定评定方案后,开始实施评定工作。
包括实验测试、数据采集、分析处理等步骤。
实验测试应按照评定方案的要求进行,确保测试结果具有可靠性和科学性。
数据采集和处理应规范进行,确保数据准确完整。
分析处理应根据实验测试结果进行,得出科学结论和评定结果。
焊接工艺评定焊接工艺规程实用编制方法一、焊接工艺评定方法:1.确定焊接材料:按照设计要求选择合适的焊接材料,包括焊接金属材料和辅助材料。
2.选择焊接方法:根据焊接材料的特性和工艺要求,选择合适的焊接方法,例如手工电弧焊、半自动焊、气体保护焊等。
3.设计焊接工艺参数:根据焊接材料和焊接方法,确定焊接工艺参数,包括焊接电流、焊接电压、焊接速度等。
4.制作焊接试件:采用焊接材料和工艺参数进行焊接试验,制作一定数量的焊接试件。
5.执行焊接试验:采用焊接试件进行焊接试验,评估焊缝的焊接质量和性能,包括焊缝的外观、强度、断裂韧性等。
6.评定焊接工艺水平:根据焊接试验的结果,评定焊接工艺的合格等级,并确定相应的焊接工艺规范。
二、焊接工艺规程编制方法:1.明确编制目的和需求:确定焊接工艺规程编制的目的和需求,包括焊接材料、焊接方法、焊接工艺参数等方面的要求。
2.收集相关数据和信息:收集与焊接工艺相关的数据和信息,包括焊接材料的性能、焊接方法的原理、焊接工艺参数的选择等。
3.制定焊接规程:根据收集到的数据和信息,制定焊接工艺规程的内容和格式。
规程应包括焊接材料、焊接方法、焊接工艺参数、检验要求等。
4.审核修改规程:组织专家对制定的焊接工艺规程进行审核,修改不合理或错误的部分,确保规程的准确性和可操作性。
5.发布规程并培训宣传:将修订后的焊接工艺规程发布给相关人员,并组织培训和宣传活动,确保相关人员能够正确理解和操作焊接工艺规程。
6.定期修订规程:根据焊接实际情况和技术进步,定期修订焊接工艺规程,保持规程的准确性和适应性。
总结:焊接工艺评定和焊接工艺规程的编制是确保焊接质量和工艺标准化的重要手段。
通过合理的焊接工艺评定,可以确定合适的焊接工艺参数,保证焊接质量。
而焊接工艺规程的编制可以使焊接操作符合标准化要求,提高生产效率和质量标准。
因此,对焊接工艺评定和工艺规程的实用编制方法有一定的了解和应用能力,有助于提高焊接质量和工艺标准化水平。
焊接工艺评定指导书示例
内容
一、前言
一、定义:焊接工艺评定指导书是由质量管理部门编写的,旨在评估
焊接质量、审核焊接质量标准和规范,以及维护焊接质量的文件。
二、目的:本指导书旨在为质量核查、焊接质量管理和检验提供指导,保证在焊接工艺过程中符合国家标准和规范,以达到较高的焊接质量,提
高产品质量。
三、文件范围:本指导书适用于评估焊接过程中的质量参数,并说明
了该过程的控制要点,以确保焊接质量能够达到规定的要求。
四、责任与权限:本指导书由质量管理部门负责实施,其下所有部门
都负有质量控制责任并有权拒绝不符合质量要求的产品。
二、焊接工艺评定指导书
1、焊接技术
(1)焊接方法:
a.焊接方法,包括熔焊、气体保护焊接、电弧焊、热压焊等。
b.具体焊接方法,包括熔焊、电弧焊、气体保护焊接、电阻焊等
c.焊接工艺:采用焊接工艺可以降低焊接温度,控制焊接深度,提高
焊接质量和效率。
(2)焊接材料:
a.焊接材料:采用液态金属或金属粉末,需要选择合适的焊接材料以保证焊接质量。
b.可焊接材料,包括铁、铜、铝、钢铁合金、镍和钛等。
焊接工艺评定作业指导书一、概述焊接工艺评定是指通过对焊接工艺参数、操作技术和焊接材料进行验证和评估,确定其满足焊接任务的要求,以保证焊接质量的一项工作。
本指导书旨在编写焊接工艺评定作业的相关步骤和操作注意事项,以帮助焊接工程师和技术人员正确进行焊接工艺评定。
二、工艺评定准备1.明确焊接工艺要求:根据焊接任务的要求,确定焊接材料、焊接方法和焊接参数等工艺要求。
2.准备焊接材料和设备:根据焊接工艺要求,准备适当的焊接材料和设备,并进行检查和确认。
3.制定工艺评定方案:根据焊接任务要求,制定详细的工艺评定方案,明确评定的目标和内容。
三、工艺评定步骤1.试验准备:准备试样及相关辅助设备,根据焊接工艺要求切割、制备试样,同时准备试样的取样记录等相关文件。
2.装夹和定位:根据焊接工艺要求,将试样装夹在适当的位置,并严格按照规定的焊接位置和间隙等进行定位。
3.焊接操作:根据焊接工艺要求,进行焊接操作,注意控制和记录焊接参数,如焊接电流、电压、焊接速度等。
4.焊缝检查:对焊接完成后的焊缝进行检查,并进行尺寸、形状、气孔、裂纹等质量指标的评估和记录。
5.焊后处理:对焊接完成后的试样进行热处理、退火或机械加工等后续处理,保证试样满足评定要求。
6.试验评定:根据制定的评定标准,对焊接试样进行力学性能、金相组织、硬度等指标的测试和评估,生成评定报告。
四、工艺评定注意事项1.操作规范:焊接工艺评定过程中,操作人员应严格按照焊接工艺要求和操作规范进行,不得盲目操作或违反操作规程。
2.记录完整:焊接工艺评定过程中,要求记录相关的焊接参数、检测结果等,确保评定工作的完整和可追溯性。
3.设备校验:使用的焊接设备应经过校验和检测,确保其符合工艺评定要求。
4.评定标准:制定评定标准时应参考相关标准和规范,确保评定结果的准确性和可靠性。
5.安全操作:焊接工艺评定过程中,操作人员应遵守相关安全操作规程,佩戴必要的个人防护装备。
五、总结焊接工艺评定是焊接质量管理的重要环节,只有通过评定,才能确保焊接工艺的稳定性和可靠性。
焊接工艺评定方案1. 引言焊接是一种常用的金属连接方法,广泛应用于工业制造、建筑和维修等领域。
焊接工艺评定是为了确保焊接质量和安全性,通过测试和评估焊接工艺的适应性和可行性。
本文将介绍焊接工艺评定的目的、步骤和常用标准,以及评定结果的意义和应用。
2. 目的焊接工艺评定的主要目的是确定焊接过程参数,以保证焊缝质量符合设计要求和技术标准。
通过评定,可以确定最佳的焊接工艺,确保焊接的强度、密封性和耐腐蚀能力,以及最小化热影响区域的尺寸。
3. 步骤3.1 准备工作在进行焊接工艺评定之前,需要进行以下准备工作:•了解焊接材料和焊接接头的要求;•确定焊接方法和设备的选择;•准备合适的焊接试样和测试设备。
3.2 实验设备和试样准备根据焊接工艺评定的要求,选择合适的实验设备和试样。
试样应具有代表性,符合标准要求,并能满足评定的目标和标准。
3.3 工艺参数确定和试验操作根据试样和实验设备的要求,确定焊接工艺参数,包括焊接电流、电压、焊接速度和焊接时间等。
按照确定的参数进行焊接试验操作,记录焊接过程中的相关数据。
3.4 检测和评估使用合适的非破坏性和破坏性检测方法对焊接试样进行检测,如视觉检测、X射线检测、超声波检测和拉伸试验等。
根据检测结果进行评估,判断焊缝质量是否符合要求。
3.5 结果分析和报告根据评估结果进行分析,确定焊接工艺的优劣。
编写评定报告,包括实验步骤、参数、评估结果和建议等内容。
4. 常用标准焊接工艺评定通常参考以下标准:•GB/T 8110-2008 焊接评定规程•GB/T 28852-2012 焊接工艺检验方法•AWS D1.1/D1.1M 焊接结构钢规范这些标准规定了焊接工艺评定的要求和方法,可用作评定过程中的参考和指导。
5. 评定结果的意义和应用焊接工艺评定的结果对焊接质量和安全性具有重要意义。
评定结果可以用于确定合适的焊接工艺参数,指导焊接生产和施工实践。
同时,评定结果也可用于质量控制和质量管理,对于确保焊接质量的稳定性和一致性具有重要作用。
焊接工艺评定实训任务书一、实训班级09材型A方向(55人)二、时间安排学年第一学期6-9周三、实训目的加强理论与实践的结合,培养综合运用专业知识解决实际问题的能力,为今后从事焊接专业的工作打下良好的基础。
四、实训要求学生按照设计题目的技术要求和指标,查阅文献资料,对给定材料进行焊接性分析,选择焊接工艺(焊接方法、焊接电流,坡口形式、单道/多道焊,焊丝,焊接速度,焊前准备,焊缝保护、焊后处理等);拟定预焊接工艺规程,施焊试件;对试板进行机加工和力学性能试验,检测焊接结构是否符合规定的要求;编写焊接工艺评定报告。
对预焊接工艺规程进行评价。
五、实训各阶段内容第一周:拟定预焊接工艺规程,板材的下料、切取焊接试件,施焊试件;第二周:对焊接试件进行无损检测,如超声波探伤并编写检测报告(每组一份即可),射线探伤;第三周:对焊接试件进行力学性能检验,如拉伸、弯曲、冲击试验;第四周:编写焊接工艺评定报告(每组一份即可)和实训心得(每人一份,3000字)。
实训内容、时间具体安排如下:六、实训的任务分配此阶段实训过程以小组方式,每组7-8人,组长、副组长组织其成员按照任务表的时间,到指定地点完成实训任务,小组其他成员积极配合。
七、参考资料:NB/T 47014-2011 承压设备焊接工艺评定NB/T 47015-2011 压力容器焊接规程NB/T 47016-2011 承压设备产品焊接试件力学性能检验JB/T 4730-2005 承压设备无损检测GB713-2008锅炉和压力容器钢板GB/T 2650-2008焊接接头冲击试验方法GB/T 2651-2008焊接接头拉伸试验方法GB/T 2652-2008焊缝及熔敷金属拉伸试验方法GB/T 2653-2008焊接接头弯曲试验方法八、实验室现有原料、设备清单专科设计题目:1、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法手工电弧焊2、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q245R焊接方法熔化极气体保护焊3、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法手工电弧焊4、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q345R焊接方法熔化极气体保护焊5、低温压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法熔化极气体保护焊6、低温压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法熔化极气体保护焊7、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法埋弧自动焊本科设计题目:1、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法手工电弧焊2、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q245R焊接方法熔化极气体保护焊3、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q345R焊接方法熔化极气体保护焊4、低温压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法熔化极气体保护焊5、压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.0m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法熔化极气体保护焊6设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 12mm罐体材料 Q345R焊接方法埋弧自动焊7、压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.0m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法手工电弧焊。